基于梯度提升決策樹的注射成形產(chǎn)品外觀缺陷在線檢測
2022-09-09 02:17:02黃佳文蔣昌猛董添文阮宇飛
電子技術(shù)與軟件工程 2022年11期
黃佳文 蔣昌猛 董添文 阮宇飛
(上饒師范學(xué)院 江西省上饒市 334000)
1 引言
塑料注射成形產(chǎn)品的外觀缺陷檢測是塑料生產(chǎn)中的關(guān)鍵程序,產(chǎn)品的外觀缺陷不僅會影響美觀,而且還會降低產(chǎn)品的裝配精度和使用性能。現(xiàn)有產(chǎn)品外觀缺陷檢測主要還是采用人工檢測方法,這一類方法對檢測人員的依賴度高,檢測效率低,漏檢率高,很難滿足當(dāng)前的高精度、快速注射成形生產(chǎn)的需求。因此,開發(fā)高效、精確、便捷的注射成形產(chǎn)品外觀缺陷檢測檢測方法,是當(dāng)前注射成形加工領(lǐng)域的迫切需求。
為了實現(xiàn)對注射成形產(chǎn)品外觀缺陷的高效、精確檢測,現(xiàn)有的研究主要采用基于機器視覺技術(shù)的非接觸檢測方法。如Ha 等人提出了一種基于卷積神經(jīng)網(wǎng)絡(luò)(Convolutional Neural Networks,CNN)的邊緣智能注射成形缺陷檢測方法,該方法通過采用數(shù)據(jù)增廣,有效解決了數(shù)據(jù)樣本過小和數(shù)據(jù)不平衡的問題,所提出的檢測模型準(zhǔn)確率達到了90%以上。Liu 等人提出了一種知識重用策略來訓(xùn)練卷積神經(jīng)網(wǎng)絡(luò)模型,以提高外觀缺陷檢測的準(zhǔn)確性和魯棒性,通過引入基于模型的遷移學(xué)習(xí)和數(shù)據(jù)增強,將來自其他視覺任務(wù)的知識轉(zhuǎn)移到當(dāng)前的缺陷檢測任務(wù)中,從而在有限的訓(xùn)練樣本下實現(xiàn)高精度的外觀缺陷檢測。上述這一類基于機器視覺的產(chǎn)品外觀缺陷檢測方法可以實現(xiàn)對成形產(chǎn)品外觀缺陷的快速檢測,同時也具備較高的檢測精度,但也存在著一些弊端,其檢測精度容易受外界環(huán)境的影響,如光線角度、零件擺放位置等,都會影響最終的檢測結(jié)果,且基于機器視覺的檢測平臺搭建復(fù)雜,硬件成本和使用成本高昂,限制了這一類方法在缺陷檢測領(lǐng)域的廣泛應(yīng)用。
