大型儲(chǔ)罐壁板整體修復(fù)方法
2022-09-02 09:20:40袁洋王成
化工機(jī)械 2022年4期
袁 洋 王 成
(中國(guó)石油天然氣管道工程有限公司)
根據(jù)SY/T 5921—2017《立式圓筒形鋼制焊接油罐操作維護(hù)修理規(guī)范》的要求,油罐的修理周期一般為6~9年, 新建油罐第一次修理周期不宜超過(guò)10年[1]。目前,我國(guó)大型儲(chǔ)罐多已進(jìn)入大修周期。 按我國(guó)儲(chǔ)罐設(shè)計(jì)和施工規(guī)范,罐壁焊縫的檢測(cè)采用抽檢的方法, 即根據(jù)壁板厚度的不同,從每條焊縫中任取1個(gè)或2個(gè)300 mm進(jìn)行射線檢測(cè)。為保證油罐的安全運(yùn)行,部分油罐在儲(chǔ)罐修理過(guò)程中會(huì)增加對(duì)儲(chǔ)罐壁板焊縫的檢測(cè)比例。 因此,需制定一種大比例焊縫修復(fù)方法。
1 缺陷定位
儲(chǔ)罐焊縫缺陷主要包括裂紋、夾渣、氣孔、未焊透、錯(cuò)邊、角變形及咬邊等。 其中,裂紋、夾渣、氣孔的定位使用檢測(cè)單位簽發(fā)的修復(fù)返修單進(jìn)行現(xiàn)場(chǎng)定位,必要時(shí)使用超聲波進(jìn)行定位。 根據(jù)無(wú)損檢測(cè)結(jié)果可知, 未焊透缺陷形成的原因,大多是因?yàn)榍甯粡氐祝淙毕葜饕诠迌?nèi)側(cè)焊縫根部。
2 缺陷清除及修復(fù)
儲(chǔ)罐焊縫修復(fù)的原則是在變形和焊縫外觀可接受的范圍內(nèi),盡量少焊接。 壁板焊縫修復(fù)按照從下到上,先短后長(zhǎng)的順序進(jìn)行修復(fù)。 先修復(fù)第一圈的立縫,再修復(fù)第二圈的立縫,然后修復(fù)第一圈環(huán)縫,最后立縫和環(huán)縫交替修復(fù)。
對(duì)于環(huán)焊縫的修復(fù),安排偶數(shù)組人員對(duì)稱在焊縫環(huán)向均布,沿同一方向進(jìn)行修復(fù)。 連續(xù)修復(fù)的焊縫,原則上按照500 mm均勻等分間隔修復(fù)方法進(jìn)行施工,某些特殊部位,按照現(xiàn)場(chǎng)實(shí)際情況具體確定。 從儲(chǔ)罐內(nèi)部開(kāi)始進(jìn)行缺陷的清除和修復(fù)。
對(duì)于氣孔、條形缺陷及裂紋等的修復(fù),按照檢測(cè)單位簽發(fā)的返修單,對(duì)單片修復(fù)長(zhǎng)度不超過(guò)100 mm的缺陷,可以不采取防變形固定措施。 修復(fù)缺陷長(zhǎng)度超過(guò)100 mm的,需要單片(RT單片有效長(zhǎng)度300 mm)修復(fù)的部位在焊縫打開(kāi)前應(yīng)加弧板進(jìn)行固定防止儲(chǔ)罐變形。
儲(chǔ)罐修復(fù)焊接時(shí)應(yīng)采用小線能量(線能量控制在25 kJ/cm以下)、小電流(對(duì)于φ3.2 mm焊條,電流控制在100~120 A;對(duì)于φ4.0 mm焊條,電流控制在130~160 A)的焊接工藝。
3 防變形措施
焊縫進(jìn)行點(diǎn)返修或者返修長(zhǎng)度小于100 mm,且壁板厚度不小于12 mm時(shí), 可不增加防變形措施,直接進(jìn)行缺陷清除和焊接。 當(dāng)壁板厚度小于12 mm時(shí),焊接前,在焊接背面距焊接位置80 mm內(nèi)增加弧板,弧板厚度δ=12 mm,長(zhǎng)700 mm,環(huán)縫設(shè)置豎向弧板,縱縫設(shè)置橫向弧板。
對(duì)于連續(xù)返修的縱焊縫,在焊接前,焊接背面間隔500 mm設(shè)置橫向弧板,弧板長(zhǎng)700 mm,壁板厚度不大于12 mm時(shí)使用δ=12 mm的弧板,同時(shí)在焊接側(cè)增設(shè)與焊縫同長(zhǎng)的豎向弧板 (圖1),厚度δ=12 mm;對(duì)于壁板厚度大于12 mm的壁板,使用δ=20 mm的弧板,不增加豎向弧板。
