廢舊電池電解液回收及高值化利用研發進展
2022-09-01 01:38:34張群斌李晶晶劉艷俠張海濤
儲能科學與技術 2022年9期
鋰離子電池(LIBs)具有高能量密度、長壽命及低自放電等諸多優點。自1991 年被索尼公司成功地商業化應用以來
,已被廣泛應用于消費電子、新能源汽車、軍事裝備、智能穿戴、航空航天及大規模儲能等領域
。隨著電池制造技術工藝逐步成熟及諸多政策支持,全球新能源汽車及大規模電化學儲能市場均得以高速發展。2021 年全球銷量約650 萬輛
,中國是全球最大的新能源汽車市場,占全球市場份額約50%
。國務院“新能源汽車產業發展規劃(2021—2035)”指出,中國到2035 年純電動車將成為新銷售車輛的主流。
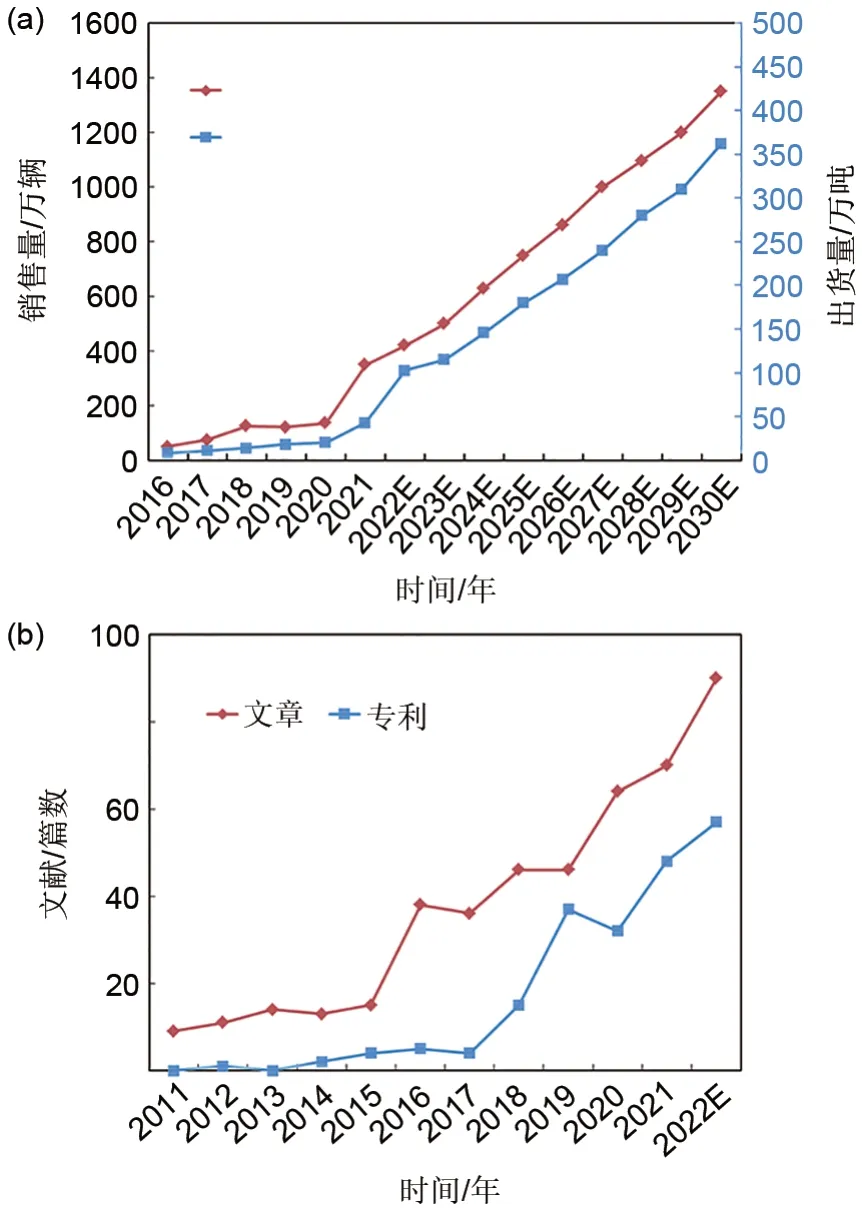
中國新能源汽車的銷售量逐年遞增,從2016年的50萬輛增加至2021年的350萬輛,預計2030年將達到1350萬輛[圖1(a)]。鋰電池是新能源汽車的三大核心部件之一,其重量占整車的1/4,成本占整車的1/3。鋰離子電池由正極、負極、電解液和隔膜等組成,電解液在電池正負極之間起著傳遞鋰離子的作用,是連接正負極的橋梁,影響電池的比能量、安全性、循環性能、倍率性能、存儲性能和成本等,被認為是鋰離子電池的“血液”。近年來我國電解液出貨量逐年遞增,近年復合增長率高達39.5%[如圖1(a)所示],預計2030 年電解液出貨量將達到362萬噸。
電解液主要由鋰鹽、有機溶劑和添加劑組成。由于市場需求旺盛,碳酸酯溶劑和鋰鹽價格逐年升高,溶劑碳酸二甲酯(DMC)在2022年初達10000元/噸,而鋰鹽LiPF
高達55萬元/噸。中國能提供F元素的螢石僅能供開采約15年,成本日益增加。LiPF
極易分解,在空氣中遇到痕量水即會分解產生HF、OPF
等有害物質
,對人體健康和生態環境產生巨大危害。考慮到未來廢電解液量將非常巨大,從資源和環保角度出發,電解液回收及高值化利用均迫在眉睫。其綠色回收及高值化利用是實現國家可持續發展及“碳中和”目標的關鍵。電解液回收也具有重要的經濟價值和環保意義,在近年來受到廣泛關注。涉及電解液回收領域的文章及專利近年來呈快速增長的趨勢[如圖1(b)],但目前仍處在初級階段,在數量和質量上均有待提高。電解液回收技術可分為冷凍法、機械法、有機溶劑萃取法和超臨界回收法。電解液回收過程中存在著電解質的分解變質、有機溶劑吸附在極片表面難以回收、電解液難直接修復等問題,給電解液高值化再利用帶來巨大挑戰。本文將歸納國內外廢舊鋰離子電池電解液的回收技術特點和進展,并對未來發展趨勢及面臨的挑戰進行了展望。
1 廢舊電池的電解液
大多數鋰電池使用壽命終結后其電解液關鍵組分由于長期電化學反應會部分發生化學反應,但是其基本組成保持不變。對使用后電解液的組成、失效機制進行深入系統地研究是實現電解液高效回收的前提。
出現兩次以上的名詞性術語中,各譯本都約有三分之一的術語翻譯不一致。這些不一致的術語英譯中從語義上哪些可以接受、哪些應避免將在下文討論。
1.1 電解液組成
眾所周知,鋰離子電池由四大主材(正極材料、負極材料、隔膜和電解液)構成,其中電解液質量占比約16%[圖2(a)]。典型的電解液由鋰鹽、有機溶劑及添加劑組成[圖2(b)],鋰離子電池的內阻、循環壽命和安全性主要受電解液性質的影響。

商業化電解液所使用的鋰鹽主要是LiPF
,部分采用LiClO
、LiBF
、LiAsF
等鋰鹽
,其約占電解液總質量的15%。有機溶劑占比80%以上,主要有環狀碳酸酯(PC、EC)、鏈狀碳酸酯(DEC、DMC、EMC)、羧酸酯類(MF、MA、EA、MA、MP 等)
。碳酸酯溶劑主要用來溶解鋰鹽并提高電解液的電化學穩定性。添加劑主要用來改善電解液適用性,提高電池穩定性、增強電解液安全性等。添加劑具有針對性強、用量小、種類多等特點,其功能不容忽視。根據化學組成,添加劑可分為有機添加劑和無機添加劑;從室溫存在形式來看,添加劑可分為氣體添加劑、液體添加劑、固體添加劑;從功能角度添加劑又可分為成膜添加劑、導電添加劑、阻燃添加劑(過充保護添加劑)和多功能添加劑
。常用電解液鋰鹽、有機溶劑及添加劑結構式如圖2(c)所示。
1.2 電解液失效機制
電池在充放電過程中持續進行的電化學反應會導致電解液失效,引起失效的原因分為外因和內因。如圖3(a)所示,外因主要是鋰離子電池短路產生較大的電流(
=
/
)和大量的熱量(
=
×
×
),過熱和過快的電能釋放會誘導電解液的分解干涸。鋰離子電池短路的原因較多:①制造過程電極中表面的毛刺會刺破隔膜引起的短路,或是制造工藝的瑕疵造成短路;②鋰離子電池在使用過程中過熱會導致隔膜融化;③操作不當造成電池的短路。
