SQ21 切梗絲機(jī)防塵鋼帶自貼緊清潔刮設(shè)計(jì)
2022-08-28 05:47:10馬齊瑤李文焜
設(shè)備管理與維修 2022年15期
馬齊瑤,向 光,周 玲,李文焜
(湖南中煙工業(yè)有限責(zé)任公司長(zhǎng)沙卷煙廠(chǎng),湖南長(zhǎng)沙 410007)
0 引言
SQ21 切梗絲機(jī)防塵鋼帶在生產(chǎn)使用過(guò)程中積垢嚴(yán)重,導(dǎo)致卷?yè)P(yáng)過(guò)程中變形損壞、更換頻繁。設(shè)計(jì)制作一種用于切梗絲機(jī)防塵鋼帶的自貼緊清潔刮,有效清除防塵鋼帶積垢,提高防塵鋼帶使用壽命。
1 切梗絲機(jī)工作原理
制梗絲主要包括煙梗預(yù)處理、煙梗形變、梗絲在線(xiàn)膨脹和梗絲風(fēng)選4 個(gè)加工過(guò)程[1],切梗絲機(jī)是煙梗形變加工過(guò)程的主要設(shè)備。切梗絲機(jī)工作原理:一定流量經(jīng)過(guò)前段工序處理過(guò)的煙梗,經(jīng)喂料裝置進(jìn)入一個(gè)由上、下輸送排鏈及兩側(cè)墻板構(gòu)成的楔形通道,當(dāng)煙梗堆積的高度超過(guò)設(shè)定的料位控制高度時(shí),切梗絲機(jī)上、下排鏈向刀門(mén)端運(yùn)動(dòng)輸送并擠壓煙梗,使其逐步形成結(jié)構(gòu)緊密的“煙梗餅”,并送至矩形刀門(mén)處。刀輥電機(jī)通過(guò)三角皮帶驅(qū)動(dòng)刀輥沿刀門(mén)旋轉(zhuǎn),刀輥轉(zhuǎn)速和排鏈速度由控制系統(tǒng)按切梗絲寬度的工藝要求運(yùn)行在一定區(qū)間。置于刀輥上的多把切絲刀片由各自的推刀裝置作定量進(jìn)給,補(bǔ)充刀片磨削過(guò)程中的損耗。刀輥帶動(dòng)刀片旋轉(zhuǎn)形成了一個(gè)刃口鋒利的切削圓柱體,將從刀門(mén)連續(xù)送出的“煙梗餅”切成所要求寬度的梗絲[2],從設(shè)備落料斗送出。
2 磨刀系統(tǒng)結(jié)構(gòu)及工作原理
2.1 磨刀系統(tǒng)結(jié)構(gòu)
磨刀系統(tǒng)是在切梗絲機(jī)運(yùn)行過(guò)程中通過(guò)高速旋轉(zhuǎn)的砂輪修磨刀片,使刀刃保持鋒利。磨刀系統(tǒng)由磨刀支架、砂輪支架、碗形砂輪、支架傳動(dòng)機(jī)構(gòu)、防塵鋼帶、鋼帶滾筒、金剛石等組成[3]。上下兩個(gè)導(dǎo)向桿用來(lái)支撐磨刀系統(tǒng),并通過(guò)螺釘與刀輥支架相連。上下兩導(dǎo)向桿的軸線(xiàn)相互平行,且與刀輥軸線(xiàn)平行,磨刀系統(tǒng)以上下兩個(gè)導(dǎo)向桿為導(dǎo)軌實(shí)現(xiàn)左右移動(dòng),支架傳動(dòng)機(jī)構(gòu)的兩個(gè)傳動(dòng)鏈輪提供磨刀系統(tǒng)往復(fù)移動(dòng)的驅(qū)動(dòng)動(dòng)力。砂輪的旋轉(zhuǎn)軸線(xiàn)與水平面成45°角,砂輪兩側(cè)各有一個(gè)防塵鋼帶且在同一平面內(nèi),由軟鋼材料制作,通過(guò)鋼帶滾筒實(shí)現(xiàn)防塵鋼帶的卷?yè)P(yáng)。