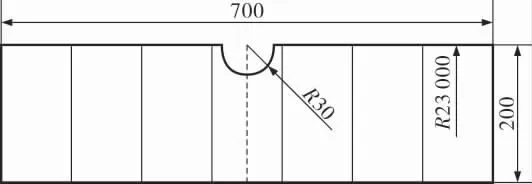
圖1 豎向弧板示意圖
對(duì)于連續(xù)返修的環(huán)焊縫分薄板和厚板兩種情況。
第1種情況,壁板厚度小于12 mm。
儲(chǔ)罐壁板較薄, 焊接過(guò)程中容易產(chǎn)生變形,焊縫修復(fù)前, 使用整圈脹圈對(duì)焊接位置進(jìn)行加固。在修復(fù)焊縫的部位上側(cè)50~80 mm位置使用倒鏈和刀把板固定I18的脹圈(圖2),脹圈單根長(zhǎng)度6 m,兩端用千斤頂脹緊,脹圈的曲率半徑應(yīng)與罐壁板曲率半徑一致。

圖2 脹圈安裝示意圖
脹圈在廠區(qū)外用滾板機(jī)加工而成,使用2 m長(zhǎng)的弧度樣板進(jìn)行檢查,間隙允許范圍如圖3所示。
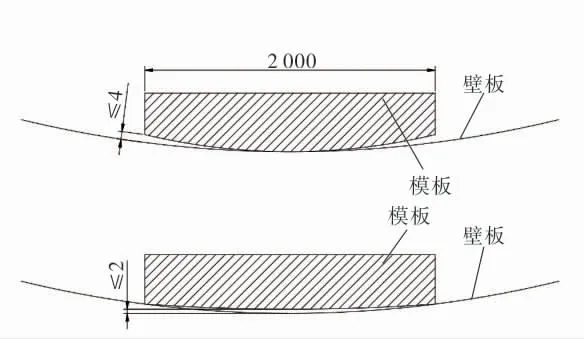
圖3 脹圈允許間隙示意圖
當(dāng)壁板厚度不大于8 mm, 且缺陷比例大于70%時(shí), 采用上述修復(fù)方法無(wú)法很好地控制壁板變形。 根據(jù)GB 50341—2014《立式圓筒形鋼制焊接油罐設(shè)計(jì)規(guī)范》的要求,當(dāng)壁板厚度小于或等于10 mm時(shí),射線檢測(cè)部位的25%應(yīng)位于T字縫處[2]。 因此,當(dāng)焊縫缺陷比例大于70%時(shí),不需要修復(fù)的部位多位于T字焊縫處, 針對(duì)此類情況可采用整圈焊縫修復(fù)工藝,其優(yōu)點(diǎn)是修復(fù)過(guò)程中碳弧氣刨、 焊接產(chǎn)生的熱量可在整一圈環(huán)縫均布,不集中于未修復(fù)部位,避免了未修復(fù)部位因熱量和焊接應(yīng)力集中而產(chǎn)生較大變形。 用碳弧氣刨將焊道表面刨出深2 mm、寬4~6 mm的U形槽,砂輪機(jī)打磨光滑后, 在此基礎(chǔ)上對(duì)該U形槽焊道進(jìn)行蓋面焊接,表面打磨圓滑,最后對(duì)修復(fù)焊道采用磁粉(MT)進(jìn)行表面檢測(cè),并達(dá)到Ⅰ級(jí)合格。其中,所有T字焊縫包含于以上立縫和環(huán)縫的修復(fù)工作。
第2種情況,壁板厚度不小于12 mm。
儲(chǔ)罐壁板較厚時(shí),焊縫修復(fù)前,在焊接背面距焊接位置80 mm 內(nèi)增加弧板,弧板厚度δ=12 mm,長(zhǎng)700 mm,弧板間距500 mm。環(huán)縫設(shè)置豎向弧板,縱縫設(shè)置橫向弧板。
對(duì)于貫穿型密集氣孔,如果不一次將缺陷清除完,有可能造成返修過(guò)程中氣孔轉(zhuǎn)移,無(wú)法保證焊接質(zhì)量。 因此,針對(duì)貫穿密集型氣孔缺陷(圖4), 要求作業(yè)過(guò)程中將缺陷全部清除后再焊接,防止出現(xiàn)刨透或磨透現(xiàn)象。 修復(fù)時(shí)先從內(nèi)側(cè)焊接,完成后從外側(cè)清根后再進(jìn)行焊接,以保證焊接合格率和焊接質(zhì)量。
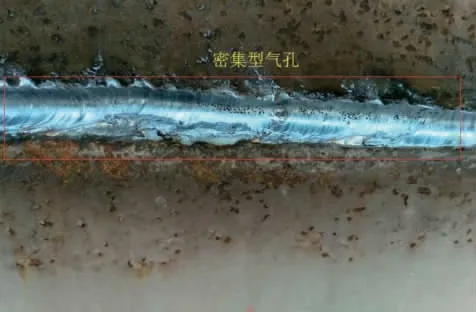
圖4 密集型氣孔缺陷
4 結(jié)束語(yǔ)
實(shí)踐證明, 筆者所提罐壁焊縫整體修復(fù)方法,具有罐壁變形量小、工藝簡(jiǎn)單的優(yōu)點(diǎn),各項(xiàng)技術(shù)指標(biāo)均能夠得到保證,是一種較為理想的大型罐壁焊縫整體修復(fù)方法,可為實(shí)際工程中其他類似項(xiàng)目提供借鑒參考。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