羅蒂把杜威和維特根斯坦、海德格爾稱為現代最偉大的三位哲學家,三者都對于傳統的形而上學進行了最嚴厲的批判,都反對基礎主義、確定主義和二元主義的本體論和知識論。海德格爾從基礎存在論入手,批判傳統的“在場的形而上學”,試圖發掘存在者背后的存在之本真意義;維特根斯坦從語用學入手,分析詞語在日常語言中的語用學意義,從而消解各種哲學概念的本質意義;而杜威則從自然主義和發生學方法入手,對于傳統形而上學體系的二元論和確定性進行了批判和重新闡釋。本文試圖遵循杜威自身思想的發展,結合當代哲學語境對其形而上學進行分析和評論。
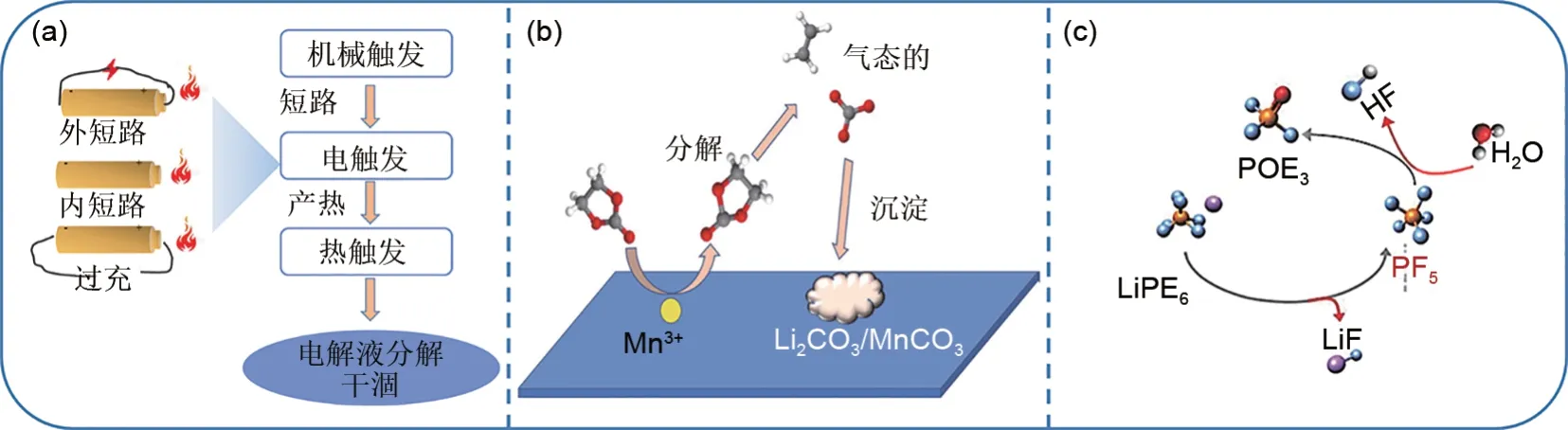
內因主要是電解液與正負極材料發生反應,導致溶劑分解或電解質鋰鹽消耗。如鎳鈷錳三元電池中Mn
離子較Li
離子擁有較大的溶劑化鞘,Mn
離子在電解液中或陽極表面作為催化中心,不斷激活溶劑分子進行還原反應,導致電解液持續不斷地消耗
,催化過程如圖3(b)所示。鋰鹽LiPF
也會與痕量水緩慢發生反應生成LiF、PF
和HF 等物質[如圖3(c)所示],加速HF與正極材料或SEI膜進一步發生反應。此外,充放電電壓設置不當也會導致酯類或醚類溶劑的分解,產生C
H
、C
H
、C
H
、C
H
和CO
等氣體。據從部分回收企業獲悉,部分廢舊鋰離子電池中有機溶劑的含量大幅縮減,含量僅為最初的50%~70%。因此,如果單單考慮電解液中有機溶劑的回收,其經濟性可能不高,還應該關注電解液中鋰鹽的高值回收。
1.3 廢舊電解液特性
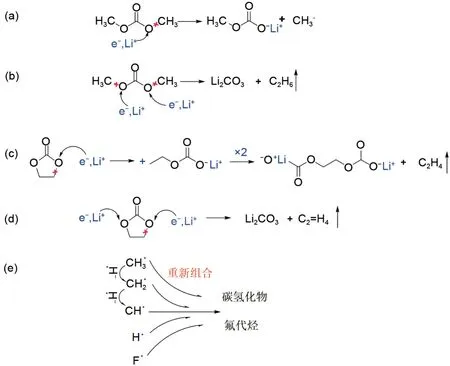
現有鋰離子電池的回收工藝多包含熱解工序,該高溫處理工藝會誘導電解液發生不同程度的分解。分解產物主要有碳氧化物、碳氫化合物、烴類等,烴類是有機溶劑高溫下與鋰離子發生還原反應產生的產物,反應機制如圖4所示,鋰離子和電子作用打開碳酸酯間的共價鍵形成CH
,自由基反應速率高達3×10
cm
/(mol·s),CH
在 高 溫下 脫氫生 成CH
和CH
自由基,CH
自由基與氫自由基或烴類自由基結合生成烷烴、烯烴和炔烴;碳氫自由基可與LiPF
分解所產生的氟自由基結合生成氟烴化物。電池回收中的熱解處理工序會導致電解液的組成發生劇烈變質,增加電解液回收及高值化再利用的難度
。
2 廢舊電池電解液處理
電解液富集過程一般在拆解、破碎工序后進行,多采用物理手段將其提取出來。電解液中的鋰鹽LiPF
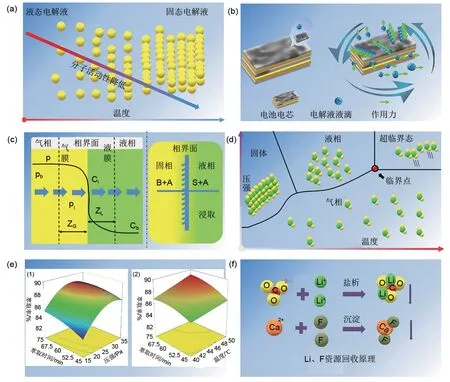
易發生分解而生成高腐蝕性的HF,富集將是電解液回收研究的重點之一。如圖6所示,電解液的回收主要分為冷凍法、機械法、溶劑萃取法和超臨界萃取法。
2.1 研究現狀
2.2.3 溶劑浸取法
總體來講,目前電解液回收研發面臨諸多挑戰。如電池循環后電解液會吸附在多孔電極上,加大提取和收集的難度。其次,電解液的揮發性、易燃性和毒性等加劇了回收的復雜性。再者,電解液回收工藝相對較復雜,小規模情況下經濟效益不明顯。因此,電池回收企業當前在廢舊電池處理過程中多將電解液燃燒或經廢氣凈化處理后排入大氣中。
2.2 電解液富集方法和機理
相較于電池的其他關鍵組成材料的高值回收再利用,廢舊電解液的高值化循環再利用是一個巨大挑戰。電解液處理過程中會遇到電解液的分解、變性等問題,同時也會造成一定程度的污染,因此,對廢舊電池電解液的處理現狀進行歸納總結將有助于開發更先進的技術和綠色工藝。
2.半山有巨井、南山可刻石。王罕嶺南有一地名高瀑山,其半山腰有被稱水龍洞和旱龍洞的兩個洞穴。外灣村民說:如遇干旱年庚,用舀糞勺到水龍洞水中翻幾下,天就會下大雨。當地村民說:水龍洞內有蛟龍,蛟龍生活環境最潔凈,如人用污穢的糞勺去干擾,它就會用大風大雨來報復人類。由此,我們可發現千百年來,“南山之半有巨井,井有蛟”這一記于典籍之事物的傳承。在水龍洞和旱龍洞口周圍,多處有平滑的大塊巖壁適宜刻字,有的巖石上至今尚留有點畫的刻痕。
2.2.1 冷凍法
唐人杜荀鶴曾經寫過一首七絕《小松》:“自小刺頭深草里,而今漸覺出蓬蒿。時人不識凌云木,直待凌云始道高。”這首小詩不正是年輕人青春成長的寫照嗎?人生最美好的時期是年輕時期,人最寶貴的歲月是青春歲月。那個時期,年輕人就像春天破土而出的樹苗,鉆出土層,頂開巖石,扶搖直上,不畏懼艱難險阻,笑對一切疾風暴雨,不為名利,不諳世故,只有一腔熱血,一種信念,一種追求。《沱河記憶》正是這樣一部充滿了樂觀向上精神取向的長篇小說,“不僅沒有渲染知青在鄉村經歷的苦難,甚至很少能讓讀者感受到知青下鄉的痛苦” [3] 52,一掃有些知青小說充斥的悲戚之色。它就像一曲中原知青生活的田園牧歌,自然寧靜,寥遠曠達。
冷凍法是利用物理回收過程,其主要特點是將電池中的電解液急速冷卻成固體后回收。固化后電解液將具有難揮發和分解、易回收的特點。冷凍法原理是基于阿侖尼烏斯的變形式[如方程(1)和圖6(a)所示],溫度降低時電解液溶劑分子活性降低,分子擴散能力大大減小,有效減少了其揮發和分解的程度,可以固體的形式進行回收。
利用電解液富集方法可較為簡便地獲取廢電解液,電解液中的碳酸酯類有機溶液也可通過簡單的精餾操作達到分離提純的目的,而殘存的鋰鹽作為電解液的重要組成部分,因其富含Li、F 和P 等關鍵元素而回收價值巨大,理應引起更加廣泛的關注。鋰鹽是電解液的主要組成,商業化常用的鋰鹽為LiPF