另一類缺陷檢測方法主要是通過安裝額外的傳感器,采集注射成形過程中的大量過程數(shù)據(jù),通過對這些過程數(shù)據(jù)的處理與分析,預(yù)測當(dāng)前批次生產(chǎn)的產(chǎn)品是否存在缺陷。如Chen 等人通過采用模內(nèi)溫度和壓力傳感器中采集的實時數(shù)據(jù),提出了一種基于人工神經(jīng)網(wǎng)絡(luò) (Artificial Neural Network,ANN)的在線缺陷檢測方法,檢測的準(zhǔn)確率達到了94%以上。這一類基于過程數(shù)據(jù)的檢測方法,相對于基于機器視覺的方法實現(xiàn)簡單,同時也具備較高的檢測精度,但是基于神經(jīng)網(wǎng)絡(luò)模型的訓(xùn)練需要大量的數(shù)據(jù),而大量訓(xùn)練數(shù)據(jù)的獲取通常比較困難,而且存在著訓(xùn)練時間較長,成本較高的問題,顯著限制了這一類方法在工業(yè)界的使用。
針對現(xiàn)有技術(shù)存在的上述問題,本文提出了一種基于梯度提升決策樹(Gradient Boosting Decision Tree,GBDT)的注射成形產(chǎn)品外觀缺陷檢測方法。所提方法通過注射機內(nèi)置的和模內(nèi)安裝的溫度和壓力傳感器,在線采集每一個注射成形批次過程中的料筒壓力、噴嘴溫度、模內(nèi)壓力、模具溫度數(shù)據(jù)。對采集得到的數(shù)據(jù)進行預(yù)處理之后,采用無監(jiān)督學(xué)習(xí)中的主成分分析(Principal Component Analysis,PCA)算法,分別對每一類數(shù)據(jù)進行降維,并結(jié)合K-means 聚類方法,得到當(dāng)前成形批次的4 個特征數(shù)據(jù)。進一步地,針對不同類型的數(shù)據(jù),采用基于統(tǒng)計分析的方法,得到4 個對應(yīng)的特征數(shù)據(jù)。構(gòu)建基于梯度提升決策樹的分類模型,利用上述得到的8 個特征數(shù)據(jù)構(gòu)建訓(xùn)練數(shù)據(jù)集,并訓(xùn)練所構(gòu)建的分類模型,從而實現(xiàn)對注射成形產(chǎn)品外觀缺陷的在線檢測。實驗結(jié)果表明,本文所提方法在較小的訓(xùn)練數(shù)據(jù)集下,就能夠有效檢測當(dāng)前批次成形的產(chǎn)品是否有外觀缺陷。
2 數(shù)據(jù)采集與特征提取
2.1 數(shù)據(jù)采集
本文所提方法中共涉及到4 類數(shù)據(jù),按采集方式的不同,可以分為以下兩大類:
(1)內(nèi)置傳感器采集;
(2)外置傳感器采集。
