核電站外安全殼穹頂超大雙曲面鋼模施工技術*
2022-08-27 09:51:42汪宇雄曲殿英
施工技術(中英文) 2022年14期
李 求,汪宇雄,劉 軍,曲殿英,李 斌
(中國建筑第二工程局有限公司,北京 100160)
1 工程概況
廣西防城港“華龍一號”核島反應堆廠房外安全殼穹頂標高為51.372~63.400m、厚1.5m,內、外穹頂間凈距為2.00m。在51.372~53.257m標高,穹頂剖面內半徑6.0m的圓環;在53.257~61.900m標高,穹頂剖面內半徑為36.0m的半球殼;外安全殼穹頂的結構特點使其支撐模板的預制和安裝要求較高。采用常規混凝土木模板制作為雙曲面較困難,精度較差,為保證模板±10mm的公差,安裝時需花費大量時間進行調整;同時,為保證木模板承載力,在模板底部設置密集支撐。這些使模板在安裝、拆除過程中花費大量時間,施工效率較低下。通過分析對比研究,在場地無法滿足地面安裝好整個鋼模再整體吊裝的條件下,采用超大雙曲面免拆鋼模原位拼裝技術,有效解決了雙曲面成型較困難、精度較低、施工效率低下的問題,同時減少外安全殼常規支撐搭設、拆除造成的成本增加,縮短了施工工期,實施效果良好。外安全殼穹頂剖面如圖1所示。

圖1 外安全殼穹頂剖面
2 超大雙曲面鋼模施工技術特點
1)核電站外安全殼穹頂超大雙曲面鋼模支撐體系位于外穹頂下表面,采用角鋼、鋼板作為受力構件,鋼管作為支撐,通過鋼管與預埋于內穹頂的鋼筋頭連接,形成整體受力體系;整體超大雙曲面免拆鋼模剛度大,能滿足混凝土澆筑后模板變形≤10mm的要求。
2)免拆鋼模均分為標準分塊,在車間預制完成;原位拼裝后焊接連接形成整體。鋼結構施工具有速度快、安裝方便、精度高等特點,有效縮短了外安全殼穹頂施工工期,降低了施工成本。
3)根據客觀條件,因地制宜,采取原位安裝安全殼超大雙曲面鋼模施工方式,在保證承載力及變形的情況下,克服了外安全殼穹頂精度要求高、效率低下等問題,為項目節約了工程費用,縮短了施工工期。
3 鋼模施工工藝流程