,其化學性質活潑,極易發生分解產生氟化氫等有害物質(如圖8所示)。若對LiPF
處理不當將會對環境產生巨大危害,鋰和氟元素作為戰略性資源。退役電池中的鋰和氟元素含量遠高于礦石,將其回收并轉化為高值化產品,是解決資源短缺的一種有效途徑。因此,回收處理六氟磷酸鋰將具有極高的經濟價值和戰略意義。

日本三菱
將鋰離子電池冷卻后低溫粉碎、分離得到固態電解液,低溫可降低有害物質的活性和電解液的揮發。北京工業大學趙煜娟等
將拆解電芯放入液氮中冷凍分離得到固態電解液,工藝流程如圖7(a)所示。冷凍法降低了電解液的活性,減少了鋰離子電池在拆解過程中分解及燃燒等安全隱患,但也存在電解液回收率低、能耗大、對設備要求高等局限性。

2.2.2 機械法
進行診療操作時,通過言語溝通、肢體接觸和分散注意力等方法,安撫患兒情緒。診療操作后,繼續給予患兒社會心理支持,鼓勵家屬最大程度地參與全程治療,以減少患兒的住院心理創傷,提高治療的依從性。
機械法是采用外力把電解液從電芯中分離出來的技術。其以離心法為代表,原理是基于牛頓第二定律[如方程(2)、方程(3)和圖6(b)所示],電芯在高速旋轉時電解液液滴和電芯間的摩擦力不足以提供運動所需的向心力,電解液即可被甩出并收集。
1.1 研究對象 選取2014年1月至2016年1月本院收治的冠心病合并2型糖尿病患者為研究對象,采用隨機數字表法,將患者分入辛伐他汀組、阿托伐他汀組、瑞舒伐他汀組。其中,辛伐他汀組患者,予以辛伐他汀(上海信誼萬象藥業生產)20毫克/次,1次/天,晨起空腹口服。阿托伐他汀組患者,予以阿托伐他汀(輝瑞制藥有限公司生產)20毫克/次,1次/天,晨起空腹口服。瑞舒伐他汀組,予以瑞舒伐他汀(阿斯利康公司生產)10毫克/次,1次/天,晨起空腹口服。


嚴紅
在惰性氣體保護下把電芯從鋰離子電池中拆解出來,干燥后用離心機分離出電解液,離心機轉速大于20000 r/min,高速離心有利于提高電解液的回收率,如圖7(b)所示。He等
用特制的去角質萃取劑代替有機溶劑將電芯溶解,后采用高速旋轉設備獲得電解液和電極材料,該萃取劑可溶解陽極粘結劑分離石墨和銅箔。楊中德等
設計了極片中電解液的吹掃裝置,將鋰離子電池夾緊露出兩端,用高壓吹氣嘴對準鋰離子電池的端部,將電解液從鋰離子電池內部吹出。賴延清等
在90~280 ℃及40~100 kPa下在干燥空間吹掃已粉碎的鋰離子電池,LiPF
分解成含氟氣體,吹掃氣體冷凝后經脫氟、脫水獲得回收溶劑。
互聯網大數據技術在智慧城市建設與發展方面的應用十分廣泛,應用領域囊括了城市基礎設施建設、醫療衛生建設、精神文明建設、生活保障建設以及經濟發展資料的獲取等,可以實現各城市之間各種資源的多級共享,提高資源利用率,優化城市資源的分配問題。互聯網時代下的生活環境得到了進一步的優化,“微信”“微博”“客戶端”等社交媒體軟件為人們的生活帶來了便捷的信息獲取渠道。“淘寶”“支付寶”等貨品交易網站使人們足不出戶就可以買到所需商品。各領域的信息收集都要依靠大數據中心這一數據收集平臺。
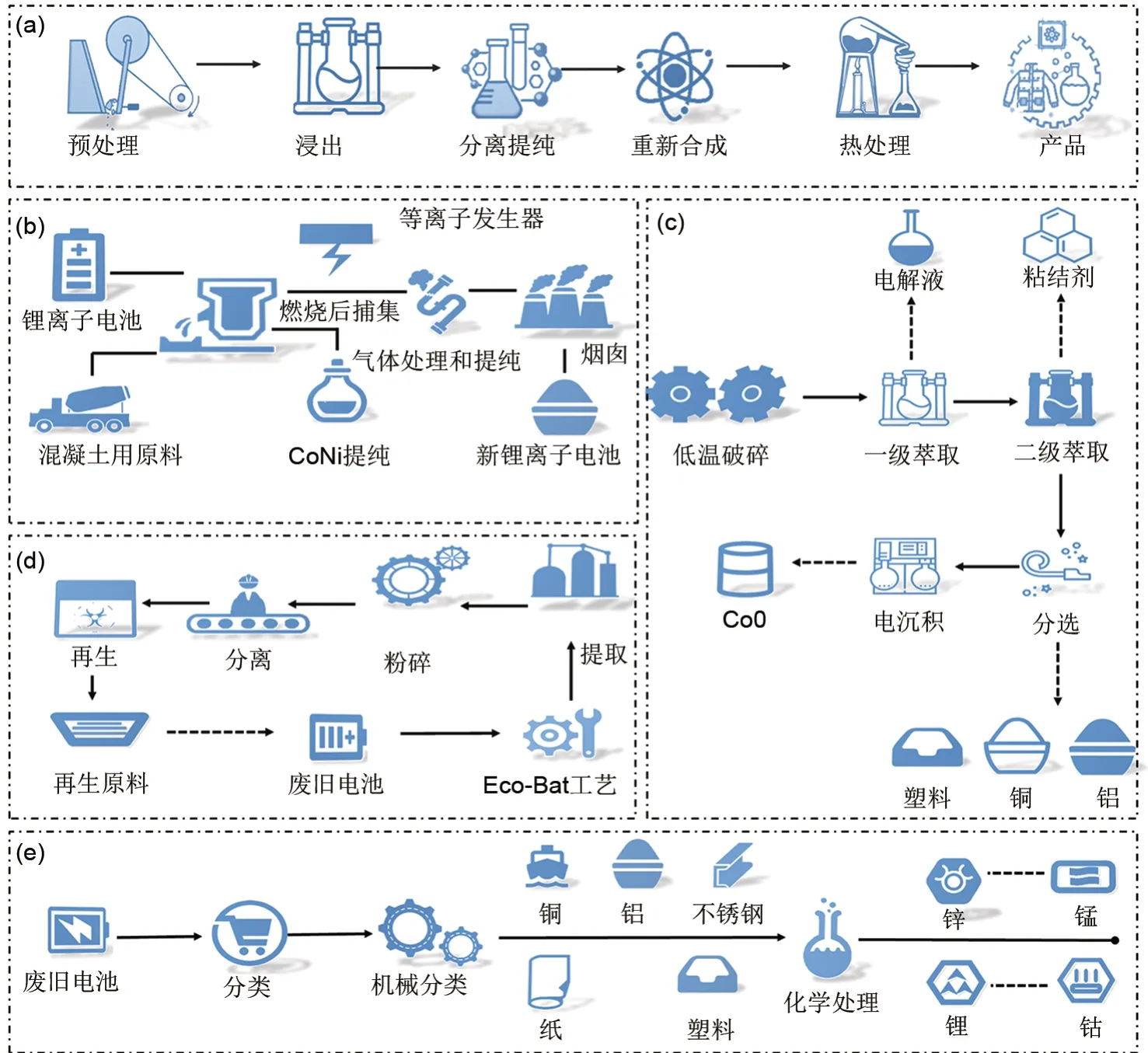
由于電池的電極材料和制造工藝的復雜多樣,電池回收處理一般涉及兩個典型的過程:物理過程和化學過程。電池回收處理前需完全放電,若不完全放電可能會引起火災或爆炸。需對電池進行預處理,如拆解、破碎、熱處理、磁選等工序,電解液回收主要在拆解及破碎工序進行,多采用物理手段將其提取出來
。考慮到成本及規模等因素,目前大多數企業僅回收高價值的能源金屬元素,忽略電解液的回收。深圳格林美高新技術有限公司將鋰離子電池經過預處理、酸浸、分離提純、重新合成、熱處理等過程,獲得超細鈷粉和鎳粉,電解液經燃燒、凈化處理后排放
,如圖5(a)所示。比利時Umicore開發了獨特的ValEas工藝
,通過特制的熔爐采用高溫冶金法處理鋰離子電池并制備出Co(OH)
/CoCl
,石墨和有機溶劑作為燃料,如圖5(b)所示。法國Recupyl公司采用拆解-浸出-沉淀-凈化的工藝回收鋁、鈷、鋰等材料
,放棄回收電解液,如圖5(e)所示。截至目前僅有少數企業開展過電解液的回收技術研發。英國AEA 公司經低溫破碎、分離鋼材后,用乙腈提取電池中的電解液,采用
-甲基吡咯烷酮(NMP)提取黏合劑(PVDF),分選后得到Cu、Al和塑料,電沉積法將溶液中的Co轉化為CoO,流程如圖5(c)所示。日本OnTo公司開發了Eco-Bat工藝,將電池放置在一定壓力和溫度的容器中,用液態二氧化碳(CO
)溶解電池內的電解液,改變溫度和壓力使CO
氣化,進而讓電解液從中脫出,流程如圖5(d)所示。
