輕量化技術(shù)在汽車(chē)上的應(yīng)用
2022-09-01 06:21:20于子秋張?zhí)K偉
汽車(chē)工藝師 2022年8期
關(guān)鍵詞:工藝
于子秋,張?zhí)K偉
北京汽車(chē)研究院 北京 100300
隨著汽車(chē)輕量化技術(shù)的應(yīng)用深入展開(kāi),鋁合金連接技術(shù)已成為白車(chē)身減重降本的必要手段。鋁合金超輕型高強(qiáng)度材料的應(yīng)用既增加了車(chē)身強(qiáng)度,又減少了車(chē)身零部件的數(shù)量。因此,鋁合金結(jié)構(gòu)在車(chē)身設(shè)計(jì)上應(yīng)用已成為汽車(chē)工程師設(shè)計(jì)時(shí)首選。
鋁合金作為汽車(chē)輕量化的主要材料,具有以下優(yōu)點(diǎn):
1)環(huán)保節(jié)能,無(wú)污染。
2)擠壓產(chǎn)品強(qiáng)度高,尺寸精度高。
3)可以實(shí)現(xiàn)相同和不同材料的連接。
4)材料利用率高,生產(chǎn)效率高。
5)鋁結(jié)構(gòu)組件少,鋁比鋼材料輕。
鋼與鋁合金連接工藝對(duì)比見(jiàn)表1。
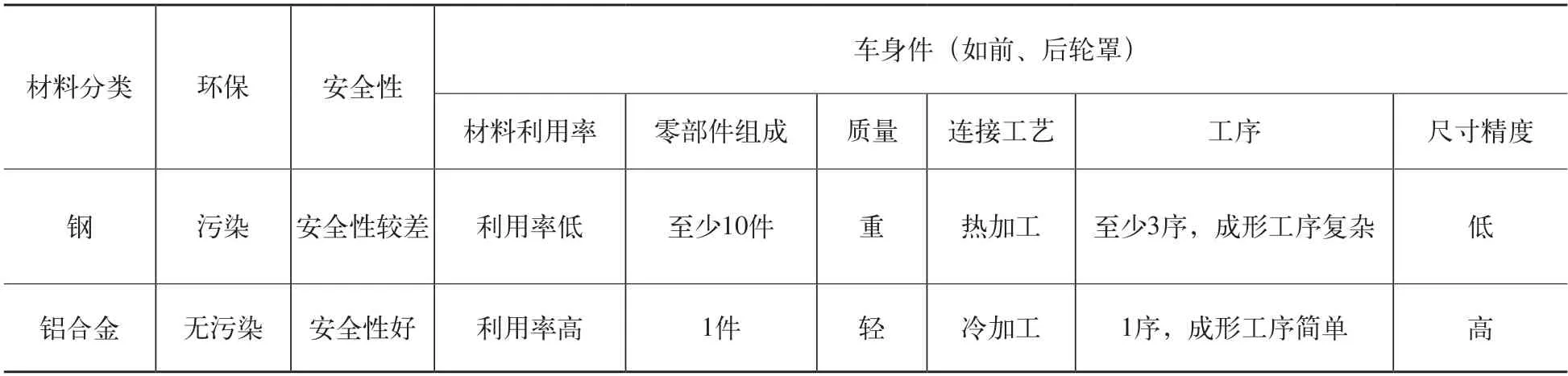
表1 鋼與鋁合金連接工藝對(duì)比
鋁合金連接工藝
鋁合金連接常見(jiàn)的冷連接有三種工藝:無(wú)鉚連接(TOX)、自沖鉚(SPR)和熱熔流鉆工藝(FDS);熱連接工藝有MIG焊接和點(diǎn)焊(本文主要分析MIG焊接)。