整個鋼模分為28個分塊,在車間預制好后,再運輸至現場進行整體拼裝,形成1個超大雙曲面鋼模。
3.1 分塊鋼模制作
鋼板排版圖→標識→鋼板切割→拼板縫坡口加工、檢查→噴砂→油漆底漆→拼板→角鋼劃線→正面縫焊接→加勁角鋼組對、焊接→焊縫檢查→脫模→尺寸檢查→噴涂中漆、面漆→存放。
3.2 整體鋼模安裝
布置底模支撐立桿→安裝位置投影放線→布置定位工裝→測量調整工裝高度→復核安裝位置→鋼模分塊運輸→鋼模分塊吊裝→鋼模分塊安裝就位→鋼模分塊組對、焊接→調節支撐立桿頂緊→整體驗收。
4 鋼模施工工藝
4.1 鋼模體系設計
外安全殼穹頂結構較復雜、空間小、施工難度大、自重和施工荷載大,外安全殼穹頂的結構特點使其對支撐模板要求較高。設計支撐鋼模體系時,根據其結構特點,主要考慮變形小、剛度大、受力簡單、施工便捷等,經比選,選用由角鋼和鋼板組成的雙曲面鋼模,鋼模底部設置鋼管支撐受力體系。
根據外安全殼穹頂混凝土澆筑時的受力情況,按圖2進行簡化計算:Gc為陰影部分混凝土自重;α為鋼模法線和豎直方向夾角;F外模板為外模板對陰影部分混凝土的反力,與外模板受到混凝土的側壓力相同;F內模板為鋼模對陰影部分混凝土的反力;F上,F下分別為陰影部分上、下方混凝土壓力。

圖2 受力簡圖
外安全殼穹頂在未澆筑混凝土時,外模與鋼模使用拉桿對拉;混凝土開始澆筑后鋼模、外模受到混凝土的側壓力與拉桿拉力相等,故不考慮混凝土側壓力對鋼模的影響;鋼模壓力主要為混凝土自重和施工荷載。鋼模受到的混凝土最大壓力Gc=37.5kN/m2,施工人員及施工設備荷載按2.5kN/m2取值;驗算鋼模承載力的最大設計荷載PDH=52.5kN/m2。
由于外安全殼穹頂混凝土分層澆筑,按最不利荷載52.5 kN/m2來驗算鋼模在C層混凝土澆筑時的承載力和支撐立桿承載力。
使用1/4鋼模模型,經有限元軟件進行整體驗算,鋼模體系經優化采用∟56×5和6mm厚鋼板組成鋼模、φ48×3.5鋼管作為支撐立柱(見圖3);其中,鋼板應力為114.6MPa,最大撓度為2.3mm,∟56×5 應力比為0.91,支撐鋼管φ48×3.5強度應力比為0.42,穩定性應力比為0.33;鋼模體系滿足設計強度及變形≤10mm的要求。