溶劑浸取法是利用溶劑浸泡電芯,使電解液充分溶解在有機溶劑中,將有機溶劑和電芯分離。浸取法由溶劑、溶質(目標浸取物)和惰性固體構成,其浸出機理較復雜。常用理論模型如圖6(c),即溶劑先浸潤固體使溶質溶解,溶質從固體內部擴散到表面后,再通過液膜擴散到溶劑主體中。其基本原理是假定在不溶性的多孔惰性固體(A)內部含有不被固體所吸附的溶質B,溶質B含量低于飽和溶解度。若固體與溶劑接觸時間足夠長,溶質完全溶解且固體孔隙中液體濃度等于周圍液體的濃度。當流體與多孔固體接觸時,流體中某一組分或多個組分在固體表面處產生蓄積,此現象稱為吸附,浸取過程視為吸附過程的逆過程。浸取過程是溶質在傳質推動力作用下進入溶劑中,溶質在溶劑內擴散,隨著浸取時間的增加傳質推動力變小。
電解液溶解速率與傳質推動力呈正相關,傳質推動力來源于電解液的平衡濃度
C
與任意時刻濃度
C
的差值。理想條件得到方程式如方程(4)

式中,
為質量傳遞因數,單位cm
/min;
是傳質面積,單位cm
;
C
和
C
分別為溶解平衡時刻及任意時刻
所對應電解液的濃度,單位g/L。假設傳質面積為一恒常數則方程(4)可簡化為式(5):

式中,
為傳質系數,min
;對上式從0 到
積分,濃度的積分范圍為
~
C
,
為0,積分后得式(6),可計算任意時間對應的電解液濃度。

方程式(6)可轉化為方程式(7):

Lain 等
在2000 年采用有機溶劑浸取法成功提取出鋰離子電池中的電解液,并通過提純技術分離出有機溶劑。日本三菱會社
將鋰離子電池徹底放電后,注入碳酸酯溶劑收集電解液,向收集的電解液中添加水或無機酸使LiPF
分解,減壓加熱促進氟化氫氣體揮發,氟化氫被吸收后生產氟化鈣,溶劑采用蒸餾提純的方式進行回收。華中科技大學的曹元成教授等
將廢舊鋰離子電池破拆后浸入到碳酸二甲酯溶液中,密封放置,直到電解液完全溶解到DMC 中,如圖7(c)所示。中科院過程所離子液體團隊張鎖江等
采用低沸點DMC浸出電解液,將提取的電解液精餾提純成純溶劑,控制反應條件使LiPF
轉化為高價值氟化鋰或碳酸鋰,溶劑提取率達90%。陳夏雨等
用碳酸酯類溶劑提取拆解粉碎后的電解液,通過蒸餾的方式對其回收再利用。趙煜娟等
設計了一種真空抽提鋰離子電池內部電解液的裝置,真空條件下將鋰離子電池的電解液從防爆閥口抽取,注入清洗液、靜置、抽真空提取電解液,重復多次、可將大部分電解質和溶劑回收,浸出的電解液溶劑經過蒸餾后循環利用。溶劑浸取可大幅降低鋰離子電池的電解液殘余,同時還可提升后處理的安全性和環保性。
直接回收LiPF
是將富集的電解液中的有機溶劑去除,把溶解的鋰鹽直接轉化成高純度的LiPF
產品,或添加有機溶劑和添加劑作為電解液重新使用。陳夏雨等
用溶劑提取法獲得的電解液,減壓蒸餾后使有機溶劑與鋰鹽濃縮液分離,濃縮液經低溫冷卻后得到粗化的LiPF
,分析成分后補充有機溶劑及添加劑,可重新作為電解液產品使用。周立山等
將拆解后電池中的電解液取出并放入料罐中,減壓精餾后得到純溶劑,將LiPF
粗品放入溶解釜中,并加入氟化氫溶液,經過濾、結晶、提純、篩分、干燥,得到純LiPF
產品。王學真等
將用乙醚浸泡和沖洗拆解后的電池,收集浸泡液和沖洗液,經過濃縮、重結晶、過濾、干燥后得到LiPF
晶體。曾桂生等
將廢舊鋰離子電池的電芯與有機溶劑混合超聲,使電解液中的LiPF
轉移至乙腈和碳酸酯組成的混合有機溶劑中,LiPF
的回收率達92%以上。童東革等
分析了碳酸二甲酯、碳酸二乙酯以及碳酸丙烯酯等對電解質脫除效率的影響,發現通過溶劑法以碳酸丙烯酯作為溶劑回收電解質鋰鹽的效果最佳,最后還可將提純后的LiPF
重新應用到鋰離子電池中。劉權坤等
另辟蹊徑采用超臨界萃取法將低溫拆解后的廢舊電池放入超臨界萃取裝置中,采用丙酮作為夾帶劑,利用臨界狀態下二氧化碳的超高溶解能力,在壓力為10~40 MPa,溫度為31~50 ℃條件下,LiPF
的萃取效率可達80%以上。胡家佳等
將溶劑浸取法和蒸餾法相結合,利用特定的有機溶液浸泡拆解后的電芯獲得浸取液,浸取液再經過過濾、離心、精餾、無水氟化氫提純等步驟后得到符合行業標準的LiPF
。AEA 公司
采用相似的方法,在惰性氣體氛圍下將廢舊鋰離子電池機械破碎,并配置合適的溶劑(乙腈、
-甲基吡咯烷酮),將拆解的電芯浸入到溶劑中獲得浸取液,最后通過減壓蒸餾將溶劑除去,剩余的則是純電解質。李薦等
為了減小直接回收六氟磷酸鋰的難度,先通過浸取法回收粗制電解液,然后經過過濾、活性碳脫色、分子篩除水得到提純的后電解液,最后再分析成分添加部分關鍵組成重新配置成電解液產品。
超臨界萃取法是利用超臨界流體作為萃取劑,從液體或固體中萃取出特定成分以達到分離目的。超臨界流體是溫度高于臨界溫度、壓力高于臨界壓力的熱力學狀態的流體,它具有雙重特性,既有與氣體相當的高滲透能力和低粘度,也具有與液體相近的密度和對多種物質優良的溶解能力
,且擴散系數約是液體的100倍。
當溫度和壓力達到臨界狀態時,二氧化碳具有超高的溶解能力,且化學性質穩定,是一種優秀的萃取劑。當提取鋰離子電池的電解液時回收率達90%以上,模型如圖6(e)。超臨界二氧化碳法萃取電解液二次多項式方程見式(8)

式中,
為電解液萃取率,
為萃取壓力,
為萃取溫度,
為萃取時間。
Sloop 等
在專利中采用超臨界二氧化碳方法萃取電解液。Grützke等
