金屬切削過程模擬技術在缸體AF240工序提升刀具壽命的應用
2022-09-01 15:48:36薛飛黃忠黃迪
金屬加工(冷加工) 2022年8期
薛飛,黃忠,黃迪
1.上汽大眾汽車有限公司 上海 201805
2.上海電機學院 上海 201306
1 序言
轎車發動機各零部件對制造精度和生產效率都有非常嚴格的要求,如何在滿足產品質量和效率的前提下降低刀具成本成為重要課題。傳統的刀具降本方法往往憑借操作人員的經驗對現場使用的刀具加工情況進行分析,然后對刀具供應商提出修改意見,重新設計并制造新的試驗刀具,再上機床進行試切。這個過程不僅周期太長,而且專用刀具的試制費用往往很高。
2 問題提出
缸體三線AF240工序采用GROB(格勞博)公司的專用機床,這是用一條輸送線將22個機加工位連接在一起的,如圖1所示。當上一個工位加工結束后,由輸送機構將缸體抬起搬運至下一個工位進行后續加工。機加工位往往采用1個滑臺上布置多個主軸同時加工(見圖2),可以在一次裝夾中同時加工多個孔系,保證各個孔系之間的相互位置。由于多個工位同時加工,每個工位的加工內容各不相同,加工的節拍也有快有慢,有些工位加工結束后仍需等待瓶頸工位加工結束才由輸送機構搬運、輸送工件。因此我們設想在不超過瓶頸工序節拍的前提下,將其他非瓶頸工序的轉速和進給速度降低到最優值,來提高刀具壽命。但1臺專機上有十幾個工位,每個工位又有十幾把鉆頭,如何快速高效地找到最合理的切削參數是問題的關鍵。

圖1 機床布局

圖2 臥式機床結構
此外還要指出的是,所用的麻花鉆都是帶內冷的整體硬質合金涂層麻花鉆,當達到刀具理論壽命后統一替換,由刃磨車間對鉆頭修磨后繼續使用。由于刃磨車間的條件限制和成本限制,所以修磨后的鉆頭不再進行涂層處理,1只鉆頭約修磨7~8次才報廢,也就是說絕大多數時候使用的鉆頭都是沒有涂層的,而設備供應商所設定的切削參數都是針對全新有涂層的刀具。因此實際使用中鉆頭往往過度磨損,造成切削抗力增大,引起加工孔位置度超差,甚至鉆頭折斷。
3 圓錐磨法麻花鉆幾何模型的建立
3.1 麻花鉆基體的建模
在SolidWorks軟件中選擇前視圖平面作為草圖繪制平面,根據刀具修磨圖的尺寸,用直線圓弧命令繪制麻花鉆橫截面的草圖(見圖3)。根據螺旋角和導程的原理可以得到公式

