多孔釬焊砂輪的制備及SiC陶瓷磨削試驗研究
2022-08-17 08:41:52毛國安李博鑫
中國機械工程 2022年15期
關鍵詞:深度
劉 偉 毛國安 嚴 燦 李博鑫
1.湖南科技大學機電工程學院,湘潭,411201 2.湖南科技大學難加工材料高效精密加工湖南省重點實驗室,湘潭,411201
0 引言
碳化硅(SiC)陶瓷具有高硬度、高剛度、低熱膨脹系數(shù)、耐熱沖擊和耐腐蝕等優(yōu)良性能[1],被廣泛用于航空航天、電氣和電子等領域[2]。SiC陶瓷因其高硬脆性而被認為是一種難加工材料,目前主要利用金剛石砂輪進行高效磨削加工[3]。然而,在進行SiC陶瓷磨削加工時,由于磨削力大及材料的高硬脆性,經(jīng)常發(fā)生嚴重的表面裂紋、亞表面損傷以及砂輪快速磨損等情況。特別是采用傳統(tǒng)工藝制作的固結磨料砂輪,由于磨粒的把持多依賴于結合劑的機械包埋和鑲嵌,導致磨粒的把持強度不高而容易脫落,進而使砂輪的磨損狀況加重、磨削力增大,影響加工表面質(zhì)量。
為了解決磨粒過早脫落、利用率不高等問題,國內(nèi)外相關學者研發(fā)制備了多層釬焊金剛石砂輪(multilayer brazed diamond grinding wheel,MBDGW)[4-5]。MBDGW通過添加可與金剛石形成化學鍵連接的活性元素鈦、鉻和稀土等[6-7]來改善結合劑對金剛石的浸潤性,提高胎體材料的力學性能,從而提高磨粒的把持強度、出露高度及利用率,使得砂輪的加工性能得以改善。LOGINOV等[8]通過將TiH2加入初始的Fe-Co-Ni金屬結合劑中,研究其對金屬結合劑的力學性能以及與金剛石單晶的結合力的影響,發(fā)現(xiàn)添加質(zhì)量分數(shù)為0.5%~4%的TiH2可以增強金屬結合劑的力學性能,并在金剛石-結合劑界面上發(fā)現(xiàn)了一個50 nm厚的TiC相連續(xù)中間層。WANG等[9]研究了金剛石、Ni-Cr-P釬焊合金界面的反應機理,金剛石和釬焊合金之間形成的Cr7C3和Cr3C2反應層使金剛石磨粒具有良好的潤濕性以及較好的結合強度,從而獲得更好的工具質(zhì)量。相關學者也利用MBDGW開展了SiC陶瓷磨削試驗。AGARWAL等[10]研究了金剛石砂輪平面磨削SiC陶瓷的磨削特性、表面完整性和材料去除機理,探討了磨削條件對表面/亞表面損傷的影響,發(fā)現(xiàn)材料去除主要是由于晶粒的位移導致沿晶界的微裂紋。WU等[11]利用瑞利分布函數(shù)及臨界磨削深度建立了一種新的脆性材料磨削表面粗糙度預測模型,并通過開展SiC磨削試驗,對表面粗糙度進行了檢測及模型驗證,發(fā)現(xiàn)在砂輪轉速較高或磨削深度較低的情況下,以塑性去除為主的磨削有助于降低損傷程度以及改善表面粗糙度。但傳統(tǒng)工藝制作的固結磨料砂輪與MBDGW均屬于致密性砂輪,此類砂輪存在容屑、排屑空間小,在工作時易發(fā)生堵塞,整形和修銳較困難等不足。