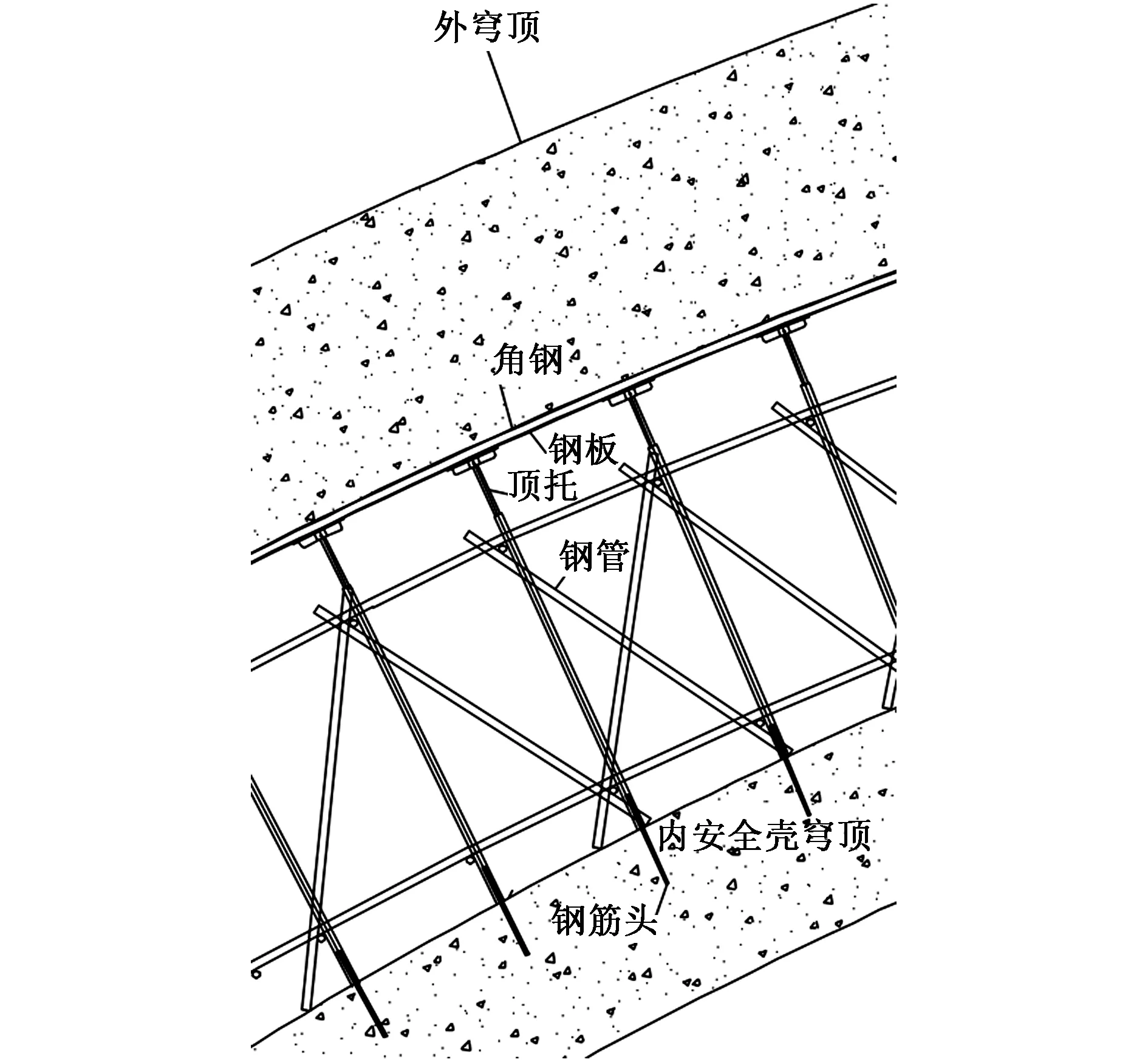
圖3 雙曲面鋼模支撐體系局部構造
4.2 雙曲面鋼模分塊預制
雙曲面鋼模為一個雙曲面殼體,按外安全殼穹頂的分層分段等分鋼模,鋼模分塊展開后上、下口均為1個圓弧段,兩側為N個水平等分線展開后形成的圓弧段端點之間的線段集合。為便于現場安裝及控制,展開后的鋼模分塊下料時,在其上口預留約100mm余量;在每塊鋼模分塊的一側預留約100mm余量。
鋼模分塊根據設計圖紙分成不同尺寸的鋼板和角鋼,在胎模上拼裝成1個整體。鋼板、角鋼下料前,核實鋼材材質、批號及規格是否滿足設計要求,根據設計圖紙要求,對于不同型材、不同尺寸鋼板,選用不同下料方式。例如,對于較小型材或薄板,可考慮型鋼切割機或剪板機,對于不規則鋼板可采用數控切割機進行下料。同時,做好標識,標識內容包括構件編號、材質。構件放樣完成后,下料前由專職檢查人員核實其板材、尺寸,確認無誤后方可下料;所有構件切口均用角向磨光機打磨去毛刺,磨去氣割面氧化層。
根據鋼模雙曲面弧度和鋼模分塊尺寸制作胎模,胎模主要由弧形鋼板、弧形角鋼和型鋼組成,弧形鋼板和弧形角鋼作為胎模造型,型鋼為其支撐結構。弧形鋼板使用數控切割機切割成型,角鋼采用型材卷彎機進行彎曲,保證胎模弧度公差為±3mm;組裝時要以保證成型為原則,配合胎模做必要的工裝,組裝前按工藝考慮其焊接變形,并采取相應措施,焊后檢查其尺寸,如不符合要求需進行校正。
將不同尺寸鋼板根據設計圖紙在胎模上成型,并進行拼接焊縫的組對焊接,焊縫為部分焊透的對接焊縫,等級為三級。分塊板成型后,組對卷制好的豎向和環向角鋼以先環向后豎向的順序組對;所有圓弧角鋼通過樣板檢查,確保其與板材和胎模貼合。角鋼組對加固完成后,焊接角鋼焊縫。最后檢查鋼模分塊的幾何尺寸和弧度,鋼模分塊檢查合格后,對其進行涂刷油漆存放。
