某300 MW汽輪機主汽門門桿斷裂原因
2022-08-27 03:40:26金莎莎繆春輝
理化檢驗(物理分冊) 2022年8期
關鍵詞:汽輪機
程 翔, 張 潔, 金莎莎, 繆春輝
(1.安徽新力電業科技咨詢有限責任公司, 合肥 230601;2.國網安徽省電力有限公司 電力科學研究院, 合肥 230601)
汽輪機高壓主汽門是用于快速切斷汽輪機進汽、停機的保護裝置,是防止汽輪機超速的關鍵保護裝置。近年來,高壓主汽門門桿斷裂事故經常發生[1],門桿斷裂的原因也多種多樣,如材料錯用[2]、桿表面磨削加工時存在殘余應力、排孔壁處滲氮層應力集中、桿根部存在機械加工尖角、桿根部受低頻振動的影響等。門桿斷裂會引起汽輪機超速,并帶來一系列安全事故和經濟損失,因而需要對主汽門門桿斷裂原因進行深入研究。
某電廠2號機組300 MW汽輪機設備是亞臨界、中間再熱、高中壓合缸單軸、雙缸雙排汽、凝汽式汽輪機。汽輪機兩側各有1個高壓主汽門(TV)、3個高壓調節汽門(GV),新蒸汽首先通過高壓主汽門,再流到高壓調節汽門,最后進入高壓缸做功,通過外缸下面的兩個排汽口流到再熱器。在汽輪機運行過程中,發現其主汽門漏氣,經檢查后發現該主汽門沒有全開。將主汽門門桿拆卸后,發現門桿斷開,門桿材料為2Cr12NiMo1W1V鋼。
1 理化檢驗
1.1 宏觀觀察
對該主汽門結構及斷裂情況進行檢查,主汽門門桿斷口宏觀形貌如圖1所示,斷裂部位如圖2所示。該高壓主汽門為“雙重閥碟”結構,由兩個單座的不平衡閥組成,一個閥安裝在另一個閥的內部。閥處于關閉位置時,蒸汽的進汽壓力與壓縮彈簧的作用力將每一個閥門緊緊地關閉在閥座上,閥碟與頭頸導向部分的設計間隙較小,行程為15.5 mm,門桿直徑為36 mm。

圖1 主汽門門桿斷口宏觀形貌