針對致密性砂輪的固有缺陷,TANAKA[12]于1992年研發(fā)了一種多孔金剛石砂輪,該砂輪是以金剛石顆粒、金屬結合劑和造孔劑為原料,經(jīng)過混合、烘干和燒結等工藝制備而成。此后相關學者對該類砂輪的制備工藝、造孔效果、磨削性能等方面進行了研究,發(fā)現(xiàn)該類砂輪避免了因磨屑無法及時排出而造成的磨屑黏附在砂輪及工件表面的現(xiàn)象,有效降低了磨削力和磨削溫度,進而改善了加工表面質(zhì)量[13-14]。目前,制備多孔金剛石砂輪的造孔劑種類很多,如陶瓷氧化鋁空心球[15]、揮發(fā)物無機銨鹽[16]等。相關學者發(fā)現(xiàn)TiH2具備釬焊效果[8,17],同時,TiH2作為造孔材料被廣泛應用于泡沫鋁材制備中[18-19],但很少有學者利用TiH2作為造孔劑制備多孔釬焊金剛石砂輪(porous brazed diamond grinding wheel,PBDGW)。
筆者引入具備釬焊與造孔效果的TiH2并利用模壓成形和真空固相燒結工藝制備出PBDGW。PBDGW中的磨粒是通過釬焊固結且多層分布的,克服了傳統(tǒng)工藝制造的固結磨料砂輪磨粒把持強度不足的問題;造孔劑的引入使得砂輪具有孔隙結構,在磨削過程中能夠保持良好的銳利性和排屑能力。此外,進一步開展了基于PBDGW的SiC陶瓷磨削試驗研究,從磨削力、工件表面粗糙度、工件表面/亞表面形貌等角度與MBDGW磨削性能進行了對比分析。
1 PBDGW的制備
1.1 造孔劑處理
TiH2在Ar氣氛中于450 ℃左右開始分解,并隨溫度的提高向TiH1.5和TiH轉變,于540~600 ℃開始大量分解,并在更高溫度下析出Ti元素[20-22]。反應方程式如下:
在金剛石砂輪制備中,TiH2析出的活性元素Ti對金剛石能產(chǎn)生釬焊作用,分解出的H2具有造孔效果。因此TiH2既具備釬焊效果,又能滿足砂輪的造孔需求。但在試驗過程中發(fā)現(xiàn)TiH2的造孔效果不夠理想,在添加較低含量的TiH2的情況下,制備出的PBDGW節(jié)塊存在連通孔及大孔洞,如圖1a所示。原因是在540 ℃溫度下,TiH2粉末開始快速分解,并隨溫度的提高不斷產(chǎn)生氣體,而此時熔融狀態(tài)下的金屬結合劑尚未達到良好的黏度,使得氣泡壁表面因抵抗不住氣泡內(nèi)氣體的膨脹而發(fā)生破裂,造成氣孔的連通及孔徑增大[23]。因此,對TiH2粉末進行氧化預處理,在400 ℃氧化6 h,并在500 ℃氧化1 h,預處理后的TiH2開始分解溫度為580 ℃左右,最大分解溫度為670~690 ℃。氧化預處理后的TiH2表面生成了一層致密的由TiO2等氧化物組成的氧化層,一定程度上抑制了TiH2粉末的釋氫進程,使得TiH2的分解溫度得到提高;在氧化過程中消耗了部分H2,H2分解量減少,氣泡長大速度降低,從而能夠降低氣孔平均孔徑[24]。通過將TiH2進行氧化預處理,制備出的PBDGW節(jié)塊未發(fā)現(xiàn)連通孔、大直徑孔洞等缺陷,且截面形貌良好,金剛石磨粒分布均勻,如圖1b所示。
1.2 砂輪制備