式中,L為導程(mm);D為麻花鉆直徑(mm);θ為麻花鉆外緣處螺旋角(°)[1]。
根據公式(1)計算出鉆頭螺旋槽螺距為60mm,按照計算結果繪制1條螺旋線,再以圖3繪制的麻花鉆橫截面為輪廓,以螺旋線為路徑生成麻花鉆的基體(見圖4)。
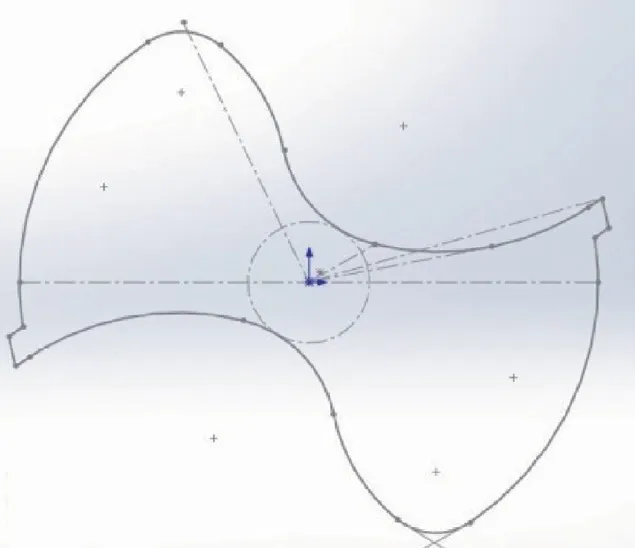
圖3 麻花鉆橫截面草圖
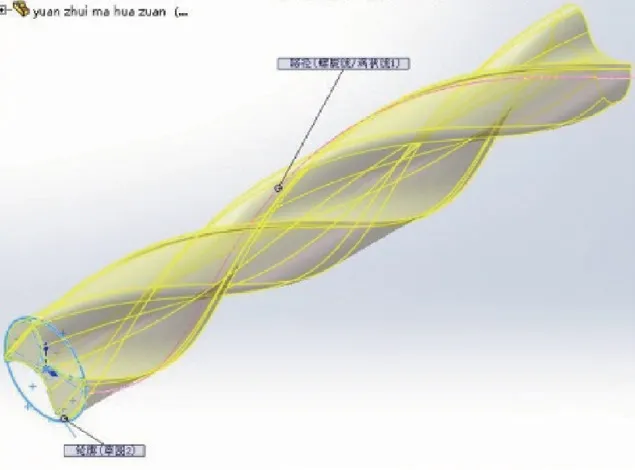
圖4 掃描生成麻花鉆的基體
3.2 麻花鉆后刀面的建模
麻花鉆的后刀面有“平面刃磨法” “圓柱面刃磨法” “圓錐面刃磨法”“螺旋面刃磨法”等多種不同磨法。實際生產中使用的是圓錐面刃磨法,這種刃磨方法切削刃強度高,易于在五軸數控工具磨床上實現[2,3]。
建立1個與麻花鉆軸向平行,到軸心線距離為1/2鉆芯厚度的平面作為繪制圓錐后刀面草圖輪廓的基準面(見圖5),再旋轉草圖生成圓錐面(見圖6),并以此圓錐面切除麻花鉆基體上的多余部分,得到麻花鉆后刀面(見圖7),最后繞麻花鉆軸心線圓周陣列,得到另一個后刀面。
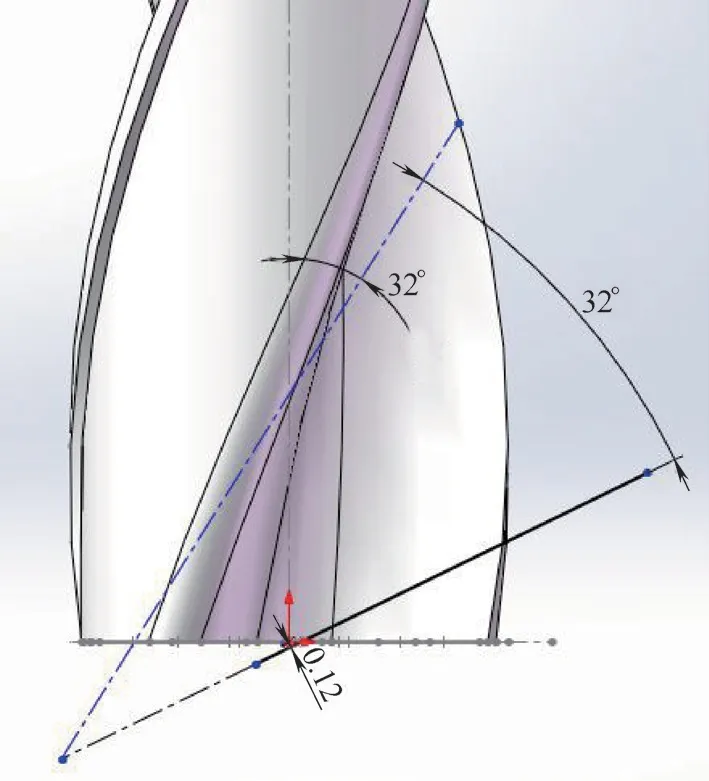