采用一套CO
萃取裝置,利用兩個不同的分離器對萃取行為進行了研究。通過氣相色譜-質譜和離子色譜-電噴霧電離-質譜對提取物進行分析,以確定回收率和電解質組成。Mu 等
用超臨界CO
萃取的方法,萃取鋰離子電池中的電解液,研究了萃取壓力、溫度和時間等工藝參數對回收率的影響,電解液回收率可達90%以上,流程如圖7(d)所示。M?nnighoff 等
采用超臨界二氧化碳萃取法,對SOH 達到70%的鋰離子電池電解液進行分析,并對電解液老化機理進行深入研究。Rothermel 等
采用不同方法提取電解液,并考察了提取方法對回收石墨性能的影響。三種提取方法分別為:①加熱促進電解質組分揮發;②亞臨界二氧化碳-乙腈(ACN)電解液萃取;③超臨界二氧化碳萃取電解質。研究結果表明超臨界二氧化碳萃取法不利于獲得結晶度較高的石墨,亞臨界二氧化碳-乙腈萃取電解液可獲得結晶度高的石墨,是回收石墨和電解液的最佳方法。超臨界萃取法對設備要求較高,且設備昂貴,工業化應用較困難。
通過物理方式將電解液提取出來的工藝各有特點(如表1 所示),廢舊鋰離子電池電解液回收需因地制宜,根據原料來源、工廠所處環境已經所制備高值產品等因素需求選擇合適的方法技術和工藝。
先進的企業文化能夠激勵職工士氣,所帶來的是群體的智慧、協作的精神、新鮮的活力。企業文化創新的實質在于突破與企業經營管理實際脫節的舊的文化理念和觀點束縛,實現向貫穿于全部創新過程的新型企業經營管理方式的轉變。南津渡水電站就確定了“團結拼搏,爭創一流”的企業精神,對統一職工思想、規范業務流程、提升整體素質、增強企業自下而上的發展能力具有強大的推動力。
2.2.5 電解液富集回收方法對比

2.3 鋰鹽回收
平塘縣稻作區多丘陵山區,有較寬廣的河谷地或盆地,陽光充足,水源較為方便,較適于雜草生長,主要草種有鴨舌草、牛毛草、稻稗、異型莎草、矮慈姑、青萍、眼子菜等20余種。實施稻鴨共育項目后,項目區雜草經鴨采食和踩踏,放鴨后40天左右,已基本無雜草,除草效果明顯。另外,鴨的活動大大改善了稻田土壤的透氣性,減輕了有毒物質的生成和危害,促進水稻根系的生長,從而利于水稻生長發育。
教學名師通常是學術造詣高、教學水平高、教學質量好且德才兼備的老師才能當選。由教學名師來擔當新進教師的崗前培訓專家確實可以起到模范帶頭的作用。自2003年,教育部就開展了第一屆高等學校教學名師獎評選,鼓勵教授上講臺。此后,地方以及地方高校也紛紛設立不同級別的教學名師獎。教學名師通常長期為本科生授課,積累了豐富的教學經驗,可以較好地傳授給即將走上講臺的教師把握組織課堂的本領、師生之間溝通的本領、優秀的教學方法和實用的教學手段。教學名師同時也有較高的學術水平,即使面向科研崗位的教師,也能傳授前沿的科學知識。

2.3.1 直接回收法
2.2.4 超臨界萃取法
(1) 在建筑改造中,擴大原車站付費區面積,保留進站閘機,將出站閘機由東側調整為南北兩側。在2號線車站西側公共區側墻采用暗挖開洞模式,采用3個門洞與原2號線站廳和新建換乘廳進行連接。連接的通道上方空間可以為道路管網提供相應的遷改路徑。
2.3.2 鋰鹽轉化法
由于LiPF
與水易分解,直接法回收利用難度大,如果將其轉化為穩定的鋰鹽再加以回收則是較為理想的方法。如圖6(f)所示,LiPF
的轉化回收主要利用電解液中鋰離子、氟離子在一定條件下生成碳酸鋰和氟化鈣。
日本淺野聰等
利用強堿將電解液pH調節到9以上,使LiPF
分解生成磷酸鹽和氟化物,固液分離后的磷酸鹽溶液用酸性萃取劑萃取鋰離子,鋰離子與二氧化碳反應生成碳酸鋰。王金峰等
將分離的電解液倒入氫氧化鈉的乙醇溶液中,再除去有機溶劑后與碳酸鈉反應得到碳酸鋰。蔣達金等
首先將鋰離子電池拆解,加入堿溶液,超聲浸泡后得到濾液,然后又經過逆流萃取、蒸餾等步驟從濾液中得到有機相,最后調節剩余濾液pH 至堿性,加入碳酸鈉后,得到粗制碳酸鋰。霍愛群等
通過減壓精餾的方法先將部分碳酸酯類有機溶劑從廢舊電解液中分離出來,剩余的電解液中加入硫酸氫鉀,在高溫下持續煅燒5小時,然后與飽和的氟化鉀溶液反應得到LiF產品。He等
合成名為AEES的提取液,采用機械法和溶劑浸取法相結合的方法,利用電解液中LiPF
與AEES 發生反應生成水溶性的鋰鹽和NaPF
沉淀,鋰鹽通過結晶法獲得,回收率達95.6%。Ben 等
設計了一種利用離子液體回收電解液的方法,具體地:使氯化膦基離子液體與電解液中六氟磷酸鋰進行充分反應得到氯化鋰沉淀固相和有機碳酸鹽與氯化膦基離子液體的混合溶液,之后經過固液分離以及溶劑萃取獲得氯化鋰、有機碳酸鹽并同時實現離子液體循環使用。Wang 等
采用濕法冶金的方法從電解液中回收鋰,首先采用浸出、純化和沉淀等步驟將鋰轉化為碳酸鋰。獲得的粗制碳酸鋰分別經過乙二胺四乙酸、碳酸鈉純化最終碳酸鋰回收率達到99.5%。美國的McLaughlin等
采用冷凍法將廢舊鋰離子電池降溫至-195.6 ℃后破碎,然后用氫氧化鋰和水處理電池碎片,調節pH 穩定在10 以上,生成不同的鋰鹽沉淀,經過酸處理細化鋰離子后再與CO
