基于鏡像銑的某型飛機厚蒙皮銑邊優化
2022-08-18 05:59:20周繼廣孔慶猛
教練機 2022年1期
周繼廣,孔慶猛,熊 旭,常 偉
(1.海裝駐南昌地區軍事代表室,江西 南昌,330024;2.航空工業洪都,江西 南昌,330095)
0 引言
飛機蒙皮的鏡像銑切能夠精簡其加工工藝流程,顯著提高工件的生產效率和銑切質量,成為目前飛機大型蒙皮數字化制造的關鍵技術,也是一種發展趨勢。為了滿足某型飛機蒙皮生產的需求,某飛機制造公司引進了一整套完善的五軸數控蒙皮鏡像銑系統,如圖1所示,其高速銑切和柔性夾持系統為銑切蒙皮外形提供了良好的硬件條件。該系統的優勢是其五軸加工中心配備了高速銑刀,銑切力較小且具備自冷卻功能,在銑切過程中工件因受力產生的變形較小,有利于提高銑切精度和質量。

圖1 五軸數控蒙皮鏡像銑系統
蒙皮件可視為一種弱剛性構件。某型飛機厚蒙皮的原材料厚度≥3mm,毛坯尺寸較大且為雙曲率型面,需要通過蒙皮鏡像銑設備的立式柔性裝夾裝置定位裝夾后,再進行三維空間的銑切加工,蒙皮會因自身重力對夾持的精度產生較大的影響,邊緣銑切精度的控制和邊緣銑切余量設計成為亟待解決的問題。因此,需要針對性地開展技術研究,探尋影響銑邊精度的諸多因素,提出控制方法,優化工藝參數,從而實現蒙皮精確銑邊。
1 蒙皮鏡像銑銑邊原理
蒙皮銑邊具體工作原理:銑邊時無頂撐裝置支撐,需合理設計布局柔性夾具及其上支撐桿真空吸盤的數量和間距位置,以保證銑邊時的剛度。同時,應當注意避開銑刀與柔性夾具或真空吸盤的干涉,力求明確劃分有效區域和非有效區域,即設計好銑邊輪廓線,得到理想方案,為蒙皮銑邊創造一個開放、可接近零件邊緣的環境。
此外,由于蒙皮鏡像銑銑邊時,加工件難免會產生顫動,為此,該設備的銑切系統配備了一套防震顫裝置,如圖2所示。該裝置有2個運動軸,分別是沿主軸推頭的V軸和繞刀軸旋轉的U軸,以適應不同厚度的蒙皮毛坯,實現精確銑邊。

圖2 蒙皮銑邊防震支撐裝置
2 飛機厚蒙皮鏡像銑銑邊優化方案
2.1 調整蒙皮件預成形狀態
一般而言,蒙皮毛坯在蒙皮拉伸機或蒙皮滾彎機成形后,型面能夠緊貼檢驗模具便認為是較佳狀態。但是,考慮到鏡像銑切后的蒙皮件因應力釋放引起回彈變形,結合實際生產摸索出的經驗:蒙皮預成形時,使蒙皮毛坯兩端適當欠拉伸或者處于欠滾彎的狀態(如圖3所示),有利于彌補和抵消后續數控銑產生的回彈變形量,從而更有利于改善銑切質量。
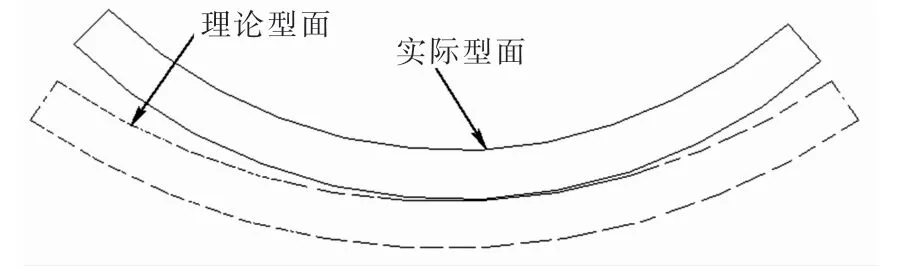
圖3 蒙皮預成形理想狀態
2.2 加強蒙皮裝夾剛度
針對蒙皮零件這類弱剛性零件,考慮多點吸附力耦合作用下的彈性變形與吸附位置、吸附順序、吸附力和工件本身的幾何參數存在的復雜非線性關系,掌握其變形量分布的精確計算方法和確定銑邊余量十分關鍵。
在編制蒙皮件銑邊程序時,根據蒙皮工藝數模制定初步的裝夾方案和裝夾參數,應用變形優化方法設計裝夾方案和實際參數,判斷優化后的工件變形量是否在合理的范圍內。本文提出變形最小優化方法,其主要體現在合理布局排架位置和數量,以及真空吸盤的數量、位置、吸附順序和吸附力等工藝參數。通過調節相應工藝參數和布局,以便使蒙皮件吸附受力均勻,裝夾牢靠。
此外,在實際生產中,為克服初步裝夾的蒙皮件受重力作用影響,減小零件下沉和裝夾誤差,在蒙皮四角加裝輔助支撐,有時還需增加頂升裝置,配合機床的柔性裝夾系統,更好地固定零件,從而有利于蒙皮件的精確銑邊。
2.3 蒙皮銑邊優化策略
針對毛坯厚度≥3mm的蒙皮件,由于銑切蒙皮邊緣時,不能使用零件背部的頂撐裝置作支撐,從而很難保證加工時零件的剛度。此外,為了便于后續零件的吊裝,在起初制定的蒙皮外形銑切工藝決策中,采取了預留氧化耳片的技術方案。但是,銑邊質量不理想,同時,由于原材料較厚,給后續鉗工去除耳片提出了較高要求。
為解決以上問題,對蒙皮銑邊方案進行了優化。在編制銑切路徑時,引導銑刀從蒙皮毛坯剛度較好處(距離定位裝置或者吸盤近處)開始銑切,經多次實驗對比確定合適的進給量和銑刀轉速,軸向和徑向分層、多次銑切,逐步深入,直至切通零件,使得銑切產生的應力逐漸釋放。
在編制蒙皮銑邊程序時,增加工藝補塊以增加銑切時的剛度,經過多次試驗確定工藝補塊的間距和尺寸,注意工藝補塊避開零件拐角,在其附近增加工藝補塊以防止銑邊時顫動,具體為:拐角處應無障礙,自然銑切成形,避免給后續鉗工裁剪操作造成困難;將工藝補塊根部及關鍵孔耳片、裝配孔耳片和氧化耳片的端部(有效區域與余料的連接處)銑薄至2.0mm,蒙皮有效區域周邊預留銑切余量0.1mm,銑切應力能夠得到更好釋放和控制,如圖4所示。這就方便了后續操作,鉗工裁剪工藝補塊和氧化耳片時界限格外分明,大幅降低了鉗工的勞動強度和工作量,從而更有利于保證蒙皮件的輪廓精度。