其中內(nèi)置傳感器采集是指利用注射機本身內(nèi)部自帶的傳感器采集數(shù)據(jù),包括了噴嘴溫度數(shù)據(jù)和料筒壓力數(shù)據(jù)的采集。如圖 1(a)所示為內(nèi)置傳感器數(shù)據(jù)采集示意圖,數(shù)據(jù)在線采集過程中,通過并聯(lián)的方式從注射機控制系統(tǒng)的IO 接口中,將傳感器的輸出信號接入數(shù)據(jù)采集卡中,數(shù)據(jù)采集卡通過串口通訊與計算機實現(xiàn)數(shù)據(jù)交互,從而按設(shè)定的采樣周期實現(xiàn)對噴嘴溫度數(shù)據(jù)和料筒壓力數(shù)據(jù)的采集。外置傳感器采集的數(shù)據(jù)包含了模內(nèi)壓力、模具溫度數(shù)據(jù),通過在模具內(nèi)安裝型腔壓力傳感器和溫度傳感器,采集模具內(nèi)部的壓力和溫度數(shù)據(jù)。數(shù)據(jù)采集平臺如圖 1(b)所示,傳感器采集的信號接入數(shù)據(jù)采集卡,數(shù)據(jù)采集卡通過串口通訊與計算機實現(xiàn)數(shù)據(jù)交互,從而實現(xiàn)對模內(nèi)壓力和模具溫度數(shù)據(jù)采集。
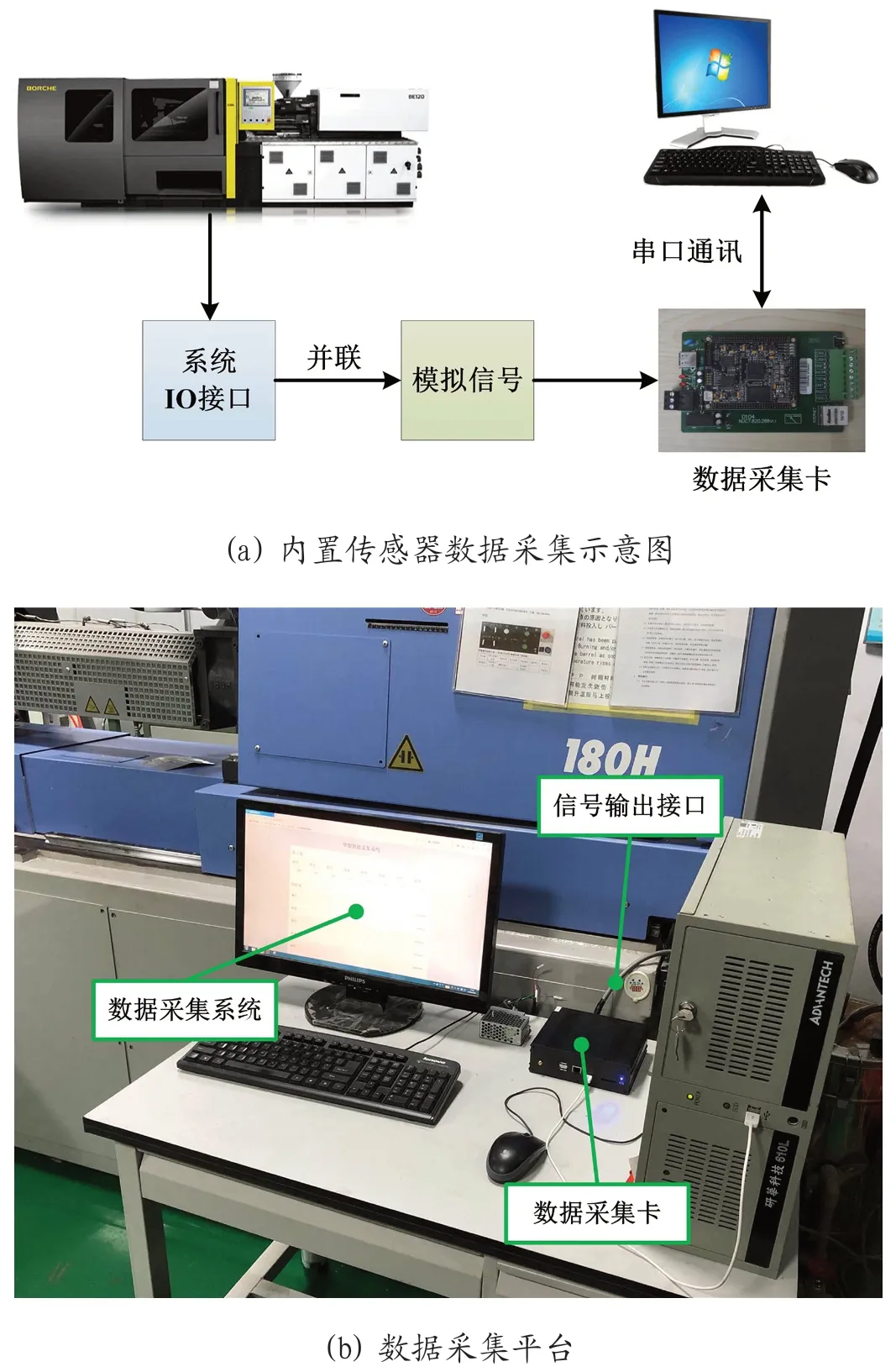
圖1
2.2 特征提取
采集得到數(shù)據(jù)不可避免會存在噪聲的干擾,因此在進行特征提取之前首先要進行數(shù)據(jù)預(yù)處理,從而盡可能地降低由于噪聲對最終檢測結(jié)果帶來的影響。針對本文中涉及到的4類數(shù)據(jù),根據(jù)不同數(shù)據(jù)的特點,分別采用兩種不同的數(shù)據(jù)濾波方法,共提出得到8 個特征數(shù)據(jù)。針對在同一個周期中數(shù)據(jù)變化較大的壓力數(shù)據(jù),本文采用遞推平均濾波法,對采集的壓力數(shù)據(jù)進行濾波。具體如公式(1)所示:



進一步地根據(jù)濾波后的數(shù)據(jù)提取特征數(shù)據(jù),針對前述的4 類數(shù)據(jù),本文提出首先采用PCA 算法對濾波后的高維數(shù)據(jù)進行降維,再對降維后的數(shù)據(jù)采用K-means 算法聚類,尋找低維空間中的聚類中心,然后計算樣本到聚類中心的位置作為特征數(shù)據(jù),針對某一類數(shù)據(jù),具體特征計算流程如下:
(1)構(gòu)建一個由已知無缺陷產(chǎn)品的數(shù)據(jù)組成的數(shù)據(jù)集D,數(shù)據(jù)集的樣本數(shù)為N,每個樣本的長度為M;
(2)將當(dāng)前樣本的數(shù)據(jù)加入到上述已構(gòu)建的數(shù)據(jù)集中,得到新的數(shù)據(jù)集D,數(shù)據(jù)集的樣本數(shù)為N+1,每個樣本的長度為M;