反應生成碳酸鋰產品,其回收率達到97%。崔宏祥等
發明了一種三級堿化的方法。先將廢舊鋰離子電池經過液氮處理,之后切成塊狀顆粒,最后將塊狀顆粒進行三級堿化,堿化溶液是三種不同濃度的氫氧化鈣溶液,最終得到氟化鈣沉淀作為產品。張俊喜等
采用有機溶劑對拆解后電芯進行浸取并獲得浸取液,之后向浸取液中加入鉀離子化合物至反應完全后經過濾分離獲得氫氧化鋰晶體和六氟磷酸鹽晶體。百田邦競等
提供一種有效處理六氟磷酸鋰電解液的方法。使用一種基本組成為含氟堿金屬或氟化銨的試劑加入到電解液中,然后將反應后的混合溶液進行蒸餾獲得化學性質穩定的六氟磷酸鹽和氟化鋰。
推廣3 已知橢圓過橢圓外任意一點D作橢圓的兩條切線,設切點為P,Q,過點D作直線l與橢圓C交于不同的兩點M,N,過點M作與DQ平行的直線與直線PQ,QN交于點A,B,則A為線段BM的中點.
3 未來發展方向
目前已經出臺了一些支持廢電解液高值化回收利用的政策措施,其可在一定程度上彌補技術上的缺乏,減少資源的浪費。今后,需重點解決回收電解液的無害化、提高電解液中成分的回收率等問題。例如綜合利用多種電解液富集技術,提高電解液回收效率。溶劑法和分子篩分法的結合被證明是一種不錯的嘗試
。由于溶液中庫侖力和分子極性的特點,特異型分子篩可以將混合溶液中不飽和分子和雜質因子剔除,從而達到電解液無害化回收再利用的目的。
此外,隨著鋰離子電池研究的不斷深入,所用的電解液也會不斷改良。未來電解液溶劑成分將不再局限于碳酸酯類溶劑,新型溶劑正在不斷被開發,例如:腈類、砜類、離子液體正作為溶劑被廣泛研究
。電解質鋰鹽也將不再是六氟磷酸鋰作為主導,人們會積極尋找更穩定更安全更高效的鋰鹽,例如雙草酸硼酸鋰、雙氟磺酰亞胺鋰等。隨著電解液中鋰鹽穩定性的不斷增強,未來可以考慮直接回收鋰鹽,這將大大降低生產成本。
長陽縣水產局局長田繼橋向記者解讀該項工作的艱巨難行之處時說,整個清理取締概算需要2億元以上的資金,這相當于該縣過去30年農業投入的總和。當這個數字報到縣人大常委會時,大家都愣住了。
除此之外,目前還沒有關于電解液添加劑回收利用的報道,添加劑雖然含量低,價值不高,但是隨著“無碳綠色全組分回收”理念的不斷深入,未來添加劑的回收可能成為研究熱點。最后,應該注意的是,新型固態電解質
也在不斷地被開發,未來電池中可能不再含有有機溶劑,在穩定環境中直接更換電解質塊或簡單化學反應獲取鋰鹽將成為可能。
4 總 結
鋰離子電池是新能源汽車和電化學儲能系統的重要組成,是實現國家可持續發展戰略和“碳中和”目標的關鍵儲能技術。隨著新能源汽車普及和可再生能源的大規模利用,鋰離子電池在儲能領域的作用將越來越大,電池回收也成為一個重要問題。傳統回收工藝主要集中在高價金屬元素的回收和利用,對電解液回收利用較少。然而,電解液中含有大量的有機溶劑和鋰鹽,如處理不當將會危害人類健康和環境。因此,將鋰離子電池全組分回收并轉化為高附加值產品將具有顯著社會經濟價值。但是,電解液回收及高值化利用技術如達到規模應用則需要做到“三高一可”:高值化、高安全、高兼容和可持續,如圖9所示。

(1)高值化。鑒于廢舊鋰離子電池里面電解液含量較少,且吸附在多孔正負極極片中,加大提取和收集的難度。電解液回收應主要集中在電池的拆解破碎工序,迫切需要一種高效回收電解液的工藝和方法,將絕大部分電解液提取回收保證電解液回收的經濟性。
(2)高安全。鋰離子電池的安全高效拆解是安全回收電解液的前提和基礎,需研發安全高效的拆解技術和電解液回收工藝;電解液中的溶劑具有揮發性、易燃性和毒性,LiPF
分解的HF 是一種無色、有刺激性氣味的有毒氣體,操作時應佩戴防毒面具和防護手套,做好自身防護,同時加強電解液回收工藝安全性評估。
(3)高兼容。目前市場中的電池種類和電解液組成種類繁多,在增加電解液回收的產品價值、降低成本的同時應該注意到產品的兼容性。回收的有機溶劑及鋰鹽需要達到電池級所需要求便于直接使用,另外,整套電解液回收系統應可以兼容不同類型的電池,便于滿足市場需求。
(4)可持續。目前有機體系電解液中含有的有機溶劑具有揮發性、易燃性和毒性,LiPF
在處理過程中一旦遇到痕量水即分解為HF 等有毒且具有腐蝕性的物質,將電解液中的鋰鹽和有機溶劑高效回收避免污染,同時將其轉化為可以二次使用的鹽類及碳酸酯類產品,實現資源可持續使用。
總之,研發電解液回收技術和工藝需與鋰離子電池的正極、負極回收進行統籌考慮,而與之密切相關的電解液回收配套設備也需要不斷革新以便能更有效提升電池全組分回收的經濟性。研發電池全組分綠色回收工藝,推動形成上億產值的生產基地,和具有市場競爭力的產業群,促進新能源產業持續健康發展。
[1] GOODENOUGH J B, PARK K S.The Li-ion rechargeable battery:A perspective[J]. Journal of the American Chemical Society, 2013,135(4):1167-1176.