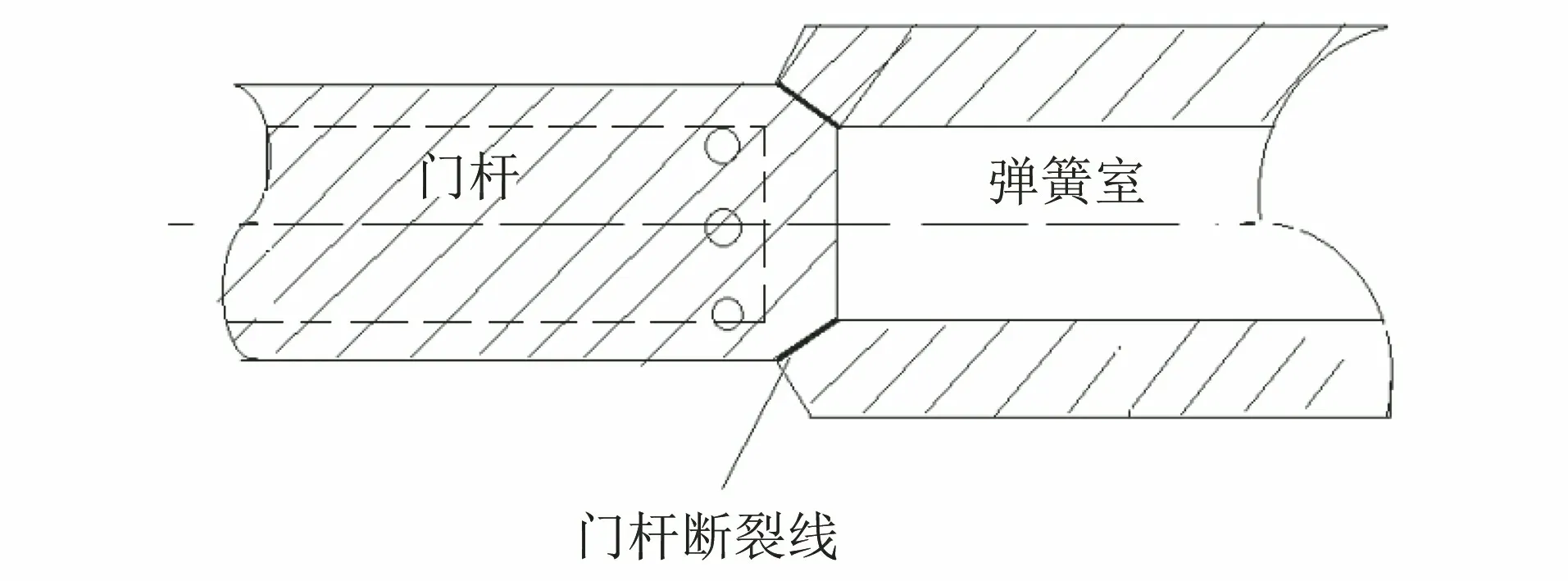
圖2 主汽門門桿斷裂部位示意
從斷裂部位可以看出:門桿斷裂于變徑處,該部位是典型的應力集中部位,是門桿最為脆弱的部位。從門桿斷口的宏觀形貌可見:斷裂面呈粗糙顆粒狀,斷裂面寬約9 mm,斷面無明顯塑性變形,無塑性斷裂韌窩,呈現典型的脆性斷裂特征,符合馬氏體的斷口特征。斷面無明顯疲勞源和貝紋線,但由于該斷面存在磨損損傷的痕跡,因此不能判斷是否存在疲勞。從另一斷口位置看,大直徑處斷口邊緣較鋒利,小直徑處斷口邊緣較鈍,推斷斷裂是從小直徑處先發生的。從斷口局部放大形貌可見:斷面整體呈圓臺側邊狀,表明該斷裂是沿著大、小直徑之間的連接面擴展的,連接面的有效厚度最薄,同等條件下,該連接面處裂紋擴展最為迅速。小直徑處斷裂面一圈較為光亮,而大直徑處斷裂面的斷口呈高低不平狀,從大直徑向小直徑方向約1/4處,斷面逐漸呈平滑狀,從而可推斷出該裂紋擴展是從小直徑處向大直徑處發生的單向擴展行為,斷口表面存在明顯的氧化和磨損痕跡。小直徑斷面處最外邊緣一圈較為光亮,存在加工退刀槽,退刀槽會增加缺口的敏感性,該區域為可能的裂紋起源位置。從宏觀分析上可初步推斷該門桿斷裂是典型的脆性斷裂,無明顯的疲勞跡象,斷裂的原因與門桿的瞬時應力狀態有關。
1.2 化學成分分析
門桿材料為2Cr12NiMo1W1V馬氏體不銹鋼,根據GB/T 8732—2014 《汽輪機葉片用鋼》的規定,該門桿一般加熱至980~1 040 ℃,保溫后油淬,并在650~750 ℃進行回火處理。其中Cr,W,Mo元素的含量略高,缺口敏感性小,具有良好的減震性和抗松弛性,綜合性能較好。同時,為了提高門桿的耐磨性能和整體抗疲勞性能,在對門桿表面進行熱處理時,需增加表層滲氮處理工藝,滲氮層深度一般為0.3~0.5 mm。