1.無(wú)鉚連接
在沖壓過(guò)程中,依據(jù)板件本身材料的擠壓塑性變形,使兩個(gè)板件在擠壓處形成一個(gè)互相鑲嵌的圓形連接,這就是無(wú)鉚連接。無(wú)鉚連接的成形共分6個(gè)階段,如圖1所示:A初壓入,B擠壓,C形成上部輪廓,D充滿(mǎn)環(huán)形空間,E凸模側(cè)的板件材料向側(cè)面移動(dòng),F(xiàn)形成TOX連接圓點(diǎn)。
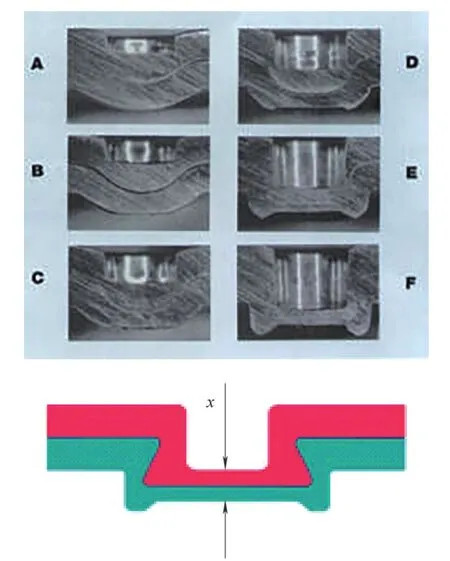
圖1 無(wú)鉚連接的成形
2.熱熔流鉆擰緊工藝
FDS是一種通過(guò)設(shè)備中心擰緊軸將電動(dòng)機(jī)高速旋轉(zhuǎn)傳導(dǎo)到連接板料摩擦生熱產(chǎn)生塑性形變后,自攻絲并焊接的冷成形工藝,此工藝為單面連接技術(shù)。熱熔流鉆擰緊工藝分4個(gè)階段,如圖2所示。
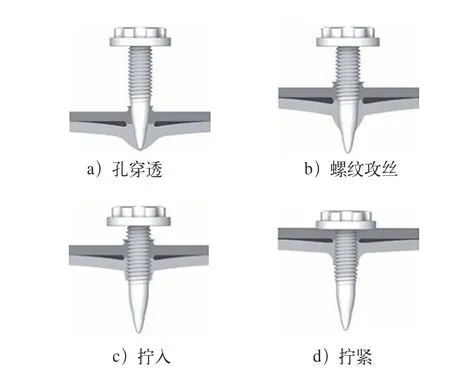
圖2 熱熔留鉆擰緊工藝
3.自沖鉚連接
通過(guò)將鉚釘穿透上層材料(中間材料),鉚釘腿部的中空結(jié)構(gòu)在鉚模的作用下,向下層材料擴(kuò)張并刺入底層材料,但不會(huì)對(duì)下層進(jìn)行沖裁,最后鉚釘與上(中)下層板材之間形成機(jī)械互鎖結(jié)構(gòu)的連接過(guò)程。自沖鉚連接形成分6個(gè)階段,如圖3所示。