[2] KIM T H, PARK J S, CHANG S K, et al. The Current move of lithium ion batteries towards the next phase[J].Advanced Energy Materials,2012,2(7):860-872.
[3] HUANG B, PAN Z F, SU X Y, et al. Tin-based materials as versatile anodes for alkali (earth) -ion batteries[J]. Journal of Power Sources,2018,395:41-59.
[4] YI T F, WEI T T, LI Y, et al. Efforts on enhancing the Li-ion diffusion coefficient and electronic conductivity of titanate-based anode materials for advanced Li-ion batteries[J]. Energy Storage Materials,2020,26:165-197.
[5] FAN E S,LI L,WANG Z P,et al.Sustainable recycling technology for Li-ion batteries and beyond: Challenges and future prospects[J].Chemical Reviews,2020,120(14):7020-7063.
[6] WU F X, MAIER J,YU Y. Guidelines and trends for next-generation rechargeable lithium and lithium-ion batteries[J]. Chemical Society Reviews,2020,49(5):1569-1614.
[7] CHIANG Y M. Building a better battery[J]. Science, 2010, 330(6010):1485-1486.
[8] ZHAO X Y, LEHTO V P. Challenges and prospects of nanosized silicon anodes in lithium-ion batteries[J]. Nanotechnology, 2021, 32(4):042002.
[9] ZHANG Q B, LIAO J, LIAO M, et al. One-dimensional Fe
S
@C nanorods as anode materials for high-rate and long-life lithiumion batteries[J].Applied Surface Science,2019,473:799-806.
[10]WU Y A, NG A W, YU Z C, et al. A review of evolutionary policy incentives for sustainable development of electric vehicles in China:Strategic implications[J].Energy Policy,2021,148:111983.
[11]ARSHAD F, LI L, AMIN K, et al. A comprehensive review of the advancement in recycling the anode and electrolyte from spent lithium ion batteries[J]. ACS Sustainable Chemistry & Engineering,2020,8(36):13527-13554.
[12]趙永鋒, 張海濤. 高純六氟磷酸鋰晶體產業化制備工藝研究進展[J].過程工程學報,2018,18(6):1160-1166.ZHAO Y F, ZHANG H T. Preparation process of high-quality LiPF
crystals[J]. The Chinese Journal of Process Engineering, 2018,18(6):1160-1166.
[13]張曉妍,任宇飛,高潔,等.動力電池電解液用添加劑的研究進展[J].儲能科學與技術,2018,7(3):404-417.ZHANG X Y, REN Y F, GAO J, et al. Progress of electrolyte additives for high-capacity power lithium ion batteries[J]. Energy Storage Science and Technology,2018,7(3):404-417.
[14]TIKEKAR M D, CHOUDHURY S, TU Z Y, et al. Design principles for electrolytes and interfaces for stable lithium-metal batteries[J].Nature Energy,2016,1:16114.
[15]KWABI D G, JI Y L, AZIZ M J. Electrolyte lifetime in aqueous organic redox flow batteries:A critical review[J]. Chemical Reviews,2020,120(14):6467-6489.
[16]PENDER J P, JHA G, YOUN D H, et al. Electrode degradation in lithium-ion batteries[J].ACS Nano,2020,14(2):1243-1295.
[17]WANG Q S, JIANG L H, YU Y, et al. Progress of enhancing the safety of lithium ion battery from the electrolyte aspect[J]. Nano Energy,2019,55:93-114.
[18]WANG C, XING L D, VATAMANU J, et al. Overlooked electrolyte destabilization by manganese (II) in lithium-ion batteries[J]. Nature Communications,2019,10:3423.
[19]AURBACH D, ZABAN A, EIN-ELI Y, et al. Recent studies on the correlation between surface chemistry, morphology, three-dimensional structures and performance of Li and Li-C intercalation anodes in several important electrolyte systems[J]. Journal of Power Sources,1997,68(1):91-98.
[20]WANG C, XING L D, VATAMANU J, et al. Overlooked electrolyte destabilization by manganese (II) in lithium-ion batteries[J]. Nature Communications,2019,10:3423.
[21]LIAO Z H, ZHANG S, ZHAO Y K, et al. Experimental evaluation of thermolysis-driven gas emissions from LiPF
-carbonate electrolyte used in lithium-ion batteries[J]. Journal of Energy Chemistry, 2020,49:124-135.
[22]HUANG B, PAN Z F, SU X Y, et al. Recycling of lithium-ion batteries:Recent advances and perspectives[J]. Journal of Power Sources,2018,399:274-286.
[23]LIU P. Recycling waste batteries: Recovery of valuable resources or reutilization as functional materials[J]. ACS Sustainable Chemistry &Engineering,2018,6:doi:acssuschemeng.8b03495.
[24]SVEN L . The values & benefits of Umicore's process excellence model[J].Precious Metals,2012,33(A01):6.
[25]MESHRAM P, PANDEY B D, MANKHAND T R. Extraction of lithium from primary and secondary sources by pre-treatment,leaching and separation:A comprehensive review[J]. Hydrometallurgy,2014,150:192-208.
[26]MU D Y, LIU Y L, LI R H, et al. Transcritical CO
extraction of electrolytes for lithium-ion batteries: Optimization of the recycling process and quality-quantity variation[J]. New Journal of Chemistry,2017,41(15):7177-7185.
[27]順谷都市. 非水性溶劑體系電池的處理方法: JP11167936A[P].1998-03-11.SHUN GU D S. Treatment method of non-aqueous solvent system battery:JP11167936A[P].1998-03-11.
[28]趙煜娟, 孫玉成, 紀常偉, 等. 一種廢舊鋰離子電池電解液回收處理方法:CN103825065B[P].2016-11-16.ZHAO Y J, SUN Y C, JI C W, et al. Method for recovering and processing waste and old lithium ion battery electrolyte:CN103825065B[P].2016-11-16.
[29]嚴紅. 廢舊鋰離子電池電解液的回收方法: CN104282962B[P].2017-03-08.YAN H. Method for recovering electrolytes from waste/used lithium ion batteries:CN104282962B[P].2017-03-08.
[30]HE K, ZHANG Z Y,ALAI L G, et al.A green process for exfoliating electrode materials and simultaneously extracting electrolyte from spent lithium-ion batteries[J].Journal of Hazardous Materials, 2019,375:43-51.
[31]楊中德, 金會鵬, 于永成. 電解液回收裝置: CN208990308U[P].2019-06-18.YANG Z D, JIN H P, YU Y C. Electrolyte recovery device:CN208990308U[P].2019-06-18.
[32]賴延清, 張治安, 閆宵林. 一種廢舊鋰電池電解液處理方法:201710115795[P].2017-02-28.LAI Y Q, ZHANG Z A, YAN X L.An electrolyte treatment method for waste lithium battery:201710115795[P].2017-02-28.
