YJ19 卷煙機烙鐵安裝對中定位專用工具設計
2022-09-11 01:27:18張翔,楊凱
設備管理與維修 2022年11期
張 翔,楊 凱
(河南中煙工業有限責任公司漯河卷煙廠,河南漯河 462000)
0 引言
YJl9 卷煙機是根據中國煙草總公司協議引進英國MOLINS公司技術、國內轉化升級生產的高速卷接機,與YJ29 接裝機聯合組成ZJ19 高速卷接機組,生產速度設計為8000 支/min。機組生產運行中性能穩定、搓接質量高,目前在國內各煙廠廣泛使用。
1 YJl9 卷煙機工作原理
YJl9 卷煙機在煙條成形過程中、卷煙紙的一邊上膠并與另一邊搭合后,必須使用烙鐵將搭口燙干、熨平,以免因粘接不牢造成爆口和漏氣,這個步驟是保證卷煙質量的根本。在煙條成形過程中,煙條搭口形式及運動形式為連續的直線型,要求烙鐵工作部位為條狀,且沿煙條方向配置,調整烙鐵體,使烙鐵體工作面與煙條平行,保證烙鐵體整個長度都輕壓在煙條上。工作時烙鐵工作面輕貼于煙條搭口上,并且使煙條搭口位于烙鐵工作面中心線上,保證烙鐵體與煙條接觸良好,且有0.1 mm 的壓縮量,利于烙鐵傳導熱量將煙條搭口燙干。
烙鐵裝置由電烙鐵體、鉸鏈座機構、雙作用氣缸三部分組成。其中兩個烙鐵的調整相對獨立,每個烙鐵的調整方式都是一樣的,烙鐵裝置對煙條的卷煙紙筒搭口進行壓燙,對烙鐵裝置的安裝位置、高度調校精確性要求很高。調整步驟:①調整位置,烙鐵翻轉架要求豎立面與煙槍底板成90°夾角,安裝烙鐵鉸鏈座定位,必須保證加熱體在水平面及豎立面兩個方向上與運行煙條中心線平行,烙鐵裝置的安裝必須緊固牢靠無松動;②調整烙鐵垂直度。定位螺絲使烙鐵工作面橫面與煙條垂直中心線成90°夾角;③調校烙鐵體高度。要求烙鐵體工作面兩端與煙條標準量棒間均有0.05 mm 的間隙。三個步驟中烙鐵鉸鏈架的固定、烙鐵體垂直度的調校、烙鐵體高度的調校分別使用不同的螺絲。
2 存在的問題
在機組長期運行期間,烙鐵因磨損變形需要更換,維修后需要調校。烙鐵裝置上側的烙鐵體在生產中需要往復頻繁地升起和下落,設備保養時需要對烙鐵體檢查調校。生產運行中發現有跑條爆口問題時,說明烙鐵體的位置不適合,需要調校烙鐵對中位置。在調整烙鐵時,如果調整位置不合適,會造成設備運行時跑條,卷煙消耗增大,煙支爆口對產品質量造成隱患,影響設備運行效率。
由于烙鐵裝置安裝位置的調校精確性要求高,影響因素和涉及的問題較多,因此調校過程較為繁瑣。目前采用卡尺測量烙鐵體與煙槍底板的相對位置,調整烙鐵體中心線與煙槍中心線平行,目測確認烙鐵體工作面后邊與煙條搭口對齊,再采用塞尺和標準量棒配合調整烙鐵體工作面高低。由于是多種量具同時測量,誤差大、調校費時,維修工作效率低,不能滿足精確、高效的生產需求。卷煙機維修需要一種快捷、方便、精準、高效的烙鐵體對中定位的專用工具,本設計以提高卷煙機烙鐵裝配位置的精確性、調校的便捷性為目標,提升設備維修效率,解決烙鐵維修中安裝定位的問題。
3 定位專用工具的設計