(3)對得到的新數(shù)據(jù)集采用PCA 降維,得到降維后的數(shù)據(jù)集為F,其中k 為降維后每一個數(shù)據(jù)樣本的維度大小,在本文中k 的取值為3,本文中涉及的4 類數(shù)據(jù)對于大部分樣本降到3 維后依舊能夠保留95%以上的原有信息;
(4)對降維后的數(shù)據(jù)集按列進行歸一化處理,使每一列的數(shù)據(jù)都分布在0 到1 的范圍內(nèi);
(5)采用K-means 算法對上述歸一化后的數(shù)據(jù)進行聚類,得到上述N+1 個樣本在三維空間中的聚類中心坐標(biāo)(x,y,z);
(6)計算當(dāng)前樣本在三維空間中到聚類中心的歐式距離,把距離作為當(dāng)前樣本數(shù)據(jù)的一個特征值。
根據(jù)上述計算流程,分別計算濾波后的4 類數(shù)據(jù)的特征值,得到每個樣本的4 個特征數(shù)據(jù),進一步地,根據(jù)不同數(shù)據(jù)的特性,本文提出了另外兩種提取特征數(shù)據(jù)的方法。首先,針對壓力數(shù)據(jù),本文提出采用壓力對時間的積分作為注射壓力和模內(nèi)壓力的特征數(shù)據(jù),具體的計算如公式(3)所示:

其中,p(t)表示一個批次中濾波后的壓力數(shù)據(jù),t 為壓力采樣時間。根據(jù)上述公式分別計算每個樣本的注射壓力和模內(nèi)壓力對時間積分,即可得到與壓力相關(guān)的兩個特征數(shù)據(jù)。針對料筒溫度和模具溫度數(shù)據(jù),本文提出采用每個批次中溫度的總體標(biāo)準(zhǔn)差作為溫度的特征值,總體標(biāo)準(zhǔn)差可以很好地反應(yīng)溫度的波動情況,而在注射成形生產(chǎn)中,溫度的波動是影響最終成形產(chǎn)品外觀質(zhì)量的一個關(guān)鍵指標(biāo)。總體標(biāo)準(zhǔn)差的計算如公式(4)所示:


3 缺陷檢測模型
本文采用基于GBDT 的方法構(gòu)建注射成形產(chǎn)品外觀缺陷檢測模型,GBDT 是一種集成學(xué)習(xí)模型,模型由多個基分類器組成,每一個基分類器就是一棵分類回歸樹,因此GBDT可以看成是由多棵分類回歸樹組成的加法模型,可用如下函數(shù)描述:

其中,g(x|γ)為基分類器,θ為基分類器的系數(shù),γ為基分類器的參數(shù),M 為基分類器的個數(shù)。在模型訓(xùn)練過程中,通過采用串行的方式訓(xùn)練多個基分類器,每一個基分類器學(xué)的之前所有分類器結(jié)果和的殘差,在訓(xùn)練的過程中,對于給定的訓(xùn)練數(shù)據(jù)集和損失函數(shù)L(y,f(x)),訓(xùn)練過程可用求解如下公式的最小值描述:


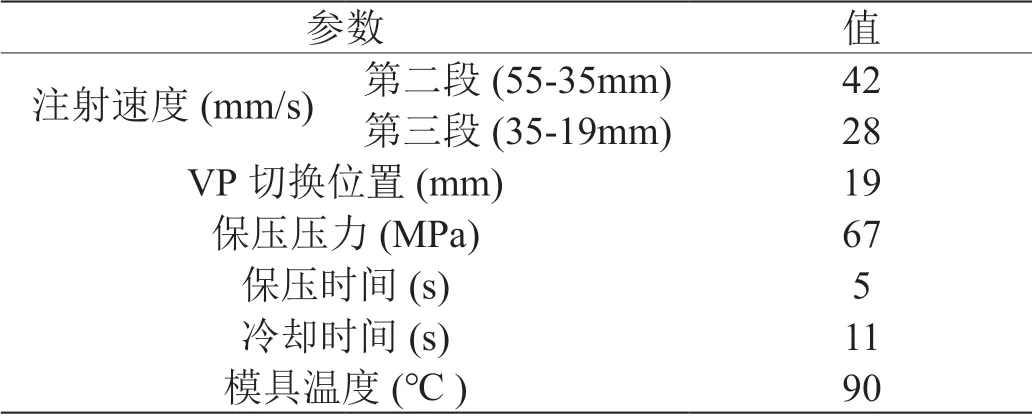
表 1:工藝參數(shù)設(shè)置

表 2:訓(xùn)練與驗證數(shù)據(jù)集
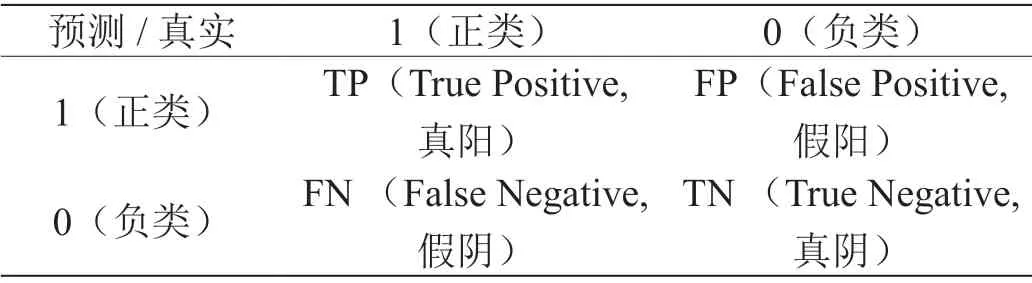
表 3:樣本標(biāo)簽及結(jié)果定義
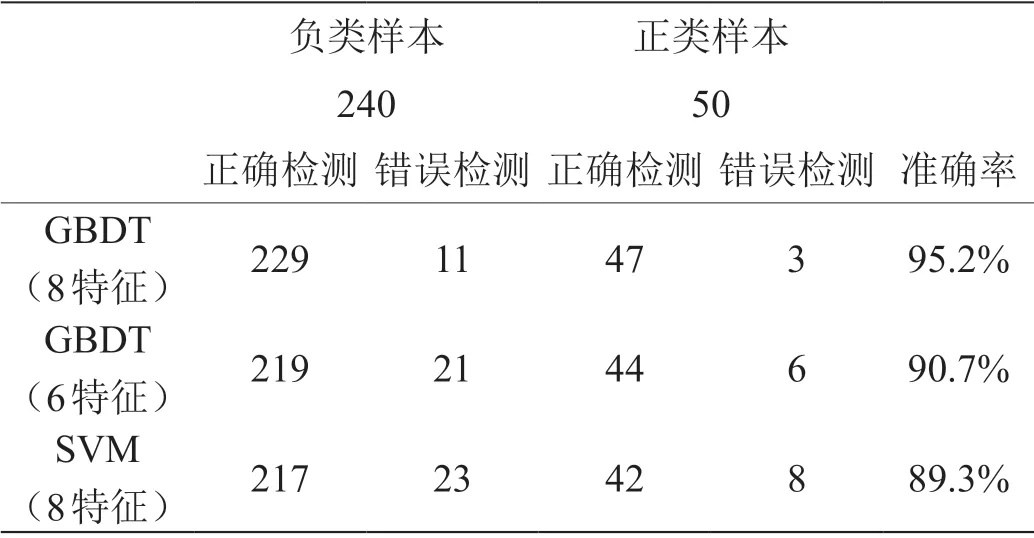
表 4:缺陷預(yù)測結(jié)果對比
(1)初始化;


GBDT 模型具有魯棒性強、適用于本文中的低維數(shù)據(jù)、調(diào)參快捷等優(yōu)點,但作為一種提升算法,GBDT 模型中多個基分類器之間具有強的依賴性,模型訓(xùn)練過程中需要依次訓(xùn)練每一個基分類器,訓(xùn)練過程耗時比較長,而且在樣本較小的情況下,GBDT 模型泛化能力較差,通常會面臨過擬合的問題。針對以上兩個問題,本文分別提出了相應(yīng)的解決方案。首先,針對訓(xùn)練時間比較長的問題,作為一種提升算法,模型中的每一個基分類器都要依次進行訓(xùn)練,不同的決策樹之間無法實現(xiàn)并行化訓(xùn)練,因此無法通過采用每個基模型并行訓(xùn)練的方式降低訓(xùn)練的時間。在每一棵決策樹的訓(xùn)練中,最耗時的步驟是對所有特征值進行排序,根據(jù)前述的分析,本文共提取了8 類特征值用作模型的訓(xùn)練,如果在每一棵決策樹的訓(xùn)練中都要對這8 類特征進行排序,該步驟會耗時非常多。因此,本文提出一種改進措施,在進行模型訓(xùn)練之間,對所有的特征進行排序,并分別保存每一類特征排序后的結(jié)果,從而在后續(xù)的迭代訓(xùn)練中,可以直接根據(jù)已經(jīng)排好序的特征數(shù)據(jù)去選擇最佳的分割點,而且可以實現(xiàn)8 類不同的特征可以并行計算,從而顯著縮短模型訓(xùn)練的時間。
進一步地,針對GBDT 模型存在的泛化能力較差的問題,本文通過在原先損失函數(shù)的基礎(chǔ)上,加入了正則項,從而提升所訓(xùn)練模型的泛化能力,加入正則項之后的損失函數(shù)如下所示:


4 實驗驗證
4.1 實驗設(shè)計