[33]ZHU Y B, DING Q, ZHAO Y M, et al. Study on the process of harmless treatment of residual electrolyte in battery disassembly[J].Waste Management&Research,2020,38(11):1295-1300.
[34]GRüTZKE M, KRAFT V, WEBER W, et al. Supercritical carbon dioxide extraction of lithium-ion battery electrolytes[J]. The Journal of Supercritical Fluids,2014,94:216-222.
[35]LAIN M J. Recycling of lithium ion cells and batteries[J]. Journal of Power Sources,2001,97/98:736-738.
[36]林浩志, 平田浩一郎, 鶴卷英范, 等. 含氟電解液的處理方法:CN105594056A[P].2014-09-24.
[37]張鎖江,張鵬飛,徐松,等.一種廢舊鋰離子電池電解液全回收方法:CN110203949B[P].2021-10-26.
[38]陳夏雨. 一種鋰離子電池電解液回收方法: CN105390765A[P].2016-03-09.CHEN X Y. Recovery method for electrolyte solution of lithium ion battery:CN105390765A[P].2016-03-09.
[39]趙煜娟, 孫玉成, 紀常偉, 等. 一種廢舊硬殼動力鋰離子電池電解液置換裝置及置換方法:CN103825063B[P].2017-01-04.ZHAO Y, SUN Y, JI C, et al. Waste and old hard-case power lithium ion battery electrolyte displacement apparatus and displacement method thereof:CN103825063B[P].2017-01-04.
[40]SHARIF K M, RAHMAN M M, AZMIR J, et al. Experimental design of supercritical fluid extraction-A review[J]. Journal of Food Engineering,2014,124:105-116.
[41]STEVEN E SLOOP. System and method for removing an electrolyte from an energy storage and/or conversion device using a supercritical fluid:EP1472756 A1[P].2008-11-06.
[42]M?NNIGHOFF X, FRIESEN A, KONERSMANN B, et al. Supercritical carbon dioxide extraction of electrolyte from spent lithium ion batteries and its characterization by gas chromatography with chemical ionization[J].Journal of Power Sources,2017,352:56-63.
[43]ROTHERMEL S, EVERTZ M, KASNATSCHEEW J, et al. Graphite recycling from spent lithium-ion batteries[J]. ChemSusChem, 2016,9(24):3473-3484.
[44]周立山, 劉紅光, 葉學海, 等. 一種回收廢舊鋰離子電池電解液的方法:CN102496752A[P].2012-06-13.ZHOU L S,LIU H G,YE X H,et al.Method for recycling electrolyte of waste lithium ion battery:CN102496752A[P].2012-06-13.
[45]王學真. 一種從廢舊鋰電池正極材料中回收六氟磷酸鋰的方法:CN108288737B[P].2020-01-03.
[46]曾桂生, 凌波, 魏棲梧, 等. 一種廢舊鋰電池中回收六氟磷酸鋰的方法:CN109292746A[P].2019-02-01.ZENG G S, LING B, WEI Q W, et al. Method for recovering lithium hexafluorophosphate in waste lithium battery: CN109292746A[P].2019-02-01.
[47]溫豐源,劉海霞,李霞.廢舊鋰離子電池材料中電解液的回收處理方法[J].河南化工,2016,33(8):12-14,29.WEN F Y, LIU H X, LI X. Recovery treatment method of electrolyte in waste lithium ion battery materials[J]. Henan Chemical Industry,2016,33(8):12-14,29.
[48]劉權坤, 陳艷麗, 滑晨, 等. 一種廢舊鋰離子電池電解液回收再利用的方法:CN110620276B[P].2022-06-17.
[49]胡家佳,王晨旭,曹利娜.一種廢舊鋰離子電池中六氟磷酸鋰回收方法:CN106025420A[P].2016-10-12.HU J J, WANG C X, CAO L N. Method for recovering lithium hexafluorophosphate in waste lithium ion battery: CN106025420A[P].2016-10-12.
[50]LAIN M J. Recycling of lithium ion cells and batteries[J]. Journal of Power Sources,2001,97/98:736-738.
[51]李薦, 何帥, 周宏明. 一種廢舊鋰離子電池電解液回收方法:CN104600392A[P].2015-05-06.LI J, HE S, ZHOU H M. Method for recovering electrolyte of waste lithium ion battery:CN104600392A[P].2015-05-06.
[52]鐘琍菁, 林冠佑, 王儀婷, 等. 鋰的回收方法: CN113086994A[P].2021-07-09.ZHONG L J, LIN G Y, WANG Y T, et al. Method for recovering lithium:CN113086994A[P].2021-07-09.
[53]王金鋒, 張萬紅. Method for recycling lithium from lithiumcontaining battery:CN106654437B[P].2020-02-18.王金鋒, 張萬紅. 從含鋰電池中回收鋰的方法: CN106654437B[P].2020-02-18.
[54]蔣達金.一種廢舊六氟磷酸鋰的資源化利用方法:CN111498878A[P].2020-08-07.JIANG D J. Resource utilization method of waste lithium hexafluorophosphate:CN111498878A[P].2020-08-07.
[55]霍愛群,王一飛,毛國柱.一種回收處理廢舊鋰電池電解液及電解液廢水的處理方法:104628217B[P].2016-09-07.HUO A Q, WANG Y F, MAO G Z.A treatment method for recycling waste lithium battery electrolyte and electrolyte wastewater:104628217B[P].2016-09-07.
[56]BEN T, JONATHAN P. Recovery of compounds from Li-ion battery electrolyte:EP2410603A1[P].2012-01-25.
[57]WANG W, CHEN W J, LIU H T. Hydrometallurgical preparation of lithium carbonate from lithium-rich electrolyte[J]. Hydrometallurgy,2019,185:88-92.
[58]MCLAUGHLIN W, ADAMS T S. Li reclamation process:US5888463[P].1999-03-30.
[59]崔宏祥,王志遠,徐寧.一種廢舊鋰離子電池電解液的無害化處理工藝及裝置:CN101397175[P].2009-04-01.CUI H X,WANG Z Y,XU N.A harmless treatment process and device for waste lithium ion battery electrolyte:CN101397175[P].2009-04-01.
[60]張俊喜, 劉蔚, 王昆侖. A method for recycle that electrolyte of waste battery:CN109193062B[P].2021-04-02.張俊喜, 劉蔚, 王昆侖. 一種廢舊電池電解液回收利用方法:CN109193062B[P].2021-04-02.
[61]徐斌, 齊愛, 張建飛, 等. 一種廢次鋰離子電池電解液的處理再利用方法:CN109216824A[P].2019-01-15.XU B, QI A, ZHANG J F, et al.A method for treating and reusing waste sublithium ion battery electrolyte:CN109216824A[P].2019-01-15.
[62]邵俊華, 張建飛, 閆國鋒, 等. 一種鋰電池電解液回收處理的方法:CN110867624A[P].2020-03-06.SHAO J H,ZHANG J F,YAN G F,et al.Lithium battery electrolyte recycling method:CN110867624A[P].2020-03-06.
[63]張勇耀,項文勤,趙衛娟,等.廢舊鋰離子電池電解液回收研究[J].浙江化工,2018,49(8):12-15,19.ZHANG Y Y, XIANG W Q, ZHAO W J, et al. Research situation of waste lithium-ion battery electrolyte recycling[J]. Zhejiang Chemical Industry,2018,49(8):12-15,19.
[64]LI S, ZHANG S Q, SHEN L, et al. Progress and perspective of ceramic/polymer composite solid electrolytes for lithium batteries[J].Advanced Science,2020,7(5):1903088.