圖5 圓錐草圖
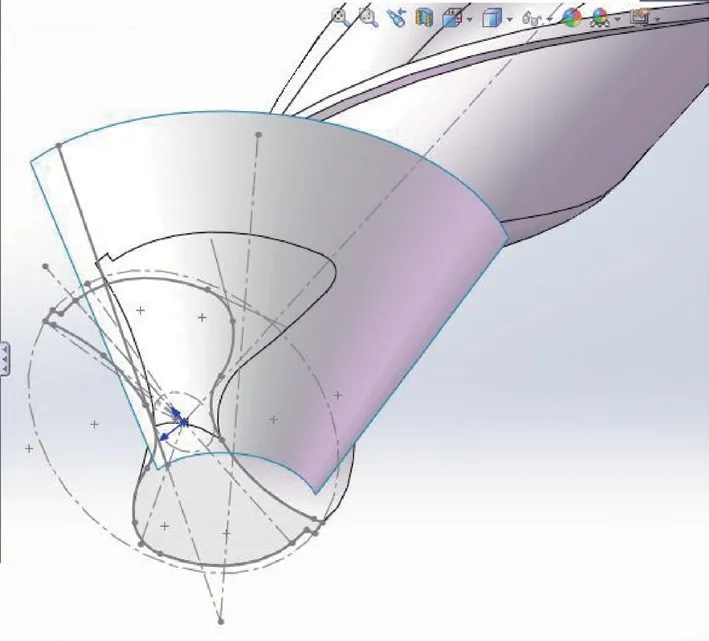
圖6 旋轉產生圓錐面

圖7 麻花鉆后刀面
3.3 橫刃的建模
標準麻花鉆的橫刃處是60°的負前角,同時橫刃處于靠近鉆芯部分,線速度幾乎為零,是切削過程中最惡劣的地方。修磨橫刃不僅要縮短橫刃長度,而且要增大橫刃處的前角,同時還要磨削尾根棱處,增大鉆頭切削部分的容屑空間,以提高鉆頭尾根棱處的強度。
按磨削橫刃處矩形砂輪位置繪制草圖(見圖8),將橫刃和尾根棱處切除,至此麻花鉆建模完成,如圖9所示。
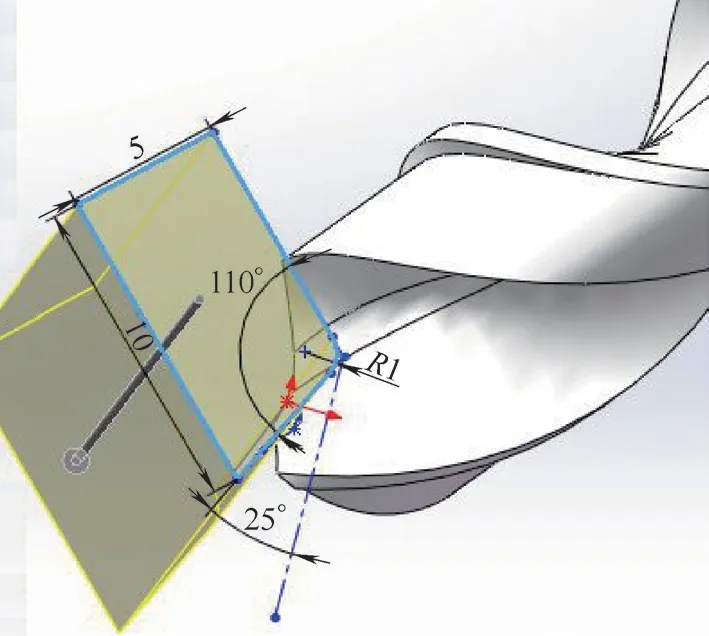
圖8 橫刃處草圖
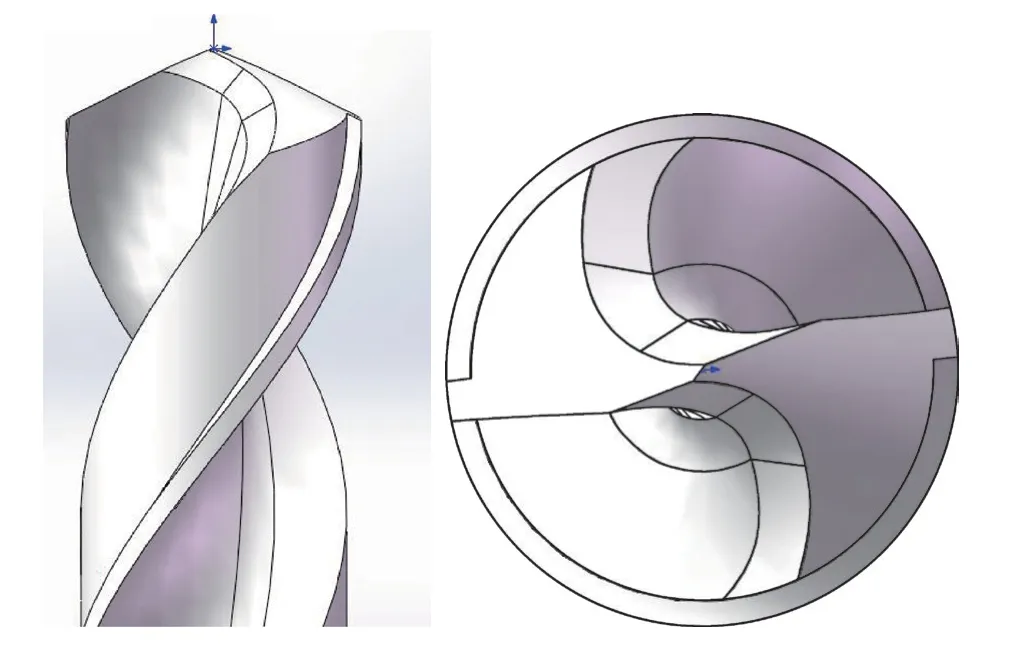
圖9 完成建模的麻花鉆
4 鉆削過程的仿真
金屬切削的本質是通過刀具的擠壓使金屬表面產生擠壓剪切的一種大應變、高應變率的復雜熱力耦合過程。DEFORM-3D V 11.0軟件是主要用于金屬塑性加工的工藝仿真軟件,這款軟件帶有專用切削模塊,提供鉆、車、銑、鏜及攻螺紋等多種加工工藝,操作簡便,并帶有多種初始變量和材料庫的默認參數。