2.2 磨刀系統(tǒng)工作原理
磨刀系統(tǒng)的往復(fù)運(yùn)動(dòng)由刀輥電機(jī)驅(qū)動(dòng)。當(dāng)?shù)遁侂姍C(jī)旋轉(zhuǎn)時(shí),通過(guò)三角皮帶帶動(dòng)刀輥皮帶輪轉(zhuǎn)動(dòng),刀輥平皮帶輪上有一同步齒形帶,帶動(dòng)一級(jí)蝸輪蝸桿減速箱輸入端的皮帶輪,減速箱輸出端通過(guò)一個(gè)特殊的鏈傳動(dòng)機(jī)構(gòu),鏈條上裝有一對(duì)軸承,軸承推拉磨刀系統(tǒng)上的一個(gè)滑塊,帶動(dòng)磨刀系統(tǒng)往復(fù)運(yùn)動(dòng)。其往復(fù)運(yùn)動(dòng)方向與刀輥旋轉(zhuǎn)軸線(xiàn)平行,往復(fù)運(yùn)動(dòng)速度與刀輥轉(zhuǎn)速成正比。磨刀系統(tǒng)的往復(fù)運(yùn)動(dòng),可以保證對(duì)刀輥上刀片的全長(zhǎng)進(jìn)行磨削,砂輪磨削刀片過(guò)程中產(chǎn)生大量粉塵和火花,通過(guò)兩側(cè)防塵鋼帶進(jìn)行密封。
2.3 砂輪磨削工作原理
砂輪的磨削區(qū)域在砂輪磨削面的外緣處,金剛石對(duì)砂輪的工作面進(jìn)行修整。砂輪的旋轉(zhuǎn)由一定速電機(jī)直接驅(qū)動(dòng),在工作時(shí)高速順時(shí)針旋轉(zhuǎn)對(duì)不斷進(jìn)給的切刀進(jìn)行磨削,保持切刀刃口鋒利,砂輪隨同磨刀支架運(yùn)行到一端時(shí)自動(dòng)進(jìn)給一次,運(yùn)行到另一端時(shí)由砂輪修整器上的金剛石對(duì)砂輪進(jìn)行自動(dòng)修整[4],保持其磨削質(zhì)量。
3 防塵鋼帶積垢分析
3.1 刀片刃口處積垢
切梗絲機(jī)工作時(shí),上、下排鏈運(yùn)動(dòng)輸送并擠壓物料,使其逐步形成結(jié)構(gòu)緊密的“煙梗餅”,“煙梗餅”中含有糖、果膠、木質(zhì)素等大分子物質(zhì),這些大分子物質(zhì)在切絲過(guò)程中容易從煙梗表面溢出[5]。有研究表明,采用熱處理工藝能夠改變物質(zhì)的黏附特性[6],部分切梗絲機(jī)刀輥中有加熱裝置,用于提高刀片刃口溫度,減少煙垢粘黏。SQ21 切梗絲機(jī)刀輥中無(wú)加熱裝置,刀片刃口溫度較低,大分子物質(zhì)溢出后極易黏附在刀片刃口處,形成積垢。
3.2 砂輪磨削過(guò)程中積垢甩到防塵鋼帶內(nèi)側(cè)
砂輪的磨削區(qū)域在砂輪錐面的外表面,材料為鉻剛玉[7],刀片刃口距砂輪內(nèi)孔邊緣10 mm 處開(kāi)始進(jìn)入磨削區(qū)域。砂輪高速順時(shí)針旋轉(zhuǎn)對(duì)刀片刃口進(jìn)行磨削,磨削過(guò)程中砂輪與刀片刃口積垢接觸,將積垢沿砂輪順時(shí)針旋轉(zhuǎn)切線(xiàn)方向甩到右側(cè)防塵鋼帶內(nèi)側(cè)。同時(shí),鉻剛玉材料制作的砂輪磨削刀刃時(shí),會(huì)產(chǎn)生細(xì)小砂粒,砂粒甩在右側(cè)防塵鋼帶內(nèi)側(cè)并黏附在積垢中,使積垢更加堅(jiān)硬。