為防止鋼模分塊在預制過程中變形,增加壁板成型臨時工藝角鋼,正式焊接角鋼前,為防止壁板在寬度兩端口處出現波浪形變形,在距離端口邊緣約50mm處各點焊1條工藝角鋼,工藝角鋼與壁板寬度值基本一致。焊接環向角鋼時,應采用加強工裝壓緊該角鋼,待全部焊接完成且焊縫冷卻后再拆移工裝。為使壁板更好地成型及適當防止焊接變形,可在預制壁板上方適當增加工字鋼加固裝置輔助成型;重復使用胎模前要檢查胎模變形是否在公差范圍內,如超標,需修正胎模線形并檢驗。
4.3 支撐安裝
在安全殼內穹頂上,預埋直徑≥25mm鋼筋頭,作為支撐立桿的錨固鋼筋,當立桿無法插入鋼筋頭時,直接立于內安全殼穹頂面上,通過水平桿緊固(見圖4,5);立桿應保持垂直于內安全殼穹頂面,確保立桿與接觸面結合緊密且受力穩定;立桿按橫距≤800mm、 縱距≤800mm布置,立桿間用2道水平腳手架鋼管連成整體,排與排間適當加設斜向支撐、剪刀撐以保證支撐架整體穩定性和穩固性。免拆鋼模底部支撐采用頂托,頂托上放置木塊,木塊與頂托塞緊;木塊可根據頂托大小放置,厚度≥30mm;當木塊接觸面不在角鋼下方時,采用厚度≥100mm木方代替木塊,使其接觸面位于角鋼下方。
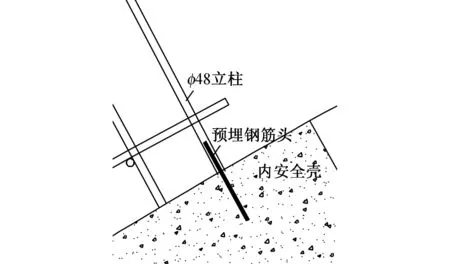
圖4 立桿底部示意
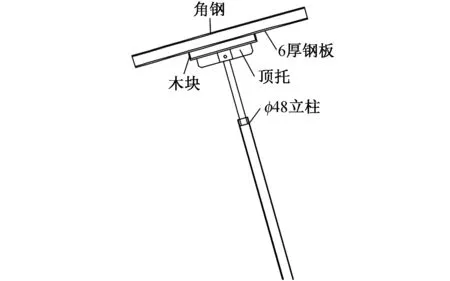
圖5 立桿頂部示意
4.4 曲面鋼模安裝
4.4.1鋼模分塊吊裝
現場采用塔式起重機吊裝鋼模分塊,鋼模分塊最重為4t,根據塔式起重機性能,能滿足鋼模分塊的吊裝要求。
為保證鋼模分塊的平穩吊裝,設置4個吊耳(見圖6):上端口2個、下端口2個;鋼模分塊現場吊裝時,使用質量≥5t吊帶、質量≥4.75t卸扣,采用塔式起重機吊裝就位,固定好后再脫鉤;分塊就位后,如吊耳不影響鋼筋綁扎,無須拆除。
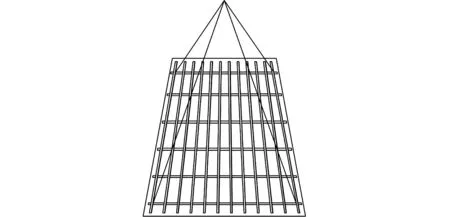
圖6 免拆模板分塊吊裝示意
4.4.2第1層雙曲面鋼模拼裝