強大的網格自適應劃分功能針對剪切區有較好的分析能力,這個特點在大應變的金屬切削過程中可保證模擬結果的真實可靠[4]。
進入3D切削專用模塊,選擇公制單位,選擇鉆削的工藝模塊。設定鉆削的線速度單位為m/min,進給率單位為mm/s,并設定初始變量和物理條件(見圖10)。

圖10 設定仿真工藝參數
導入鉆頭模型,注意目前DEFORM-3D軟件不支持文件路徑中含有中文字符。
DEFORM-3D界面的坐標系會繼承之前建模軟件的坐標系,如果導入DEFORM-3D后發現位置不對,也可通過旋轉、偏移等方式做適當調整(見圖11)。一般選擇鉆頭朝向Z軸負方向。
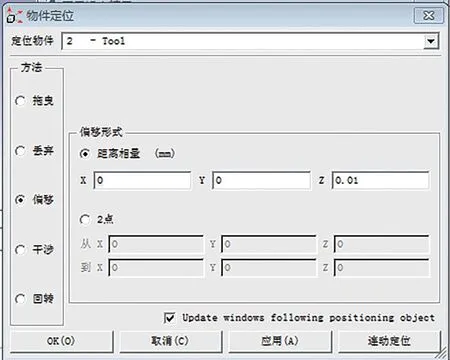
圖11 調整刀具位置對話框
選擇刀具材料,軟件不僅提供了高速鋼、金剛石及硬質合金等刀具基體材質,還提供了多種刀具涂層的材質。結合實際生產情況,刀具材料選用無涂層的WC硬質合金。