3.3 防塵鋼帶卷?yè)P(yáng)將積垢壓實(shí)
砂輪往復(fù)運(yùn)動(dòng)時(shí),防塵鋼帶在兩側(cè)鋼帶滾筒中卷?yè)P(yáng),右側(cè)防塵鋼帶伸展時(shí),積垢甩出并黏附在防塵鋼帶內(nèi)側(cè),右側(cè)防塵鋼帶卷曲時(shí),將防塵鋼帶內(nèi)側(cè)積垢進(jìn)行壓實(shí),形成硬質(zhì)積垢。積垢厚度逐漸增大,導(dǎo)致防塵鋼帶在卷?yè)P(yáng)過(guò)程中變形破損,降低防塵鋼帶使用壽命,嚴(yán)重時(shí)還會(huì)導(dǎo)致鋼帶滾筒的損壞。
3.4 普通清潔刮清除積垢效果難以達(dá)到要求
部分切梗絲機(jī)安裝有普通清潔刮,普通清潔刮采用刮刀固定的設(shè)計(jì),通過(guò)固定的刮刀接觸防塵鋼帶內(nèi)側(cè),達(dá)到清潔防塵鋼帶內(nèi)側(cè)的效果。在實(shí)際使用過(guò)程中發(fā)現(xiàn),SQ21 切梗絲機(jī)安裝普通清潔刮時(shí),清垢效果不佳,防塵鋼帶損壞頻繁。
固定刮刀設(shè)計(jì)主要有兩個(gè)缺陷:①防塵鋼帶為易損件,更換防塵鋼帶后,新的鋼帶位置相比舊的鋼帶位置有所變化,固定的刮刀可能接觸不到新的防塵鋼帶,導(dǎo)致清潔刮清潔作用失效,或者固定刮刀接觸鋼帶內(nèi)側(cè)過(guò)緊,導(dǎo)致鋼帶受力磨損嚴(yán)重,都會(huì)影響防塵鋼帶使用壽命;②固定刮刀安裝在切葉絲機(jī)上使用效果稍好,但是不適用于切梗絲機(jī),由于煙梗中含有糖、果膠、木質(zhì)素等大分子物質(zhì),在切梗絲過(guò)程中產(chǎn)生的積垢遠(yuǎn)多于切葉絲過(guò)程,固定刮刀不能將切梗絲過(guò)程中產(chǎn)生的大量積垢進(jìn)行有效清除。
4 防塵鋼帶自貼緊清潔刮的設(shè)計(jì)與實(shí)施
4.1 清潔刮的設(shè)計(jì)
為了持續(xù)有效清潔SQ21 切梗絲機(jī)防塵鋼帶內(nèi)側(cè)積垢,分析原有固定清潔刮的缺陷,設(shè)計(jì)一種防塵鋼帶自貼緊清潔刮,由刮刀、左側(cè)支板、右側(cè)支板、彈簧、底座、固定螺釘組成(圖1)。
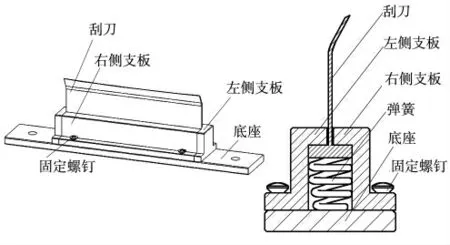
圖1 防塵鋼帶自貼緊清潔刮結(jié)構(gòu)
左側(cè)支板和右側(cè)支板通過(guò)4 顆固定螺釘安裝在底座上,兩側(cè)支板合攏構(gòu)成了滑動(dòng)腔,滑動(dòng)腔內(nèi)設(shè)置有刮刀和彈簧,刮刀可以通過(guò)滑動(dòng)腔進(jìn)行上下滑動(dòng)。刮刀下部為一體成型并與滑動(dòng)腔滑動(dòng)配合的T 形座,上部向右彎曲30°可以加強(qiáng)刮刀刃口的清垢效果。刮刀刃口有一定弧度,便于貼合防塵鋼帶內(nèi)側(cè),刮刀T 形座下方均布有4 組壓縮狀態(tài)的彈簧(彈簧數(shù)量可以根據(jù)安裝調(diào)整過(guò)程中的清垢效果進(jìn)行增減),提供一個(gè)向上的推力以實(shí)現(xiàn)清潔刮的自貼緊功能。底座兩端各開(kāi)一個(gè)通孔,用于將清潔刮安裝在切梗絲機(jī)上。