在鋼模分塊拼裝前,放出鋼模分塊頂點投影十字線、高度線,作為鋼模分塊拼裝定位基準點;同時,在內安全殼穹頂上放出鋼模各層環向、縱向焊縫線投影線,根據鋼模分塊頂點投影的十字線、高度線,安裝定位工裝(見圖7)。定位工裝由弧形鋼板、頂托和立桿組成,立桿與鋼模支撐體系連成一體,弧形鋼板弧度根據鋼模弧度預制,與頂托焊接成一個整體,通過頂托微調其高度線。在下層模板上放出鋼模分塊下圓周線,并利用限位塊固定于圓周線下側(限位塊數量根據實際情況調控);在定位工裝上放出鋼模分塊上圓周線,根據高度線,調整好支撐高度。按設計圖紙排版,吊裝第1層鋼模分塊至對應位置,利用拉鏈或繩調整鋼模分塊下口內側與下圓周線重合、上口標高和半徑與上部工裝圓周線重合,調整好后利用限位銷和手拉葫蘆緊固鋼模分塊。
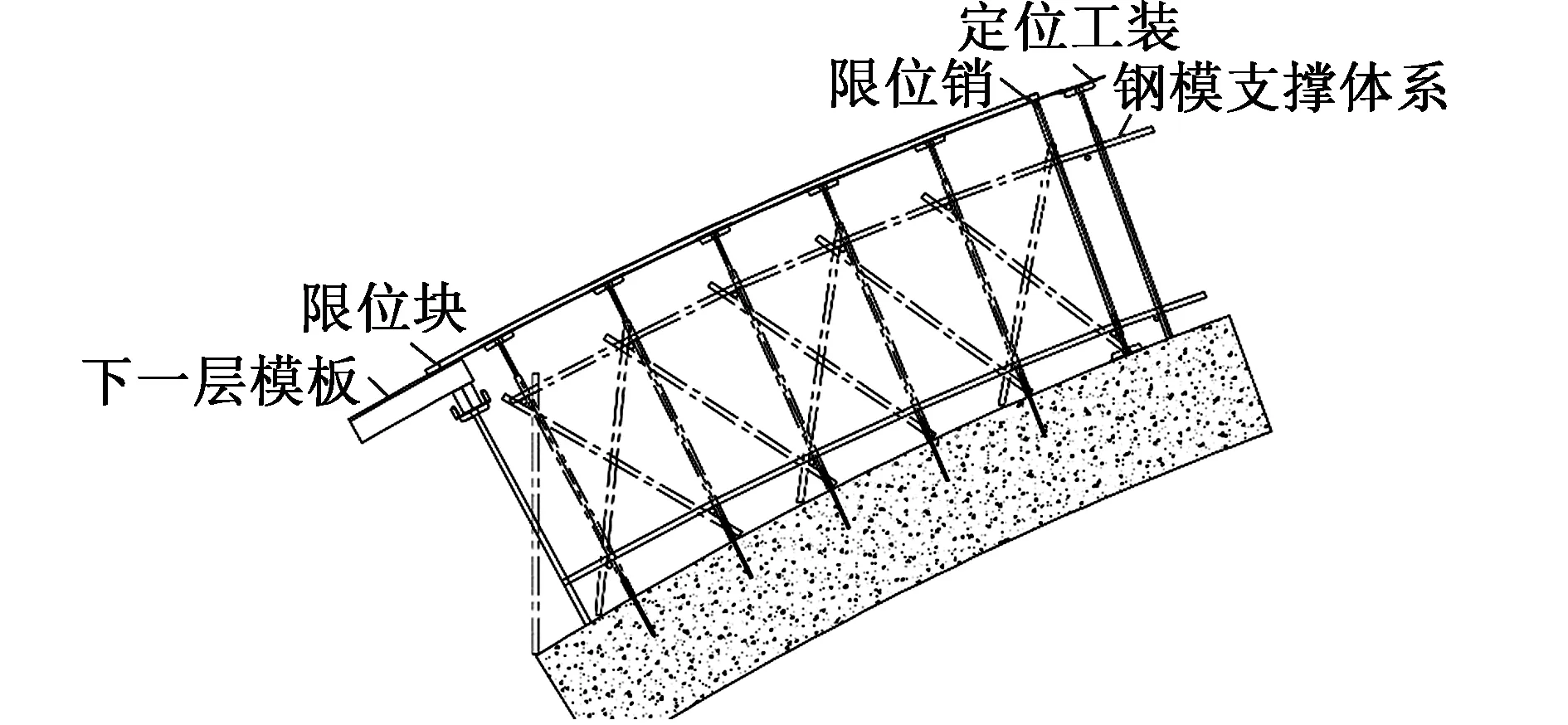
圖7 鋼模安裝示意
根據設計圖紙排版吊裝第2塊鋼模分塊,第2塊鋼模分塊搭接在相鄰鋼模分塊有余量一側上方,采用第1塊鋼模分塊安裝方法安裝第2塊鋼模分塊,第2塊鋼模分塊下口與上口及定位角度符合要求后,開始豎縫余量切割并組對,從外側沿鋼模分塊搭接線進行切割,余量切割完成后,即可進行焊接作業;焊縫為部分焊透的對接焊縫(見圖8),當縫隙過大時,使用墊板輔助焊接(見圖9),焊縫等級為三級。
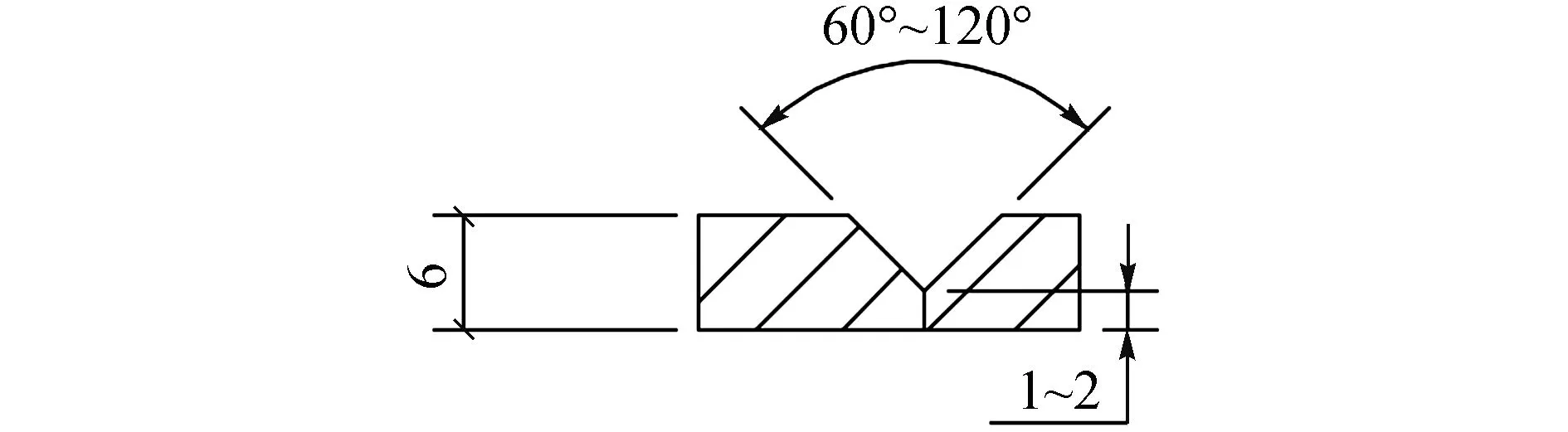
圖8 部分焊透的對接焊縫示意
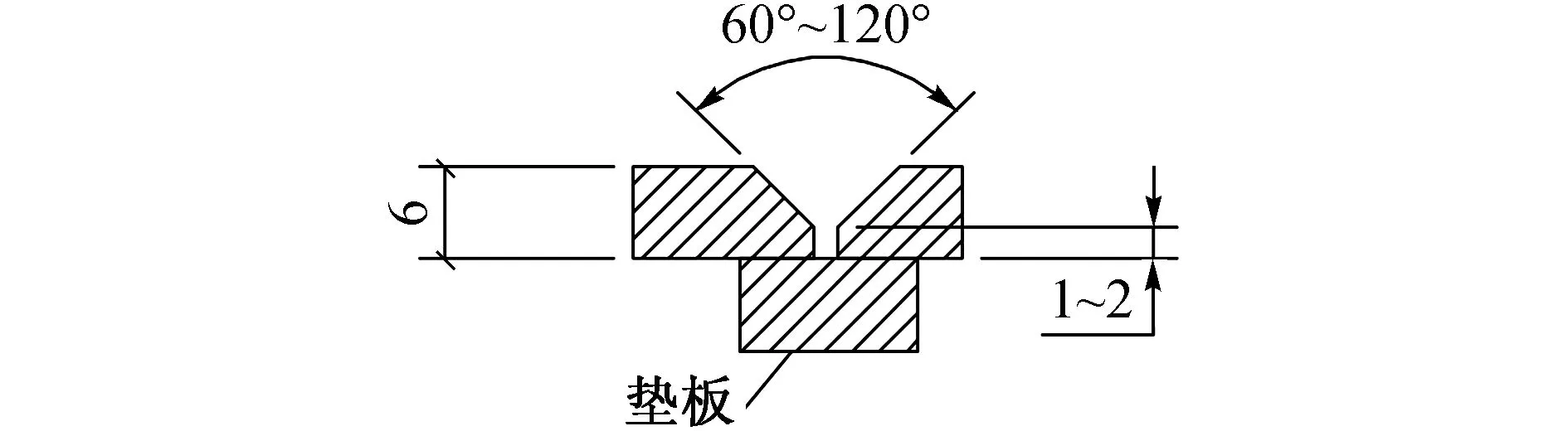
圖9 帶墊板的部分焊透對接焊縫示意
采用相同方法吊裝就位其他鋼模分塊,依次拼接;整層鋼模分塊安裝好后,組對、焊接連接角鋼,使鋼模分塊形成一個整體,最后檢查鋼模高度線,如不符合要求通過支撐體系頂托微調校正。
4.4.3第2層雙曲面鋼模拼裝
使用測量儀器定位出第1層鋼模分塊上口理論線,并取多點測量第1層鋼模分塊上口半徑值,沿著理論線相隔一定間距點焊限位板;放出第2層鋼模分塊上部投影十字線、高度線,作為第2層鋼模分塊上部工裝基準點和基準線,根據鋼模分塊頂點投影十字線、高度線,安裝定位工裝,并在定位工裝上放出鋼模分塊上圓周線。