為了驗證本文所提方法的有效性,本文設(shè)計了多個對比實驗,驗證本文所提方法的有效性。實驗所用注射機為博創(chuàng)公司生產(chǎn)的BS180 型注射機,所用模具為一模兩腔啞鈴型樣條模具,所用模具和成形產(chǎn)品的實物圖如圖2所示,實驗所用材料為聚丙烯(PP)。實驗過程中相關(guān)工藝參數(shù)的設(shè)置如表1所示。
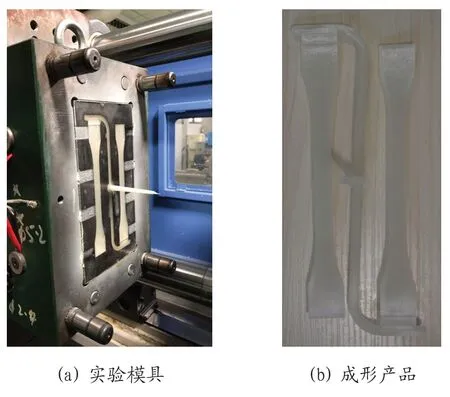
圖2
實驗中注射壓力和模內(nèi)壓力的采集頻率為1000Hz,噴嘴溫度和模具溫度的采集頻率為2 Hz。所用訓(xùn)練數(shù)據(jù)集和驗證數(shù)據(jù)集的構(gòu)成如表2所示。
數(shù)據(jù)集中正類和負類樣本的標(biāo)簽及預(yù)測結(jié)果的定義如表3所示,1表示正類,有外觀缺陷的注射成形產(chǎn)品,0表示負類,外觀無缺陷的產(chǎn)品。對于缺陷檢測模型的預(yù)測結(jié)果,這里給出了4 種定義,其中TP 表示真陽,即模型預(yù)測結(jié)果為正類,實際也是正類樣本。FP 表示假陽,模型結(jié)果預(yù)測為正類,實際是負類樣本。FN 表示假陰,模型預(yù)測為負類,實際是正類樣本。TN 表示真陰,模型預(yù)測為負類,實際為負類樣本。
4.2 實驗結(jié)果與討論
為了驗證本文所提方法的有效性,本文通過采用三個不同的模型進行實驗對比驗證。其中,模型一為本文所提方法,首先提取8 類特征,然后構(gòu)建基于GBDT 的缺陷預(yù)測模型。模型二為只提取6 類特征,相比于模型一中減少了噴嘴溫度和料筒壓力的統(tǒng)計特征,預(yù)測模型依舊是基于GBDT 算法構(gòu)建。模型三為基于支持向量機(SVM)算法構(gòu)建,模型的輸入為與模型一相同的8 類特征數(shù)據(jù)。三個不同模型的預(yù)測結(jié)果如表4所示,從表中可以看到,當(dāng)采用相同的特征數(shù)據(jù)集時,在本文所提方法下,模型對注射成形產(chǎn)品外觀缺陷檢測準(zhǔn)確率達到了95.2%,要顯著高于采用基于SVM 的模型。而當(dāng)采用只提取了6 類特征作為輸入的模型二時,雖然依舊是基于GBDT 算法的模型,但相比于采用8 類特征的模型一,其檢測的準(zhǔn)確率會有較大的降低,只有90.7%,但相比于基于SVM 的模型其準(zhǔn)確率還是有一定的提高。