4.2 清潔刮組裝
(1)先將左側(cè)支板用兩顆固定螺釘固定在底座上,再將4 個(gè)彈簧間隔均勻放置在底座上,將彈簧緊靠左側(cè)支板。
(2)將刮刀T 形座的一側(cè)伸入左側(cè)支板內(nèi)腔并壓在彈簧和左側(cè)支板的頂部之間,此時(shí)彈簧應(yīng)被壓縮,刮刀受到向上的推力,再將右側(cè)支板壓在刮刀T 形座另一側(cè)上方,用兩顆固定螺釘固定在底座上,此時(shí)可以用手按壓刮刀,檢查刮刀所受彈簧推力是否合適。
(3)清潔刮組裝完畢,此時(shí)刮刀通過(guò)左、右側(cè)支板定位,彈簧壓縮提供一個(gè)向上的推力,向下按壓刮刀的刀刃應(yīng)有合適的回彈力。
4.3 清潔刮上機(jī)安裝使用
在切梗絲機(jī)右側(cè)鋼帶滾筒背面,有一個(gè)防塵鋼帶觀察窗,拆下觀察窗,利用觀察窗原有的安裝孔,用兩顆固定螺釘即可將清潔刮安裝在切梗絲機(jī)上。刮刀在彈簧的壓力下,可以持續(xù)貼緊鋼帶內(nèi)側(cè),在右側(cè)防塵鋼帶卷?yè)P(yáng)的過(guò)程中,將黏附在鋼帶內(nèi)側(cè)的積垢刮下。可以通過(guò)調(diào)整刮刀長(zhǎng)度和更換修整彈簧調(diào)整刮刀對(duì)鋼帶的貼緊度,貼得過(guò)緊會(huì)造成防塵鋼帶磨損,貼得過(guò)松會(huì)導(dǎo)致防塵鋼帶清潔效果差,應(yīng)該調(diào)整到合適值。在使用過(guò)程中需定期拆下觀察窗蓋板,檢查清潔刮工作情況,及時(shí)拆下清潔刮進(jìn)行清潔保養(yǎng),刮刀刃口磨損嚴(yán)重時(shí)應(yīng)分解清潔刮更換刮刀。
5 應(yīng)用效果
安裝普通清潔刮,防塵鋼帶清垢效果不好導(dǎo)致鋼帶故障頻發(fā),2019 年8 月至2020 年7 月設(shè)備編號(hào)為500.310 的切梗絲機(jī)右側(cè)防塵鋼維修記錄見(jiàn)表1。
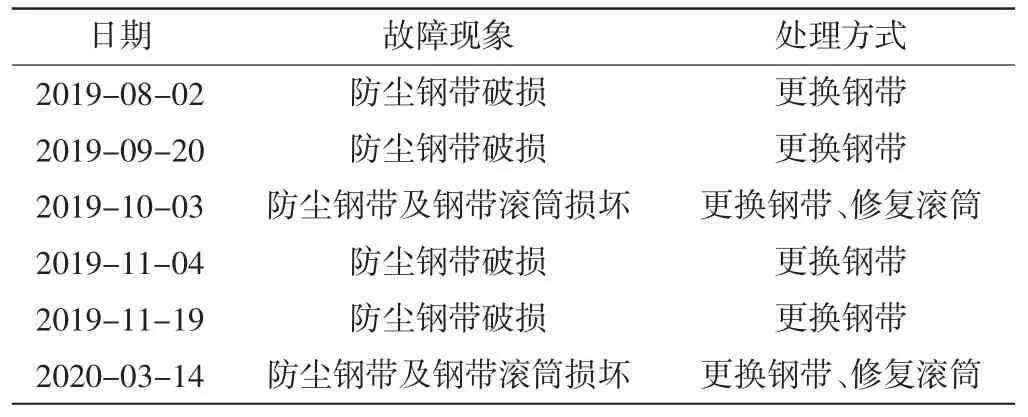
表1 防塵鋼帶故障檢修記錄(2019 年8 月—2020 年7 月)
安裝防塵鋼帶自貼緊清潔刮后,極大減輕了右側(cè)防塵鋼帶的積垢情況,有效提升了防塵鋼帶的使用壽命,2020 年8 月至2021 年7 月設(shè)備編號(hào)為500.310 的切梗絲機(jī)右側(cè)防塵鋼帶維修記錄見(jiàn)表2,防塵鋼帶更換頻率降低了66%。

表2 防塵鋼帶故障檢修記錄(2020 年8 月—2021 年7 月)
6 結(jié)語(yǔ)
防塵鋼帶自貼緊清潔刮結(jié)構(gòu)簡(jiǎn)單,使用方便,能有效清除防塵鋼帶積垢,顯著提升防塵鋼帶使用壽命,提高了切梗絲機(jī)運(yùn)行效率,具有一定的推廣使用價(jià)值。該防塵鋼帶自貼緊清潔刮已申請(qǐng)實(shí)用新型發(fā)明專(zhuān)利并取得授權(quán)(專(zhuān)利號(hào):202120630572.3)。