對刀具模型進行網格劃分(見圖12),并自動生成刀具與外界溫度交換的邊界條件。這里需要注意網格大小不能超過每齒進給量的40%,網格越小仿真結構越精確,但是求解運算過程的耗時會明顯增加。由于不考慮刀具的變形,因此刀具的網格數量可以相對較少,以提高求解運算的速度。
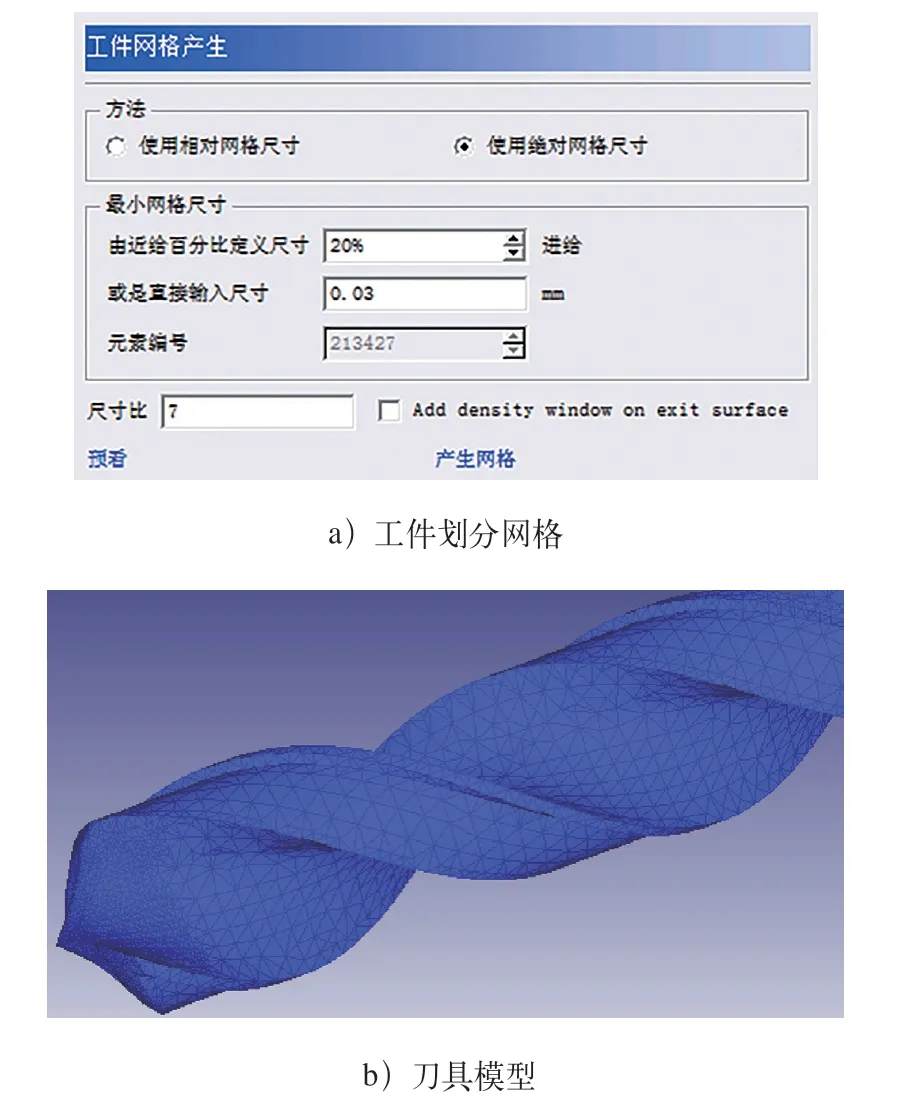
圖12 刀具模型網格劃分
對生成網格的工件進行邊界條件設定,只對圓柱表面添加x、y和z3個方向的固定約束即可(見圖13)。如果不固定,工件會自由擺動,鉆頭不能鉆進工件,如果對所有表面進行固定,則鉆頭無法產生切屑。
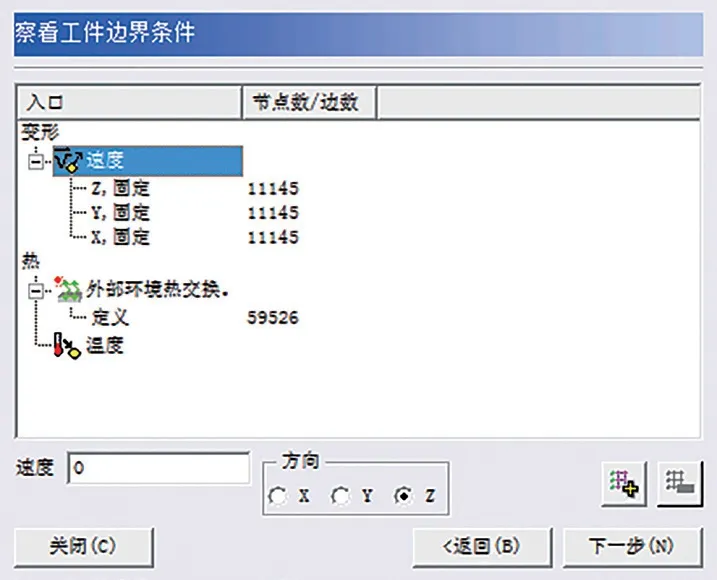
圖13 設定工件邊界條件
設定工件模型,將刀具設定為塑性體。因為在切削過程中彈性變形相對影響較小,可以忽略不計。根據鉆頭直徑和鉆孔深度設置工件尺寸。
設置材料的流動應力參數曲線,設置楊氏模量、泊松比、熱膨脹系數及比熱容等參數(見圖14),設定鉆削行程和模擬步數,并進行求解運算(見圖15)。
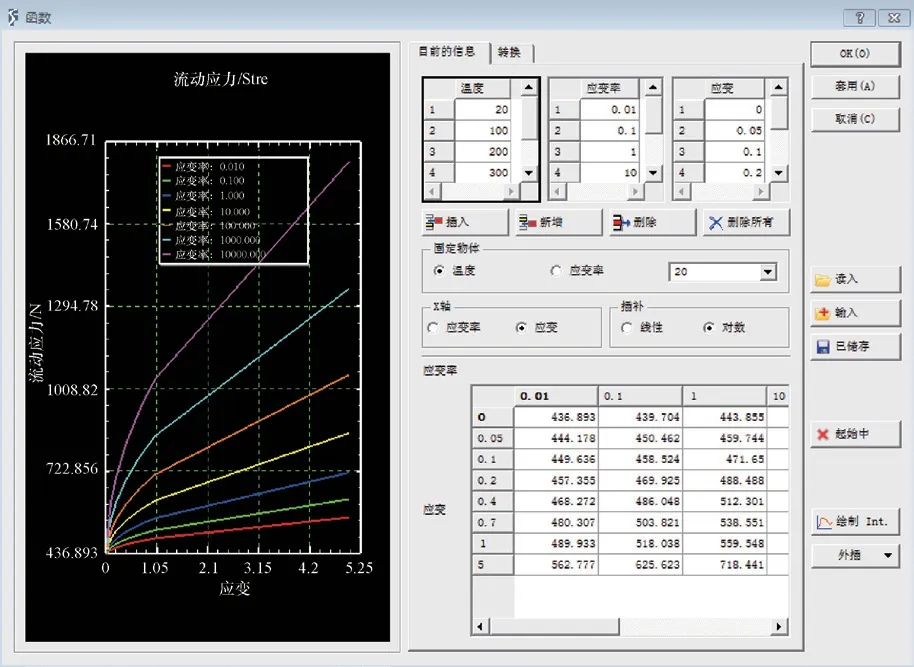
圖14 設定流動應力參數