試驗所用金屬結合劑為Cu-10Sn粉末和TiH2粉末,其中,所用TiH2粉末也被作為造孔劑兼釬焊劑,粒度均為400目,由長沙天久金屬材料有限公司提供;金剛石磨粒型號為MBD8,粒度為140/150目,由長沙石立超硬材料有限公司提供。利用SHY-5三維混合機在Cu-10Sn粉末中加入金剛石磨粒以及質(zhì)量分數(shù)分別為2.5%、5%、7.5%、10%的氧化預處理后的TiH2粉末,金剛石的濃度為100%。混合機轉速為180 r/min,混合時間為2 h。
將混合好的粉末放入專用于金剛石砂輪節(jié)塊模壓成形的模具中,利用WA-100C電液伺服萬能試驗機進行模壓成形,制備出金剛石砂輪節(jié)塊成形坯。為了能有效提高成形坯的緊實度,通過分析對比,試驗采用模壓為100 MPa、保壓時間為10 min的模壓成形工藝,制備出的金剛石成形坯的成形效果良好。金剛石砂輪節(jié)塊模壓成形后,將其放入GSL1300XL真空管式爐中進行真空液相燒結,燒結溫度為920 ℃,升降溫速率為5 ℃/min,保溫時間為15 min,爐內(nèi)真空度小于0.12 Pa。燒結后的PBDGW節(jié)塊沒有出現(xiàn)嚴重塌陷、變形等缺陷,如圖2所示。

圖2 PBDGW節(jié)塊
利用排水法和三點彎曲法分別檢測了不同含量TiH2下的PBDGW節(jié)塊的孔隙率和抗彎強度,如圖3所示。從圖中可看出,隨著TiH2含量的增大,砂輪孔隙率增大,抗彎強度減小;當TiH2質(zhì)量分數(shù)由7.5%升至10%時,砂輪孔隙率有較大幅度的增長,而抗彎強度急劇減小。

圖3 不同TiH2質(zhì)量分數(shù)下砂輪節(jié)塊的孔隙率和抗彎強度
通過VHX-5000超景深顯微鏡觀測PBDGW節(jié)塊橫斷面形貌,如圖4所示。從圖中可看到,TiH2質(zhì)量分數(shù)為2.5%時,砂輪節(jié)塊的金屬結合劑熔化狀態(tài)良好,磨粒露出較多,并開始出現(xiàn)氣孔;隨著TiH2質(zhì)量分數(shù)的增大,氣孔數(shù)量也隨之增加,但當TiH2質(zhì)量分數(shù)為10%時,金屬結合劑熔化不徹底,鋪展不充分,且并未發(fā)現(xiàn)有氣孔。這是因為當TiH2質(zhì)量分數(shù)較大時,分解出的高熔點固相顆粒Ti增加,從一定程度上提高了燒結活化能,降低了燒結速率。
為保證節(jié)塊抗彎強度符合要求且節(jié)塊具有較大孔隙率,TiH2質(zhì)量分數(shù)選用7.5%。此時PBDGW節(jié)塊抗彎強度為208.3 MPa,滿足砂輪強度要求;同時其孔隙相對規(guī)則、均勻,金屬結合劑能很好地包裹在金剛石表面,金剛石晶形完整,沒有出現(xiàn)明顯的熱刻蝕痕跡,如圖5所示。
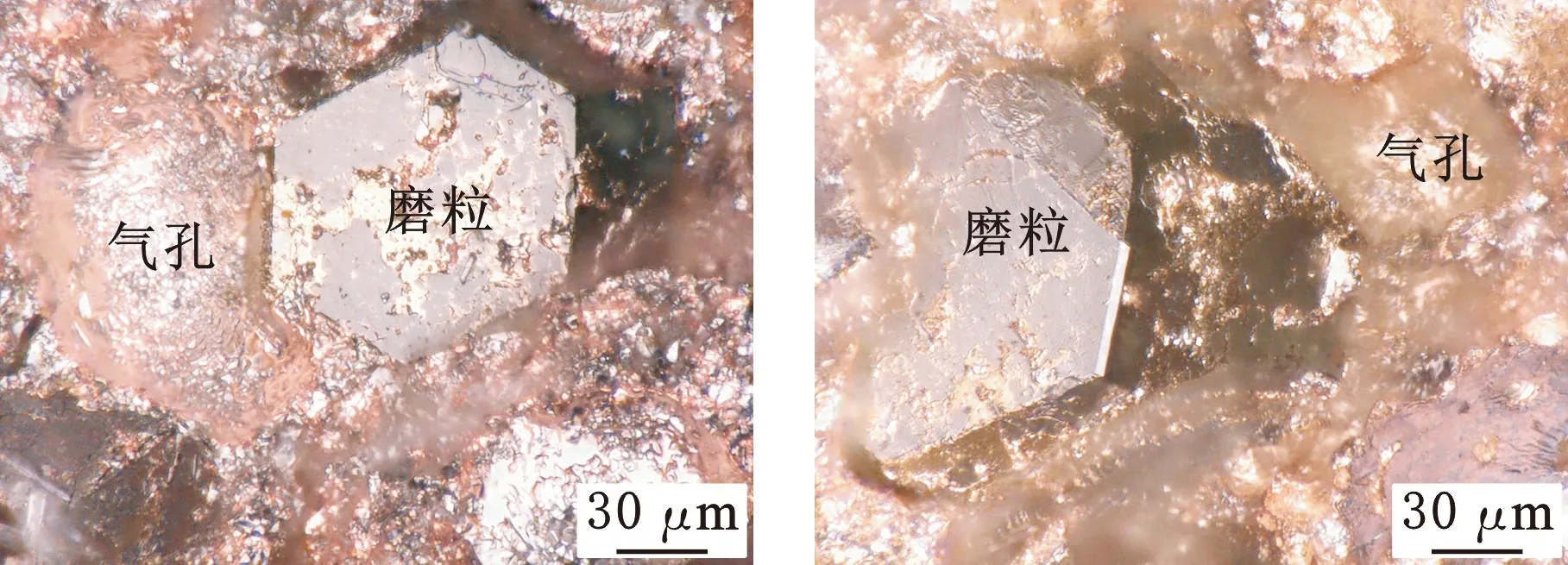
圖5 磨粒與氣孔形貌
PBDGW節(jié)塊制備后,為保證各個節(jié)塊緊密固定于砂輪基體上,設計制作了一個金剛石砂輪節(jié)塊固定裝置,如圖6a所示。砂輪基體表面經(jīng)過打磨、超聲清洗,采用高強度環(huán)氧樹脂將節(jié)塊黏結在砂輪基體凹槽內(nèi),并通過螺釘、夾緊塊進一步夾緊,避免節(jié)塊在磨削過程中脫落。
2 碳化硅陶瓷磨削試驗裝置