3.1 技術方案
以提高卷煙機烙鐵裝配位置的精確性、調校的便捷性為目標,設計一種用于卷煙機烙鐵安裝的對中定位專用工具,專用工具金屬塊正面中心設計一條直線形貫通金屬塊的凹槽,凹槽寬度與烙鐵體工作面寬度尺寸相同;金屬塊反面中心設計貫通金屬塊的直線形半圓凸起,半圓凸起外徑與煙槍內徑相同。
3.2 參數設定
金屬塊采用矩形條狀設計,選用長160 mm、寬56 mm、厚8 mm的長方體金屬塊,材料選用40Cr。
長方體金屬塊正面中心部位加工直線形凹槽(寬4 mm,深2 mm),貫通長方體縱面,均分長方體上橫面。
長方體金屬塊反面中心部位加工直線形半圓凸起,半圓凸起的外徑與煙槍內徑相同,貫通長方體縱面,均分長方體下橫面。
3.3 實施方式
金屬塊采用矩形條狀設計,長度不高于烙鐵體縱向長度,寬度與煙槍外擋板一致,厚度和烙鐵工作位置與煙槍底板的預設高度一致,材料選用40Cr,不易變形(圖1)。
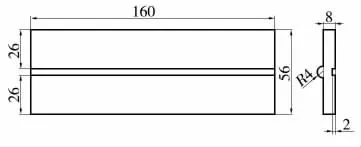
圖1 專用工具結構尺寸
長方體金屬塊正面向上,中心的直線形凹槽寬度與烙鐵體加熱工作面一致,凹槽深度小于烙鐵體工作面合金條的厚度,不受烙鐵體上部截面為梯形狀的影響,確保烙鐵體工作面與凹槽底部吻合(圖2)。

圖2 專用工具烙鐵對中面
長方體金屬塊反面向下,中心的半圓凸起與煙槍等徑,嵌入煙槍內與煙槍凹槽緊密貼合,確保工具的定位穩固精準(圖3)。

圖3 專用工具煙槍底板水平面
使用對中定位工具實施安裝調校步驟:先將煙槍布帶取下,再取下煙槍外擋板,將定位工具反面半圓凸起嵌入煙槍內;將烙鐵工作狀態調至手動,壓下烙鐵,松開烙鐵裝置緊固螺釘,將烙鐵體條狀工作面與定位工具凹槽緊密貼合后,調整烙鐵體條狀工作面與工具的間隙一致,調整完畢后緊固固定螺絲,取下工具,安裝煙槍外擋板,烙鐵對中定位完成。
對中定位工具下面半圓凸起嵌入煙槍固定,加熱體緊密貼合凹槽內面,實現加熱體在豎立面方向上與運行煙條中心線平行。
對中定位工具下面半圓凸起與上面凹槽同一中心線,烙鐵工作面與凹槽同寬,凸起半圓外徑與煙槍內徑相同,標定了烙鐵體中心線與煙條中心線一致,烙鐵體工作面與煙條搭口寬度基本一致,標定烙鐵體后邊與煙條搭口對齊。
對中定位工具縱向厚度一致,調整烙鐵體條狀工作面與工具的間隙一致,標定加熱體在水平面方向上與運行煙條中心線平行,厚度和烙鐵的工作位置底面與煙槍底板的預設距離一致。
對中定位工具實施安裝調校過程中,下半圓凸起穩固嵌入煙槍定位,保證加熱體在水平面及豎立面兩個方向上的位置精確性和加熱體縱向高度的一致性。
3 使用效果
YJl9 卷煙機烙鐵對中定位工具結構設計簡單、制作成本低廉、維修效率高。使用專用定位工具后,實現了卷煙機烙鐵安裝的位置精確、調校的快捷有效,避免定位不準而重復調整的次數,提升了設備維修的效率。使用專用工具調校安裝的卷煙機烙鐵裝置,在生產運行中跑條故障頻次明顯降低,煙支爆口以及圓周不穩的質量缺陷明顯減少。