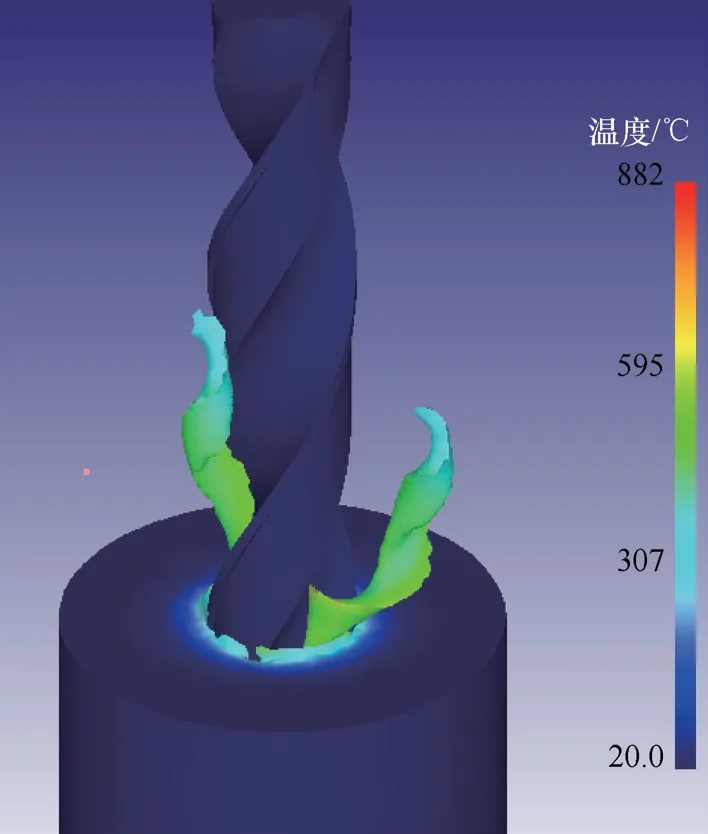
圖15 求解運算結果
5 分析
以鉆缸體主油道的整體硬質合金深孔鉆為例,根據該工位節拍17.01s,瓶頸工序節拍23.5s,最慢可以將節拍放慢為400mm/min,參考刀具樣本上推薦切削參數范圍,分成若干組(見表1)進行相同進給速度、不同的切削速度和轉速的試驗,用控制變量法對加工過程中的軸向抗力和溫度進行分析。
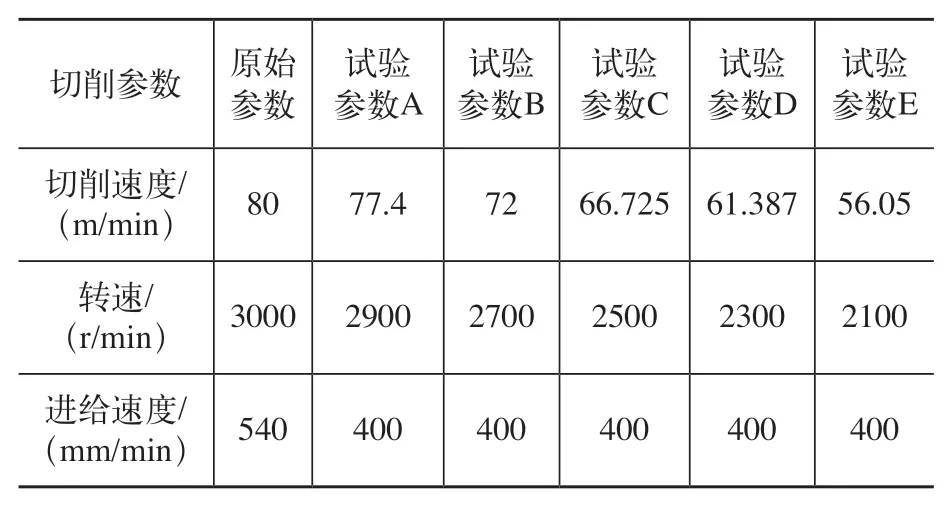
表1 不同切削參數的試驗
A組參數(最大數值)和E組參數(最小數值)模擬出前刀面上的溫度分布云圖對比如圖16所示。傳統加工經驗往往認為,鉆削過程中溫度最高部位應該是在鉆頭的外緣部分。因為相同的轉速下鉆頭的外緣部分線速度最高,而切削速度又是切削三要素中對溫度影響最大的因素。但在溫度分布云圖上觀察到,鉆削溫度最高的點是在離開鉆頭外緣部一定距離的部分(見圖16中發紅的部位),這是由于鉆頭的外緣部和孔壁接觸散熱較快。
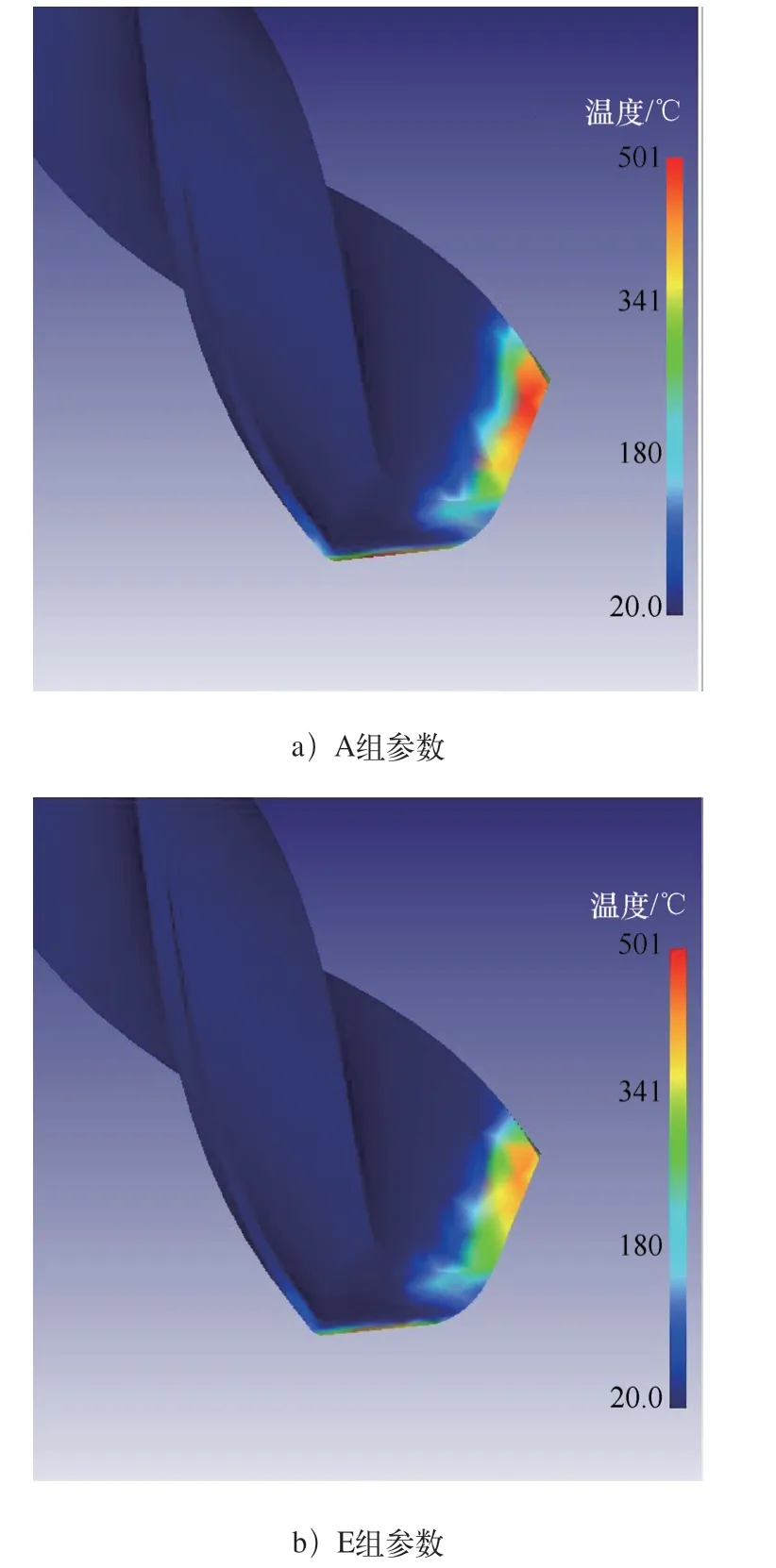