磨削試驗在MGK7120型高精度臥軸矩臺平面磨床上進行,磨床主軸轉速為3000 r/min,如圖6b所示。采用Kistler 9257B測力儀實時測量磨削力,采用OLS5000-SAF激光共焦顯微鏡檢測工件表面粗糙度與表面形貌,采用SU3500掃描電子顯微鏡檢測工件亞表面形貌。工件材料為SiC陶瓷,由佛山市郝材新材料科技有限公司提供,其密度為3.12 g/cm3,洛氏硬度為93HRA,彈性模量為415 GPa,尺寸為50 mm×50 mm×5 mm,如圖6c所示。PBDGW基體材料為鋁合金,外徑為130 mm,內(nèi)徑為32 mm,厚度為10 mm,磨料層材料為銅基金屬結合劑,工作面寬度為5 mm,工作層厚度為10 mm,磨粒為140/150目人造金剛石,維氏硬度為110 HV,抗彎強度為208.3 MPa,孔隙率為15.5%,如圖6a所示。對比試驗用MBDGW由華泰金剛石工具有限公司提供,如圖6d所示,結構尺寸與PBDGW一致。試驗條件及相關參數(shù)見表1。

(a)PBDGW (b)磨削試驗裝置

表1 試驗條件及試驗參數(shù)
3 磨削試驗結果及其分析
3.1 磨削力
圖7為采用PBDGW與MBDGW磨削SiC陶瓷工件時磨削深度ap和工件進給速度vw對磨削力的影響。從圖中可以看到,兩種砂輪都呈現(xiàn)出相同的特點:磨削深度、工件進給速度增大,磨削力隨之增大。這是由于在其他磨削參數(shù)不變的情況下,磨削深度或工件進給速度增大,都會增加單顆磨粒的未變形切屑厚度、砂輪與工件的接觸弧長,參與磨削的有效磨粒數(shù)增多,使得磨削力增大。從圖中也可看到,在相同磨削參數(shù)下,PBDGW的磨削力比MBDGW的磨削力小,與MBDGW相比,PBDGW切向力下降8.4%~23.6%、法向力下降10.2%~38.6%。這主要是因為PBDGW有孔隙,具有較好的容屑能力,并在離開加工區(qū)域時在離心力作用下將切屑排出;而MBDGW容屑空間不足,導致切屑黏附于金剛石以及金屬結合劑表面,影響金剛石的出露和切削性能,致使切削力和摩擦力增大。

(a)PBDGW切向力 (b)MBDGW切向力
3.2 表面粗糙度
通過激光共焦顯微鏡進行圖像采集、圖像處理和圖像分析得到工件表面粗糙度值。圖8為SiC陶瓷工件磨削后的表面粗糙度,可發(fā)現(xiàn),表面粗糙度隨磨削深度、工件進給速度的增大而增大。這是因為磨削深度的增大會使得單顆磨粒的切削深度增大,溝槽與劃痕更為明顯,使得工件表面粗糙度增大;工件進給速度、磨削深度的增大都會促使材料由塑性去除向脆性去除轉變,進而導致工件表面質(zhì)量變差。在相同試驗條件下,PBDGW磨削加工的工件表面粗糙度較小,相比MBDGW磨削加工的工件表面粗糙度,平均降幅為10.4%。這是因為孔隙結構的引入使得磨料能充分保持鋒利,提高砂輪的磨削性能,有效提高磨削加工表面質(zhì)量。同時,在低磨削深度下,可發(fā)現(xiàn)PBDGW對降低工件表面粗糙度更為明顯,這主要是因為在磨削加工過程中,低磨削深度更容易實現(xiàn)塑性去除[25],而PBDGW能有效減小磨削力,這就意味著在相同進給速度下,其臨界磨削深度更大,因此能減少因脆性去除帶來的缺陷而造成表面粗糙度增大的現(xiàn)象,這也與后續(xù)對工件表面形貌的分析相符。