按設計圖紙排版,依次吊放第2層鋼模分塊,吊裝順序同第1層,下口搭接在第1層上口。以第1層上口限位板定位,上口支承在上部工裝上;以第2層鋼模分塊下口為基準,切割第1層鋼模上口余量,利用支撐調節上、下2層鋼模分塊間隙,細調環向縫隙。經檢查合格后,開始焊接;焊接形式同鋼模第1層。安裝剩余鋼模分塊,安裝方式為:組對和焊接環向縫,方法同第1塊鋼模分塊;其余安裝方式同第1層;剩余的其他層鋼模安裝方式同第2層。
4.4.4最后1層雙曲面鋼模拼裝
最后1層鋼模為1個直徑4.0m的圓蓋,為方便拆除支撐立桿而預留的搬運洞口;在外安全殼穹頂混凝土達到設計強度后,開始拆除鋼模支撐,按由上至下的原則拆除,免拆鋼模支撐的拆除步驟為:落下頂托→拆除斜撐及上部水平撐→拆除下部水平撐→清理拆除支撐件。當1個區域的支撐拆完后,切除內安全殼上預留鋼筋頭,并對鋼筋頭涂刷油漆。
拆除鋼模底部支撐后,安裝最后1層鋼模支撐體系,然后吊裝、安裝直徑4.0m的鋼模,與下一層鋼模進行組對焊接;安裝前,需測量洞口半徑,根據半徑切割圓蓋(制作時預留200mm切割余量);最后進行連接角鋼的組對、焊接。
最后1層外安全殼穹頂混凝土澆筑前,從環廊入口到內安全殼穹頂檢查鋼模支撐體系是否頂緊,頂緊后才能澆筑混凝土;最后待混凝土強度達到設計要求后,拆除支撐體系并從環廊運出。
5 施工安全與質量
5.1 防臺風措施
核電站一般建在海邊,外安全殼穹頂高度較高,需考慮施工過程中的防臺風措施。鋼模臨時焊接吊耳,在吊耳上拉設直徑≥12mm鋼絲繩或質量≥2t 葫蘆、吊帶;與內安全殼預埋鋼筋頭上焊接的工裝角鋼連接;鋼模分塊上、下兩端各設1個吊點,間距按≤3m布置。
5.2 安全保證措施
1)鋼模加工制作及安裝拆除人員涉及電工、架工、焊工、駕駛員、塔式起重機操作員等,必須持證上崗,并在施工前經培訓合格;鋼模分塊在吊裝前,已拼裝單元必須經驗收合格,確保各連接節點牢固可靠,重點關注吊點設置是否滿足要求。