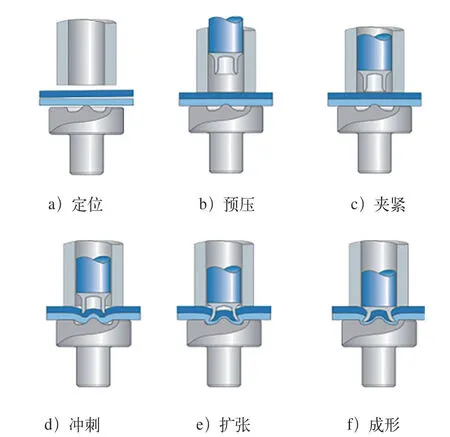
圖3 自沖鉚連接
4.鋁合金MIG焊接原理
MIG全稱(chēng)Metal inter Gas Arc Welding,使用99.99%的氬氣對(duì)焊接部分覆蓋,使焊道不被空氣中的氧氣氧化,在焊接區(qū)域集中較大電流,焊接區(qū)迅速熱集中,使兩個(gè)部件通過(guò)焊絲熔接。鋁合金MIG焊接一般采用直流反接技術(shù),即產(chǎn)品部件接負(fù)極,焊絲接正極。直流反接主要可以起到去除鋁合金表面氧化膜作用,這種現(xiàn)象稱(chēng)為“陰極破碎”。
試驗(yàn)內(nèi)容和方法
1.無(wú)鉚連接試驗(yàn)
分為7組,采用冷軋薄鋼板與冷軋薄鋼板連接、鋁合金與鋁合金連接、鋁合金與冷軋薄鋼板連接試驗(yàn),進(jìn)行相同料厚和不同料厚的剪切試驗(yàn)。
熱熔流鉆擰緊做9組試驗(yàn),采用冷軋薄鋼板與鋁合金連接、鋁合金與鋁合金連接、冷軋薄鋼板與鑄鋁合金連接,每組剪切試驗(yàn)做3次。
自沖鉚連接剪切試驗(yàn)采用5組試驗(yàn),采用冷軋薄鋼板與鋁合金連接、鋁合金與鋁合金連接,每組剪切試驗(yàn)做3次;自沖鉚連接冷軋薄鋼板與鋁合金連接、鋁合金與鋁合金連接,金相試驗(yàn)做6組,每組做一次。
2.無(wú)鉚連接剪切試驗(yàn)
采用以上組合連接,剪切試驗(yàn)結(jié)果見(jiàn)表2。

表2 TOX剪切試驗(yàn)數(shù)據(jù)
試驗(yàn)結(jié)果說(shuō)明:
1)鋼板和鋼板無(wú)鉚連接比鋁合金與鋁合金連接、鋁合金鋼連接剪切力大90%。
2)無(wú)論鋼板和鋼板無(wú)鉚連接還是鋁板和鋁板無(wú)鉚連接,隨著上層料厚的增加,剪切力增大;隨著下層料厚的增加,剪切力在減小。
3.熱熔流鉆試驗(yàn)
采取高強(qiáng)鋼HC340/590DP和鋁合金6063以及高強(qiáng)鋼HC340/590DP和鑄鋁合金AlSi10MnMg,鋁合金5182和鋁合金6063分別做開(kāi)孔、不開(kāi)孔連接方式各做三次試驗(yàn),并對(duì)樣件進(jìn)行剪切試驗(yàn),剪切試驗(yàn)結(jié)果見(jiàn)表3 。
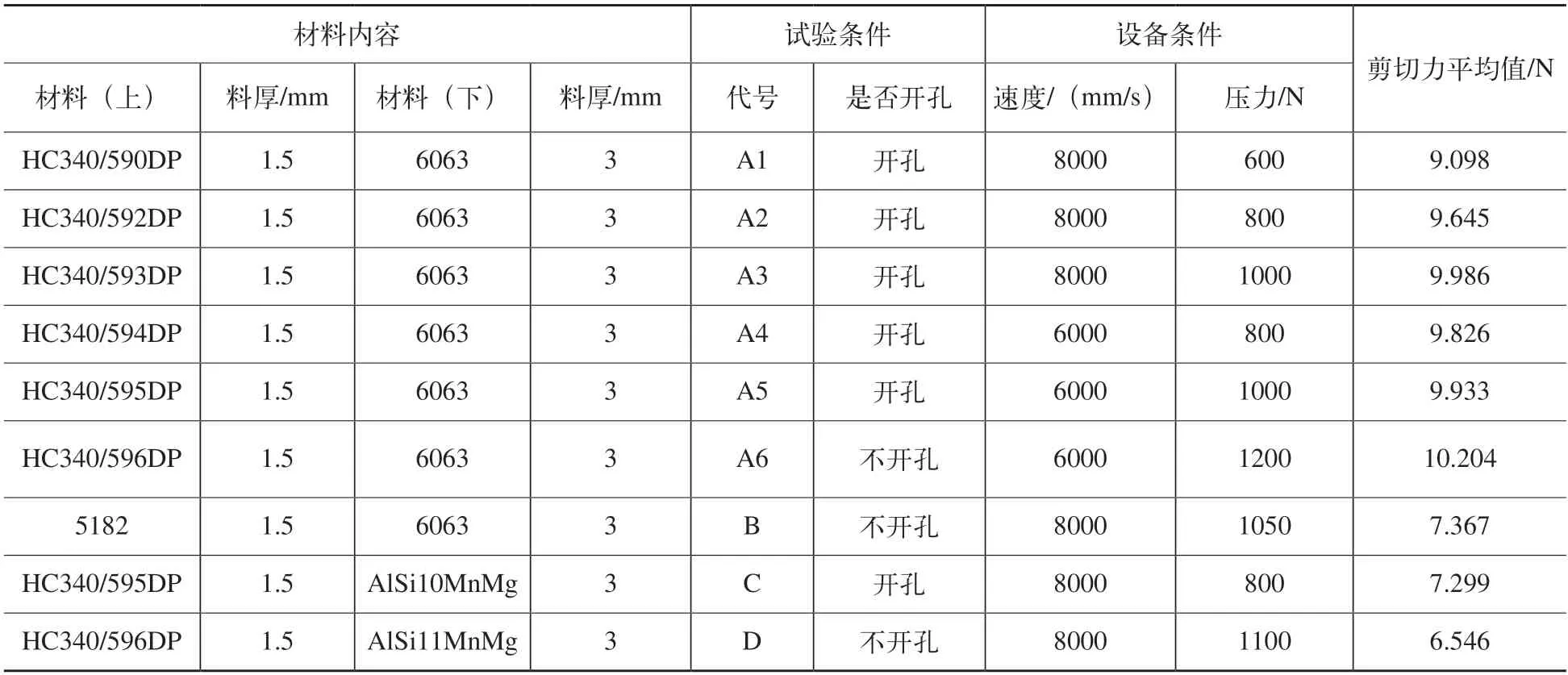
表3 FDS剪切試驗(yàn)數(shù)據(jù)
試驗(yàn)結(jié)果說(shuō)明:
1)高強(qiáng)鋼和鋁合金熱熔流鉆連接比鋁合金和鋁合金連接以及鋼和鑄鋁連接剪切強(qiáng)度大。
2)高強(qiáng)鋼和鋁合金熱熔流鉆連接時(shí),剪切強(qiáng)度不因速度增加而增大,即剪切強(qiáng)度因速度影響不大。
3)高強(qiáng)鋼和鋁合金熱熔流鉆預(yù)開(kāi)孔和不預(yù)開(kāi)孔按對(duì)剪切強(qiáng)度影響不大。
4)高強(qiáng)鋼和鑄鋁連接時(shí),剪切強(qiáng)度受板材預(yù)開(kāi)孔影響比鋼鋁熱熔流鉆大。