3.3 表面形貌
圖9、圖10所示為SiC陶瓷磨削后的表面形貌。由圖9a可看出,工件表面發(fā)生了塑性變形,塑性隆起較為明顯,劃痕寬度和深度較小;但隨著磨削深度以及工件進給速度的增大,加工表面均出現(xiàn)了可見的脆性斷裂凹坑,這是由于亞表面裂紋自由擴展到工件表面,導致材料剝落所產(chǎn)生。在相同磨削參數(shù)下,PBDGW磨削的工件表面出現(xiàn)的脆性斷裂凹坑相對較少,未發(fā)現(xiàn)連續(xù)脆性斷裂現(xiàn)象。因此,PBDGW有效提高了SiC陶瓷磨削加工表面質(zhì)量,降低了SiC陶瓷在較高磨削深度和工件進給速度下的表面缺陷,有利于實現(xiàn)SiC陶瓷的低損傷加工。

(a)ap=5 μm, (b)ap=10μm,vw=20 mm/s vw=40 mm/s (c)ap=20μm,vw=50 mm/s
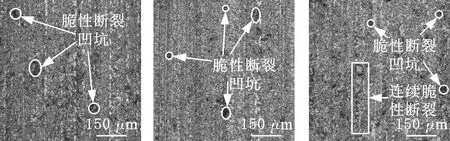
(a)ap=5 μm, (b)ap=10 μm,vw=20 mm/s vw=40 mm/s (c)ap=20 μm,vw=50 mm/s
3.4 亞表面損傷
圖11、圖12所示為SiC陶瓷磨削后的亞表面損傷形貌。可看到,MBDGW磨削時,工件亞表面出現(xiàn)了平行于加工表面的橫向裂紋和垂直于加工表面的縱向裂紋,微裂紋會削弱工件的強度,影響工件的力學性能和使用壽命。而采用PBDGW磨削時,工件亞表面微裂紋較少,且工件亞表面的損傷深度較小。這也是由于PBDGW的磨粒能保持鋒利,故可有效減小磨削損傷,降低磨削亞表面損傷深度。

(a)ap=10 μm,vw=30 mm/s (b)ap=20 μm,vw=40 mm/s

(a)ap=10 μm,vw=30 mm/s (b)ap=20 μm,vw=40 mm/s
4 結論
為實現(xiàn)良好的造孔效果,將造孔劑TiH2進行了氧化預處理,并利用模壓成形和真空固相燒結工藝制備出了磨粒把持力大、孔隙分布均勻的PBDGW,開展了SiC陶瓷磨削試驗。結果表明:
(1)PBDGW節(jié)塊孔隙率隨氧化預處理TiH2質(zhì)量分數(shù)的增大而增大,抗彎強度則相反。氧化預處理TiH2質(zhì)量分數(shù)選用7.5%時,抗彎強度為208.3 MPa,滿足砂輪強度要求,同時其孔隙率為15.5%,孔隙分布相對規(guī)則、均勻。
(2)在相同磨削參數(shù)下,PBDGW磨削SiC陶瓷時的磨削力、表面粗糙度小于MBDGW,切向力下降8.4%~23.6%、法向力下降10.2%~38.6%,表面粗糙度平均降幅為10.4%。
(3)PBDGW磨削SiC陶瓷的表面完整性較好,表面脆性斷裂、亞表面微觀裂紋較少,亞表面損傷深度較小,在較低磨削深度與工件進給速度下能夠?qū)崿F(xiàn)低損傷去除,為實現(xiàn)SiC陶瓷的精密無損加工提供參考。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57