2)安裝中若個別構件存在偏差,須焊接和切割作業時,落實防止觸電、爆炸和熔渣飛濺引起火災的措施。在焊接地點周圍5m范圍內,應清除易燃易爆物品;因條件限制無法清除時,采取可靠的隔離或防護措施;安排夜間施工時,施工區應設置足夠的照明器具,避免照明盲角。
3)混凝土澆筑過程中,派專人檢查支架和支撐情況,發現松動、變形和水平位移情況的應及時評估解決,同時在臨邊位置的鋼模面上埋設鋼筋頭,并用紅色標記作為觀測點,觀測點≥2處;采用皮尺、卷尺、垂線、全站儀、水準儀對鋼模體系進行監測,主要監測體系的垂直位置是否有偏移,當偏移量≥20mm時,需報警。
5.3 質量保證措施
1)鋼材、焊材進場必須提供產品合格證或質量證明書,并按要求進行材料復驗,結果應符合相應的產品質量要求,施工前必須制定嚴密的質量保證措施和施工過程檢驗、技術交底措施。
2)鋼模分塊在制作時,需控制鋼模分塊構件精度,鋼板構件下料精度按0~-3mm控制,角鋼折彎精度按0~-3mm控制,模板分塊拼裝過程中,要對焊縫進行外觀檢查,保證焊縫質量;鋼模長寬(弦長)公差按±10mm控制,弧度按±5mm控制。
3)預制件存放時不能直接接觸地面,可存放在存放架或用型鋼、木方等鋪成的框架上,防止預制件變形。預制件堆放需穩固,以免倒塌損壞。在1個料堆內,上、下相鄰預制件必須錯開,以便看清其端部標識并定期檢查標識。
6 結語
采用超大雙曲面免拆鋼模原位拼裝技術有效減少了安裝和拆除時間,縮短了施工工期,同時鋼模相對于傳統木模板,在剛度、模板質量、安裝精度方面均有較大優勢。實踐證明,外安全殼穹頂使用免拆鋼模作為模板,在施工過程中,質量控制較好、施工效率較高,能滿足設計和質量要求。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
水利規劃與設計(2020年1期)2020-05-25 08:01:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34