圖4 蒙皮銑邊優化策略示意圖
3 厚蒙皮自適應加工技術[5]
鑒于厚蒙皮預成形存在誤差,夾持力和工件重力作用也會引起變形,故剛裝夾完畢后的蒙皮內型面必然與理論型面不符。此時,若仍以理論型面加工,就難以保證蒙皮件的形狀精度和位置精度,甚至銑切超出允許范圍,導致蒙皮報廢。為此,需要運用逆向工程原理,探測實際型面,得到一系列數據,進而修正理論加工編程數據。
關于探測方式,蒙皮鏡像銑設備采用了觸發式探測,這是一種較成熟的測量方法,具備重復性好和數字化程度高、不受測量對象表面光澤度所影響的優點;但是,該測量方法僅能單點非連續探測,對于蒙皮這種大型曲面零件,耗時較長,大大影響了設備的使用效率。如今,非接觸光學測量中的點線激光掃描測量適用于曲面零件,該方法測量效率很高,但是容易受到被測表面粗糙度、光澤度等條件的影響,從而影響其測量精度。
為了改變現狀,攻關團隊探索出一種適用于鏡像銑的蒙皮自適應加工技術,即利用線激光掃描儀器對裝夾好的蒙皮件內型面進行探測,再依據點云數據擬合成實際型面,最后,將依據理論型面設計的加工路徑映射到實際型面上,從而得到最終的加工軌跡,如圖5所示。
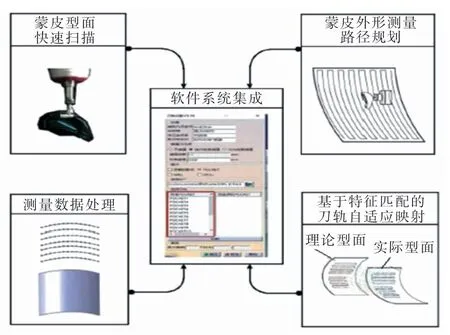
圖5 厚蒙皮自適應加工技術示意圖
4 加工過程仿真
將在CATIA軟件編制完成的蒙皮銑邊鏡像加工程序,經后置處理,得到機床可識別的NC代碼,導入到VERICUT軟件進行仿真分析,仿真過程需檢查是否過切和殘余等信息。依據仿真分析,研究銑切工藝參數和銑切路徑對工件變形的影響,以及由此造成的對銑邊余量的影響規律,優化和確定銑切工藝參數,直至加工過程仿真合格,再將NC代碼傳輸至鏡像銑機床開始實際零件的加工生產。研究基于影響銑邊質量的工藝余量設計和優化方法,積累經驗知識數據,有利于控制數控銑邊質量和提高工藝技術應用水平。
5 試切驗證
厚蒙皮設計要求為在許用壓力下,蒙皮零件和檢驗模上外形刻線偏差小于0.1mm。為此,選取典型的厚蒙皮鏡像銑零件,利用研究取得的技術成果,進行蒙皮零件銑邊的驗證,如圖6所示。生產實踐證明,采用優化的蒙皮銑邊工藝優化方案,在滿足零件剛度和強度的同時,也保證了零件的形位公差,滿足了設計要求,提升了蒙皮零件的生產和交付效率。
圖6 典型的厚蒙皮鏡像銑零件
6 結語
本文針對某型飛機厚蒙皮,進行銑邊技術包括厚蒙皮自適應加工技術研究,仿真與實際生產相結合,相輔相成,所取得的成果縮短了蒙皮鏡像銑銑邊生產周期,大幅提高了銑邊質量,大大減少了鉗工的勞動量和勞動強度,報廢率降低了20%,無形中創造了經濟效益。最終,形成了數控銑邊工藝技術規范,為后續指導實際生產提供了參考依據。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36