對主汽門門桿斷裂附近部位(編號1)及斷裂兩側桿部位(編號2,3)的表面進行磨光,并清理干凈,使用便攜式全定量直讀光譜儀進行化學成分分析,結果如表1所示。由表1可以看出:該門桿整體的化學成分符合GB/T 8732—2014對2Cr12NiMo1W1V鋼的要求。
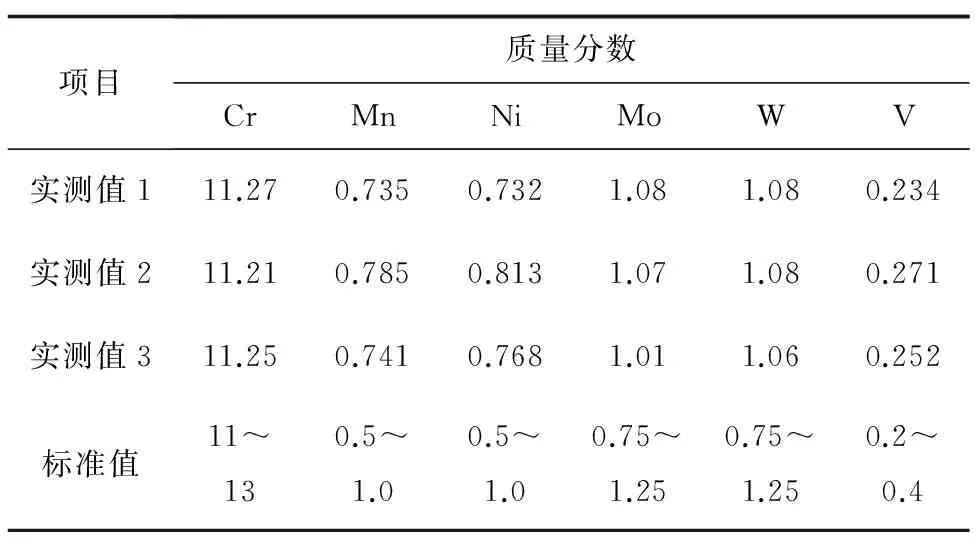
表1 門桿材料的化學成分 %
1.3 金相檢驗
對門桿斷口處進行金相檢驗,在該門桿端部截取試樣,鑲嵌后經240#,320#,500#砂紙進行磨制處理,隨后拋光,之后使用鹽酸三氯化鐵水溶液腐蝕,在光學顯微鏡下觀察,結果如圖3所示。由圖3a),3b)可知,該門桿的邊緣及心部組織存在大量的夾雜物,在同等面積下,心部組織中夾雜物的數量較邊緣部位多,夾雜物尺寸較邊緣部位大。由圖3c)可知,邊緣部位表層存在氧化層,厚約30 μm,氧化層下即為滲氮層,顯微組織為含氮的索氏體組織,外側表面的氮化層厚度為0.49~0.51 mm,符合滲氮處理后滲氮層厚度要求(0.3~0.5 mm)。滲氮層會降低表層材料的韌性,滲氮層下方為板條狀馬氏體組織,組織中有大量的金屬及非金屬夾雜物。由圖3d),3f)可以看出,心部為板條狀馬氏體組織,晶粒度評級為4級,組織中含有大量的夾雜物(黑色物質)。
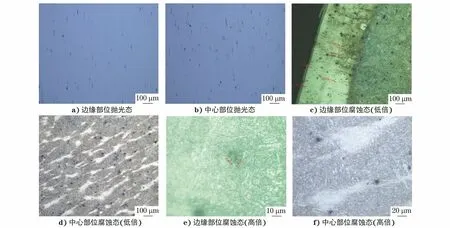
圖3 門桿斷口處微觀形貌
1.4 掃描電鏡和能譜分析
將腐蝕后的試樣放置在掃描電鏡(SEM)下觀察,結果如圖4所示,對其夾雜物進行能譜分析,結果如圖5~7所示。在圖4中可以清晰看出金屬及非金屬夾雜物(孔洞為夾雜物被腐蝕后留下的,白色物質為氧化物夾雜物,黑色物質為金屬夾雜物)。