鋁合金FDS在車(chē)身上應(yīng)用如圖4所示。前縱梁鋁板擠壓件與鑄鋁前輪罩FDS連接如圖5所示。FDS連接對(duì)鋁板和鋼板的搭接面尺寸要求都是很?chē)?yán)格的,配合面超過(guò)0.5mm,連接后位置公差開(kāi)始加大,影響組成件的裝配。在這種情況下,必須加強(qiáng)對(duì)鋁板以及相配合的零件尺寸的控制。
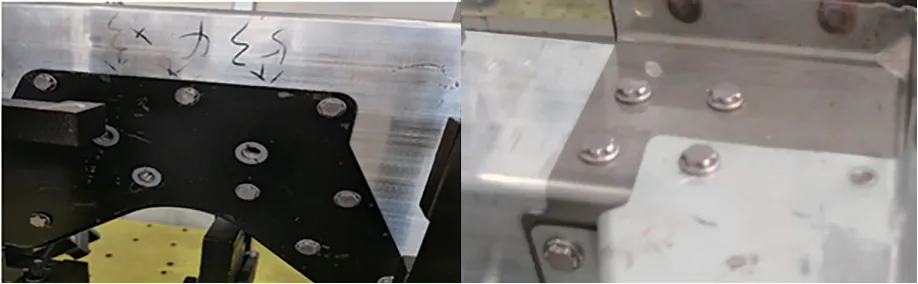
圖4 前縱梁FDS連接實(shí)例
圖5中,由于前輪罩與前縱梁搭接面相對(duì)標(biāo)準(zhǔn)值公差±0.5mm,實(shí)際偏差為1mm,超差0.5mm,即前輪罩和前縱梁間隙1mm,裝配連接后造成前輪罩上端定位偏差了2mm,影響了前縱梁總成的精度及前輪罩與前圍的搭接間隙。經(jīng)過(guò)對(duì)前輪罩尺寸精度的提升,消除了與縱梁的間隙,前輪罩定位孔不再超差,滿(mǎn)足了裝配要求。
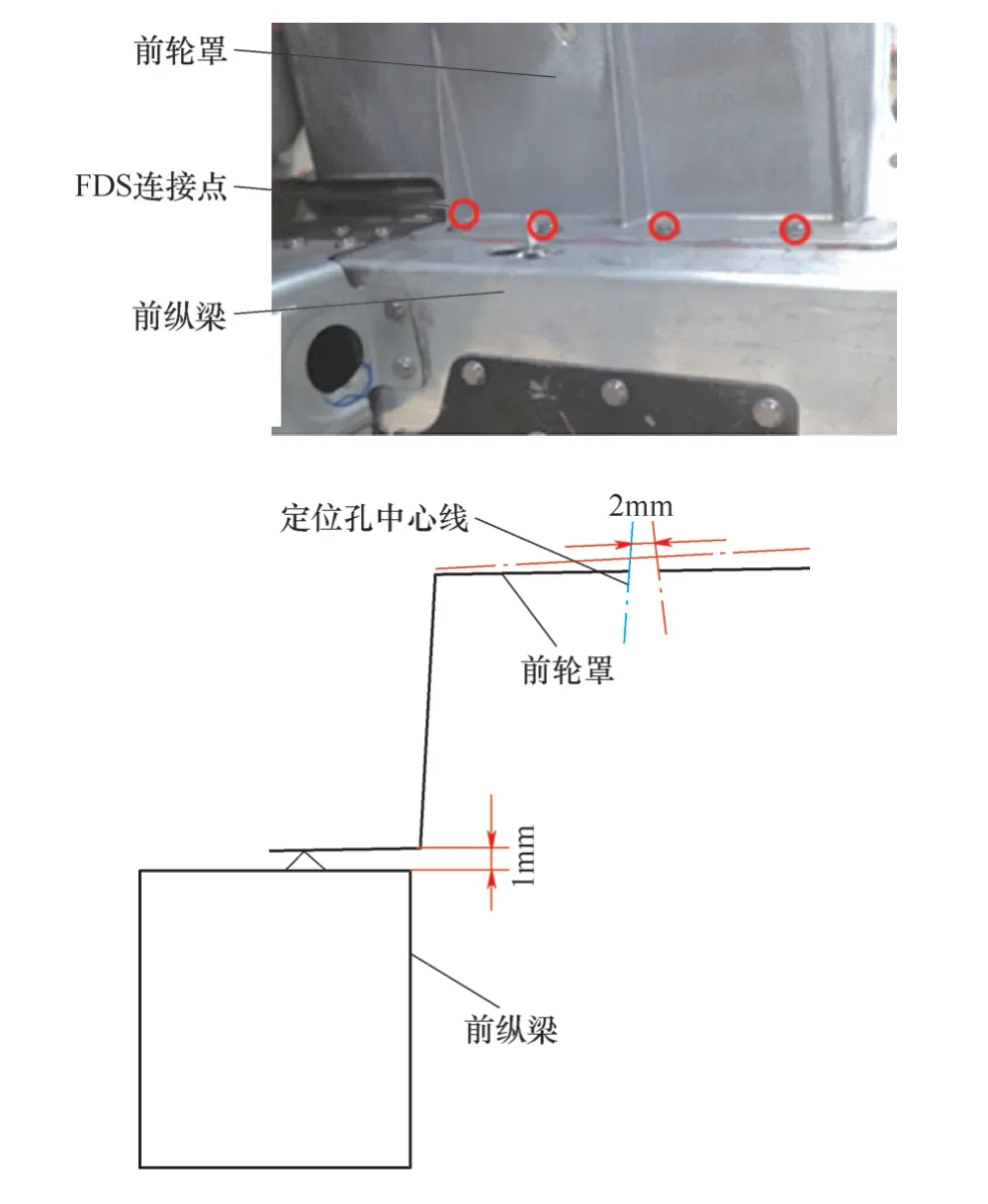
圖5 前輪罩定位孔超差圖解
4.自沖鉚連接試驗(yàn)方法
選取鋼板HC260Y厚度1.6mm和鋁合金板材5182厚度1.5mm,壓力35kN,沖鉚速度80mm/s,鉚接3次;然后選取鋁合金板材5182厚度1.5mm和鋁合金板材5182厚度1.5mm,在鉚接壓力、速度變化各做3次鉚接,并做剪切試驗(yàn)。試驗(yàn)結(jié)果見(jiàn)表4。
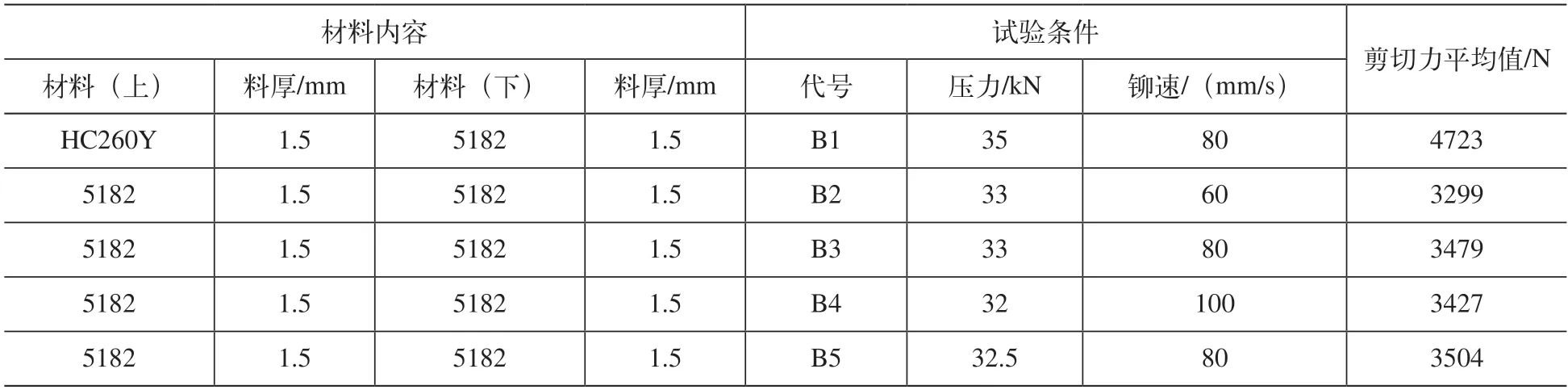