圖16 A、E組參數模擬前刀面溫度分布云圖
鉆頭橫刃部分溫度相差不大,這是由于橫刃部分回轉直徑很小,不同轉速下橫刃部分切削速度幾乎為零,相差不大,因此溫度變化也不大。
A組參數和E組參數軸向抗力的變化曲線如圖17所示,其中有些過大值是由于網格重新劃分時的突變,可以忽略不計。隨著鉆尖的逐漸切入,鉆頭軸向抗力逐漸趨于平穩。A組參數至E組參數的平均軸向抗力逐漸增大。限制切削力的因素有設備剛性、進給機構的強度、主軸的功率和刀具的強度等,考慮到不希望試驗參數的軸向抗力大于原始參數,并且希望切削溫度最低這兩方面因素,D組參數為最優參數。經過實際試切,并跟蹤鉆頭后刀面的磨損情況(見圖18),實際磨損與仿真的參數接近,證明了仿真系統的可靠性。
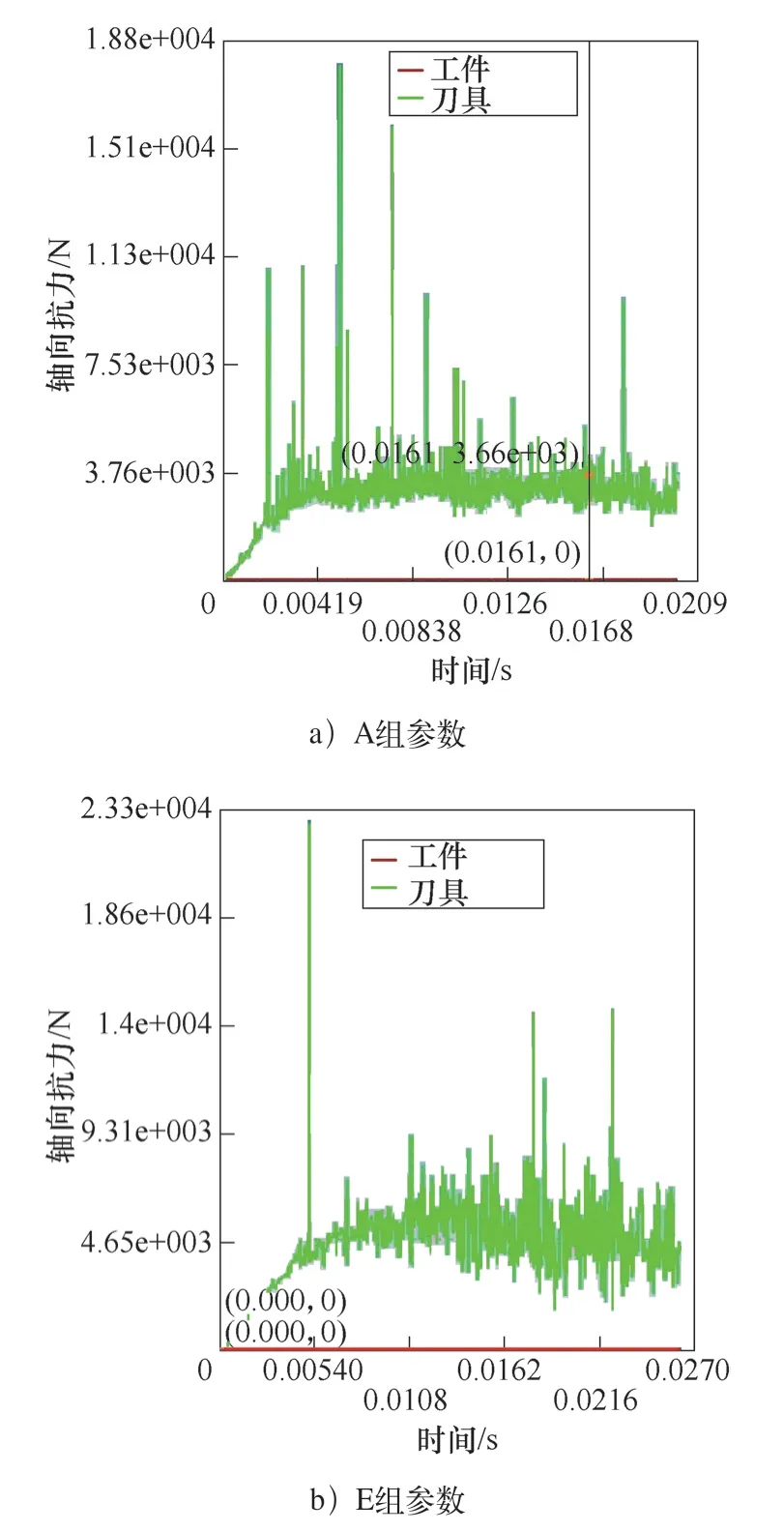
圖17 A、E組參數軸向抗力的變化曲線

圖18 深孔鉆后刀面實際磨損情況
6 結束語
通過計算機輔助設計軟件對實際生產中使用的整體硬質合金深孔鉆建模,并用有限元分析軟件對不同組的切削參數模擬分析,并結合傳統金屬切削經驗,為生產現場優化刀具切削參數提供了一定的參考依據。