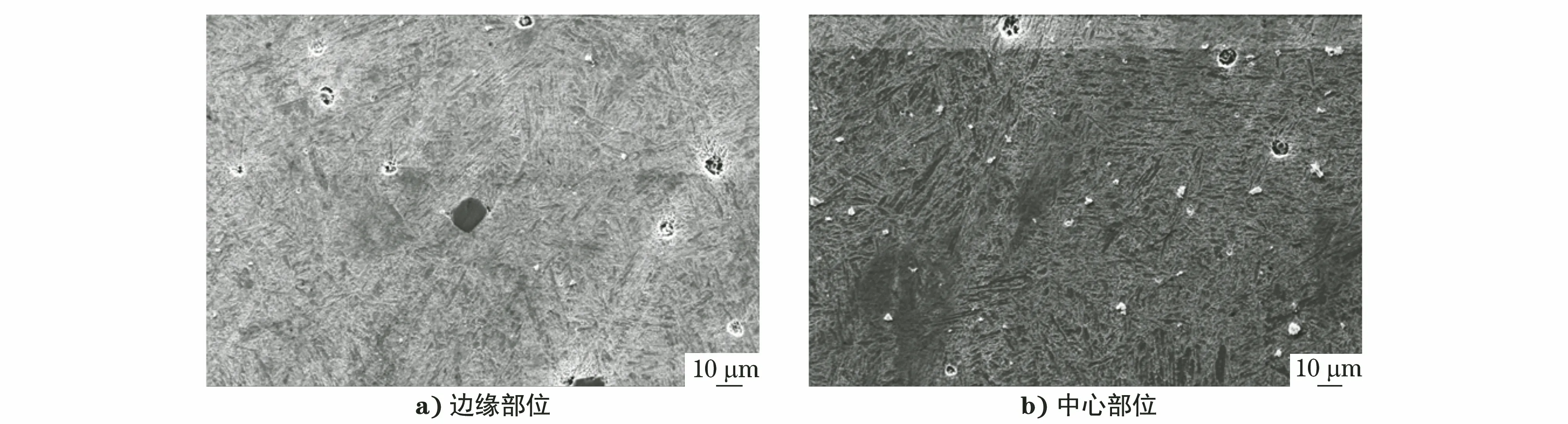
圖4 腐蝕后試樣的SEM形貌
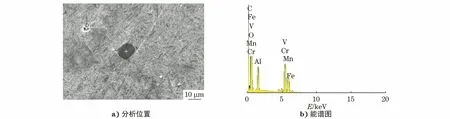
圖5 金屬夾雜物分析位置及其能譜圖
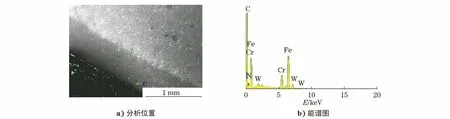
圖6 表層1滲氮層的分析位置及其能譜圖
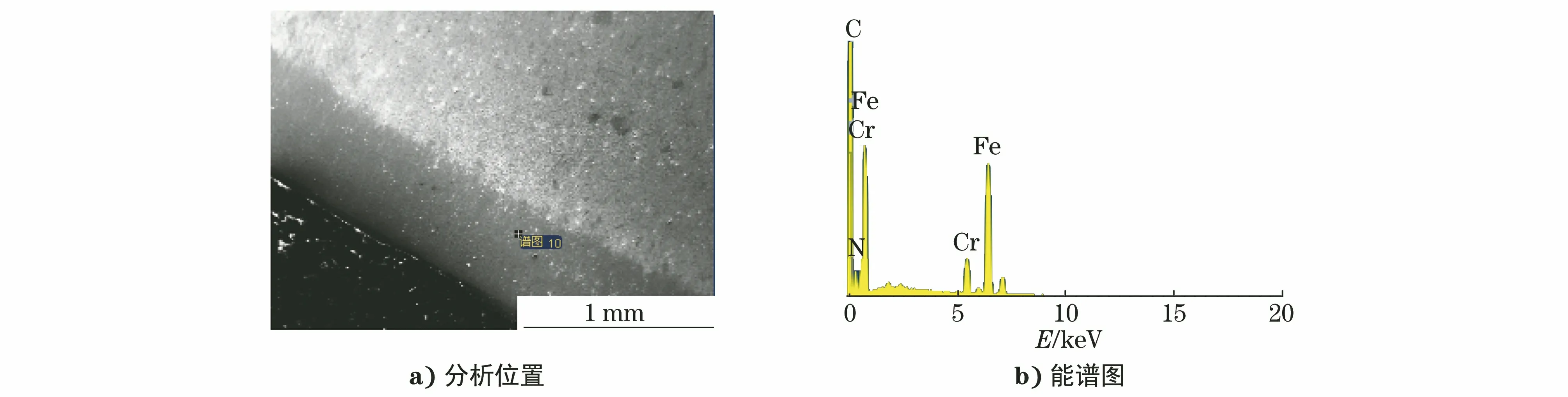
圖7 表層2滲氮層的分析位置及其能譜圖
對表層滲氮層組織界面進行能譜分析,表層1距離表面約0.15 mm,表層2距離表面約0.35 mm,其分析位置及能譜圖如圖6,7所示。由圖6,7可以看出:該門桿進行過滲氮處理,表層滲氮層厚度約為0.5 mm。由能譜分析結果可知:越是靠近表層,含氮量越高,滲氮量隨著滲氮層深度的增加而減少。
1.5 硬度測試及力學性能測試
采用布氏硬度計分別對邊緣組織(不包括滲氮層)和心部組織進行硬度測試,為減少表面粗糙度對試驗結果的影響,在試樣表面進行測試,結果如表2所示。由表2可知:試樣表層及中心部位的硬度分別為265.1 HB和251.4 HB,均比標準值的下限小10 HB,其心部組織的硬度比邊緣部位小約10 HB。
沿門桿縱向截取拉伸試樣和沖擊試樣,對其進行力學性能測試,共測試3次,結果如表2所示。由表2可知:該斷裂門桿的抗拉強度為913.7 MPa,低于標準下限值,斷后伸長率及沖擊吸收能量符合GB/T 8732—2014的要求,但均接近標準下限值。
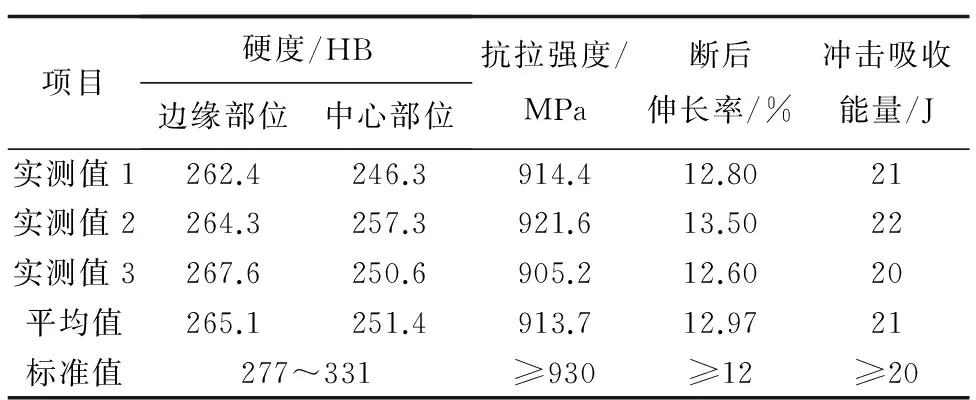
表2 門桿材料的硬度及力學性能
2 綜合分析