表4 SPR剪切試驗(yàn)數(shù)據(jù)
試驗(yàn)結(jié)果說(shuō)明:
1)試驗(yàn)中顯示,鋼鋁自沖鉚連接和鋁鋁自沖鉚連接相比,剪切力大30% 。
2)鋁合金與鋁合金鉚接試驗(yàn)時(shí),剪切強(qiáng)度變化不大,不因壓力降低而降低;同時(shí)不因速度增大而增大。
2)鋁合金與鋁合金自沖鉚連接,剪切強(qiáng)度受速度和壓力影響小。
5.SPR金相試驗(yàn)
自沖鉚連接(SPR)冷軋薄鋼板與鋁合金連接、鋁合金與鋁合金連接試驗(yàn),將試驗(yàn)樣件做金相試驗(yàn)分析,分析剖面圖尺寸要求如圖6所示。自沖鉚連接金相試驗(yàn)結(jié)果見(jiàn)表5。

圖6 金相試驗(yàn)剖面示意
試驗(yàn)結(jié)果說(shuō)明:
1)從表5中試驗(yàn)數(shù)據(jù)看出,鋼鋁連接截面尺寸大于鋁鋁連接尺寸,鋼鋁連接強(qiáng)度大于鋁鋁連接強(qiáng)度。
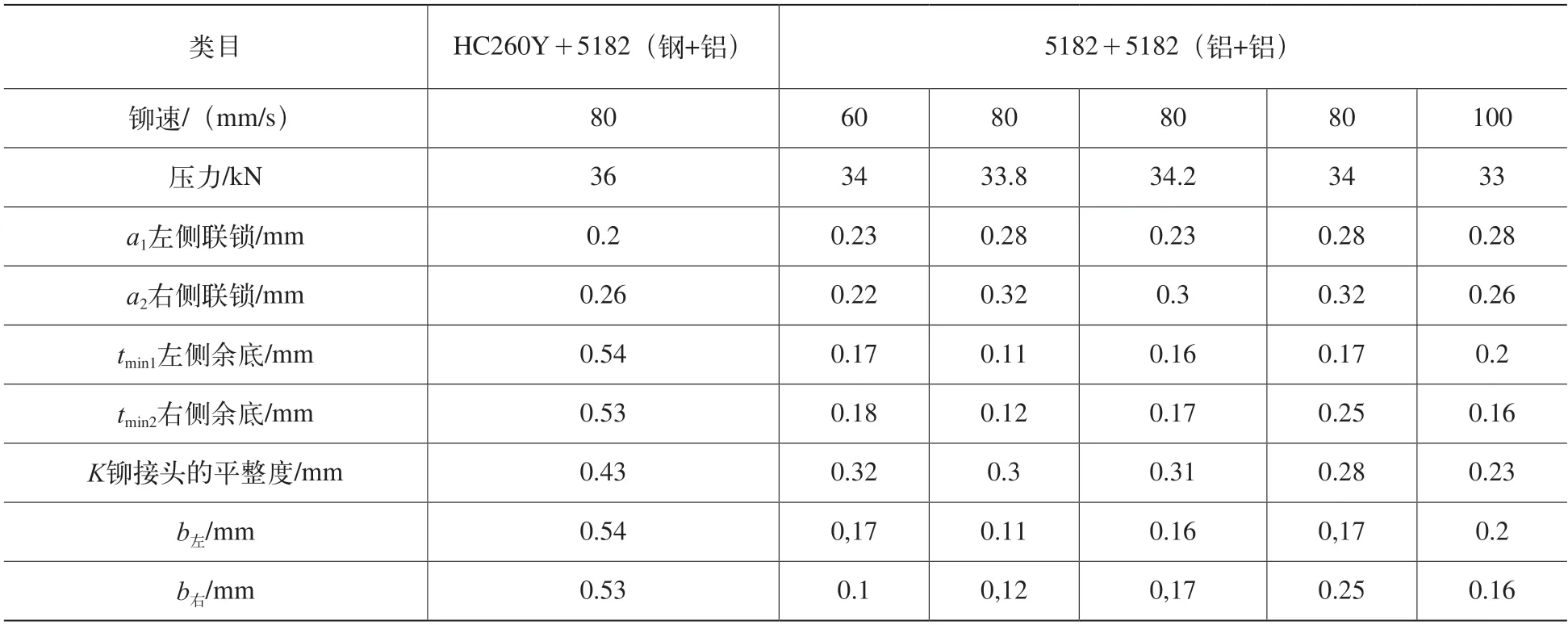
表5 金相試驗(yàn)數(shù)據(jù)
2)鋁鋁連接受設(shè)備運(yùn)行速度的影響很小。
鋁合金SPR連接在車(chē)身上的應(yīng)用如圖7~圖9所示。SPR連接對(duì)搭接面要求很高,一般情況下,間隙超過(guò)0.5mm,連接后位置公差開(kāi)始加大,開(kāi)始影響組成件的裝配。在這種情況下,必須加強(qiáng)對(duì)鋁板以及相配合的鋁件或鋼板件尺寸的控制。