進一步地,本文采用受試者工作特征(Receiver Operating Characteristic,ROC)曲線來評價三種模型的缺陷檢測結(jié)果。如圖3所示為不同缺陷檢測方法下預(yù)測結(jié)果的ROC 曲線,圖中橫坐標(biāo)表示假陽率,其定義為FPR=FP/(FP+TN),縱坐標(biāo)表示真陽率,其定義為TPR=TP(TP+FN)。圖中紅色的虛線表示隨機猜測的檢測結(jié)果,曲線越靠近左上角則表明缺陷檢測的準(zhǔn)確率越高,而ROC 曲線下的面積(AUC)越大,則表明模型的效果越好。從圖中可以看到,本文所提方法的ROC 曲線最靠近左上角,其AUC 達到了0.97,而采用SVM 的檢測模型,其ROC 曲線是最靠里的,AUC 只有0.90。采用6 類特征的GBDT 模型,其ROC 曲線介于上述兩個模型之間,AUC 為0.93。上述結(jié)果表明,本文所提模型在注射成形產(chǎn)品外觀缺陷檢測性能上,要顯著優(yōu)于SVM 模型,而在相同模型條件下,采用本文所提的特征提取方法提取的8 類特征訓(xùn)練的模型,其檢測性能要優(yōu)于只有6 類特征的模型,驗證了本文所提方法在特征的提取、分類模型的構(gòu)建上的優(yōu)異性。

圖3:不同方法缺陷預(yù)測結(jié)果ROC 曲線對比
為了進一步驗證本文所提方法的有效性,本文采用了精準(zhǔn)率-召回率(Precision Recall,PR)曲線評價模型的性能。在模型結(jié)果的PR 曲線中,曲線越靠近右上方,表明模型的效果越好,模型A 的PR 曲線被另一個模型B 的PR 曲線完全包住則說明模型B 的性能要優(yōu)于模型A。如圖4所示為注射成形產(chǎn)品缺陷檢測結(jié)果的PR 曲線的對比,可以看到圖中藍色的,本文所提模型的PR 曲線完全把另外兩個模型的PR 曲線包住,且模型的AP 值(曲線下的面積)達到了0.82,要顯著高于另外兩個模型的0.68 和0.62。
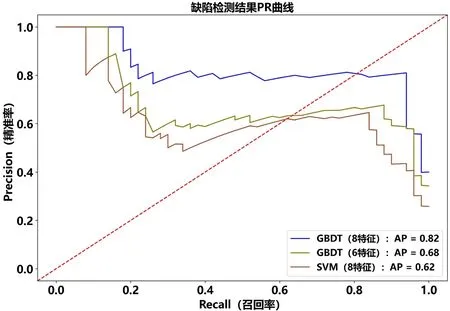
圖4:不同方法缺陷預(yù)測結(jié)果PR 曲線對比
5 結(jié)束語
本文提出了一種基于梯度提升決策樹的注射成形產(chǎn)品外觀缺陷在線檢測方法,所提方法通過注射機內(nèi)置的和模內(nèi)安裝的溫度和壓力傳感器,在線采集每一個注射成形批次過程中的多種壓力、溫度數(shù)據(jù),并采用無監(jiān)督學(xué)習(xí)和統(tǒng)計分析的方法提取得到8 類特征數(shù)據(jù),利用上述特征數(shù)據(jù),構(gòu)建并訓(xùn)練基于梯度提升決策樹的分類模型,實現(xiàn)了對注射成形產(chǎn)品外觀缺陷的準(zhǔn)確檢測。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
數(shù)學(xué)小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