該門桿斷裂是與多方面因素有關的[3],綜合以上試驗結果分析,門桿斷裂的原因主要有以下幾點:① 從門桿結構來看,斷裂位置為凸臺變截面位置,變截面結構一方面會引起應力的高度集中,另一方面會縮小承載面積,單位面積承載的強度增大,同時該處的應力相對集中,斷裂傾向比其他部位高很多;② 受門桿同軸度、紊流等因素的影響,門桿在運行過程中會出現偏斜現象,使得門桿處于交變應力的環境中;③ 斷桿小直徑處(中心部位)存在加工退刀槽,其增加了該處缺口的敏感性,更容易產生裂紋;④ 主汽門在運行過程中,門桿會受到較大的、瞬時的沖擊力,使得門桿薄弱部位易發生斷裂;⑤ 閥碟與頭頸導向部分的設計間隙較小,表面產生的氧化物脫落導致間隙堵塞,使門桿受力過大;⑥ 門桿長期服役后,材料的力學性能下降,當材料力學性能低于標準要求時,容易發生斷裂;⑦ 材料的基體為板條馬氏體組織,且存在大量的夾雜物,材料本身存在較大的組織應力和熱應力;⑧ 該斷裂門桿材料呈現出明顯的軟化現象,其硬度及抗拉強度均低于標準值。
3 結語
該主汽門門桿存在變截面結構,且應力相對集中,承載面積小,材料內部存在大量的夾雜物,中心部位夾雜物數量較邊緣部位(大直徑處)多,組織應力與熱應力較大,材料的硬度低于標準值,中心部位的硬度更低,長期服役后材料的力學性能出現下降,導致其抗拉強度不夠;門桿在運行過程中受同軸度及紊流的影響,受到一定的交變應力,同時受間隙和異物堵塞的影響,門桿易出現受力過大現象;主汽門運行時,在交變的應力環境中,當門桿受到的沖擊力超過材料的臨界斷裂強度時,門桿在小直徑處先出現裂紋,隨后向大直徑處擴展,最終發生脆性斷裂。
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40