圖7 前輪罩側(cè)板與前輪罩SPR連接

圖8 通風(fēng)室與前輪罩SPR連接

圖9 前圍與前輪罩SPR連接
6.對(duì)比
通過(guò)對(duì)鋼和鋁合金、鋁合金和鋁合金無(wú)鉚連接、熱熔流鉆、自沖鉚連接進(jìn)行對(duì)比,歸納出鋁合金連接與鋼和鋁合金連接強(qiáng)度對(duì)比表,詳見(jiàn)表6。
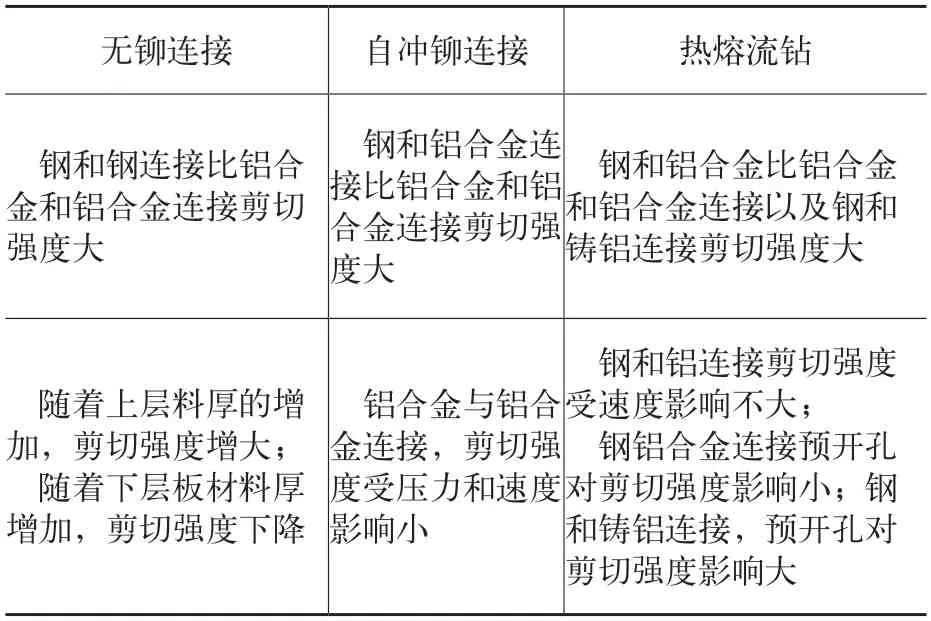
表6 鋁合金連接試驗(yàn)強(qiáng)度對(duì)比
鋁合金MIG焊應(yīng)用
在鋁合金車(chē)身連接中,MIG焊接應(yīng)用很多,如前后防撞梁,前縱梁與前端板等。某項(xiàng)目前防撞梁總成,焊道說(shuō)明如圖10所示,采用擠壓鋁和和鋁板的MIG焊接,焊接參數(shù)見(jiàn)表7。
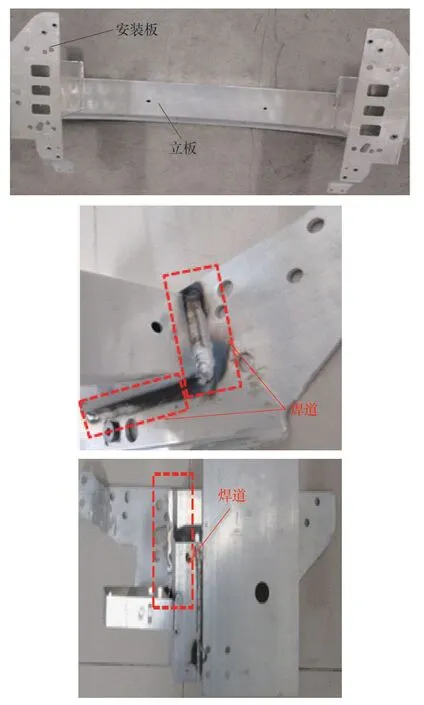
圖10 前防撞梁總成焊道說(shuō)明
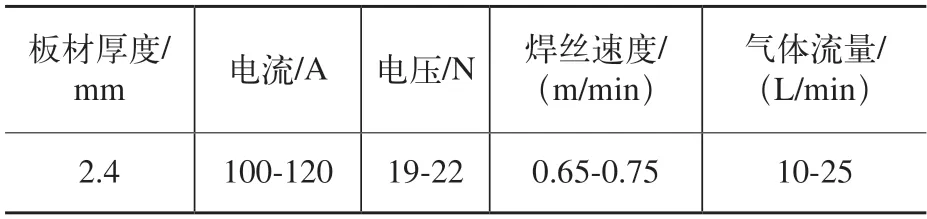
表7 鋁合金MIG焊接參數(shù)
在焊接過(guò)程中,件1防撞梁安裝板與件2立板之間,MIG焊接后,件1平面變形量為1.5~2mm,超差0.5~1mm,件1焊接后平面度要求≤±1mm,針對(duì)這種變形較大情況,對(duì)夾具和焊接順序進(jìn)行了分析,對(duì)定位和焊接順序(見(jiàn)圖11)進(jìn)行了優(yōu)化。優(yōu)化方法如下。
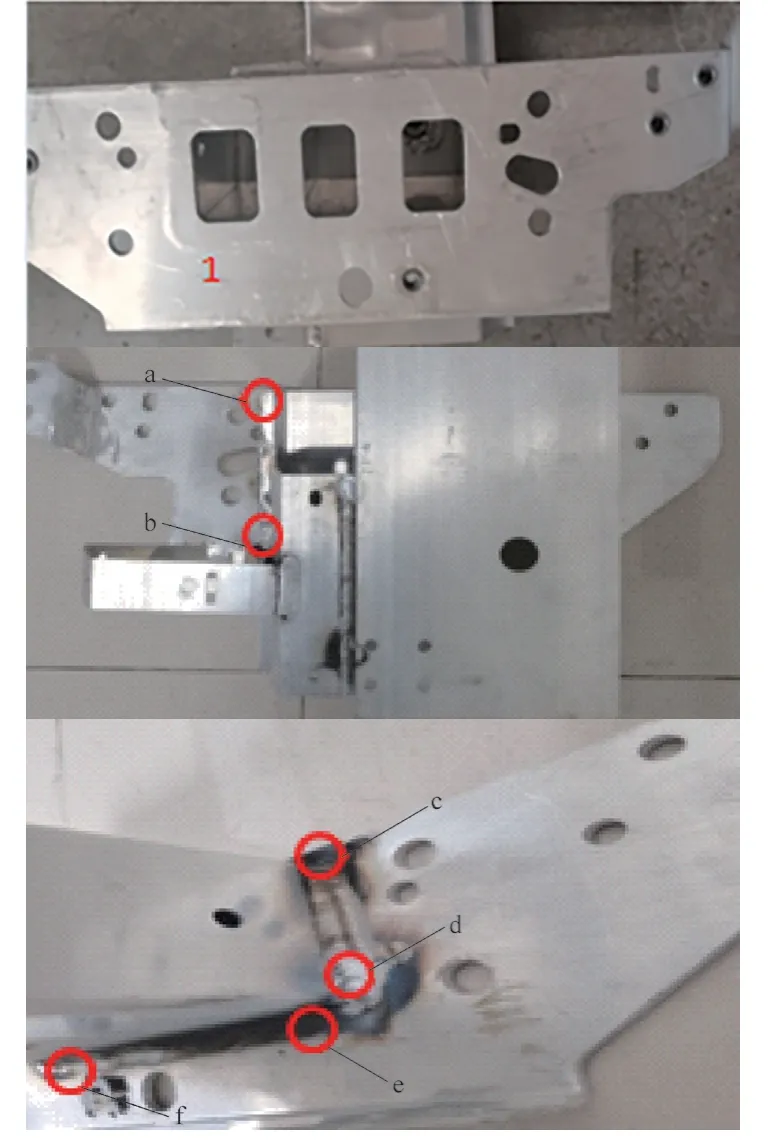
圖11 焊接順序示意
1)首先,焊接四個(gè)角連接部位,如圖11中a、b、c、d、e、f,然后在順次焊接其他部位。
2)如圖12所示,件1中定位點(diǎn)A1、A2、A3更改為右圖中A。定位夾緊面由三個(gè)小面改為一個(gè)大面A,強(qiáng)行控制焊接中的變形。
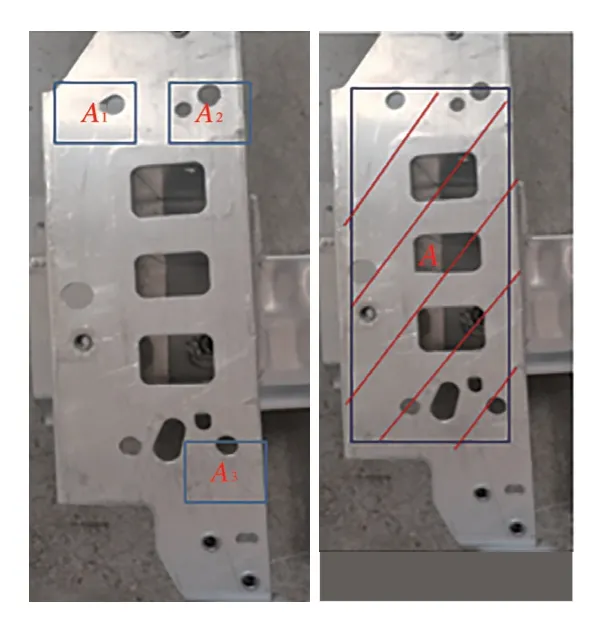
圖12 焊接順序?qū)嵗?/p>
通過(guò)以上方法調(diào)整,對(duì)焊接面變形有效地進(jìn)行了控制,焊接變形控制在0.5~1mm。
鋁合金連接結(jié)論如下:
1)鋼和鋁合金連接(TOX、FDS、SPR)比鋁合金和鋁合金連接剪切強(qiáng)度大。
2)上、下層料厚變化對(duì)無(wú)鉚連接(TOX)拉伸強(qiáng)度影響大。
3)預(yù)開(kāi)孔對(duì)熱熔流鉆(FDS)連接強(qiáng)度影響小。
4)鋁合金MIG焊接焊后變形大,焊接過(guò)程中需要對(duì)零部件尺寸控制和焊接順序調(diào)整。
結(jié)語(yǔ)
通過(guò)鋁合金(含鑄鋁)與鋁合金以及鋼與鋁合金連接工藝試驗(yàn)應(yīng)用研究,拓展了鋁合金連接方面的視野,為汽車(chē)輕量化技術(shù)開(kāi)發(fā)提供了一種解決問(wèn)題的方法。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
