基于小波頻帶能的脈沖VPPA焊接熔透特征信息提取
2022-09-15 05:12:44春蘭包曉艷洪海濤韓文穎
機(jī)床與液壓 2022年13期
春蘭,包曉艷,洪海濤,韓文穎
(1.內(nèi)蒙古工業(yè)大學(xué)工程訓(xùn)練教學(xué)部,內(nèi)蒙古呼和浩特 010051;2.內(nèi)蒙古工業(yè)大學(xué)材料成型重點(diǎn)實(shí)驗(yàn)室,內(nèi)蒙古呼和浩特 010051)
0 前言
脈沖變極性等離子弧(Variable Polarity Plasma Arc,VPPA)焊接是一種焊接時(shí)形成小孔熔池而實(shí)現(xiàn)鋁合金單面焊雙面自由成型的高效焊接方法。脈沖電流對VPPA焊接熔池具有沖擊和攪拌作用,從而細(xì)化晶粒,改善焊接接頭軟化現(xiàn)象,進(jìn)而提高焊接質(zhì)量。但由于加入脈沖電流,使得脈沖VPPA焊接工藝對參數(shù)變化較敏感,因此導(dǎo)致焊縫成形穩(wěn)定變差。
焊縫熔透狀態(tài)是焊接過程中最重要的焊縫幾何參數(shù)及質(zhì)量參數(shù),其關(guān)鍵是如何實(shí)時(shí)檢測,即尋找焊縫熔透相關(guān)量及其實(shí)時(shí)檢測方法。因此,對于脈沖VPPA焊接,可以實(shí)時(shí)監(jiān)控焊縫熔透狀態(tài),為實(shí)現(xiàn)焊縫成形閉環(huán)控制提供有效的檢測方法。脈沖VPPA焊接方法所涉及到的參數(shù)和干擾因素多等原因,相關(guān)信號(hào)的提取和處理較為困難,獲取精確反映焊縫熔透狀態(tài)的信號(hào)就更難了。
小波分析方法是一種窗口形狀可變但其面積不變的時(shí)頻局部化的信號(hào)分析方法。小波分析由于自適應(yīng)的時(shí)頻窗口,非常適合信號(hào)特征的提取。ZHANG和CHEN采用聲、電、光譜等多傳感融合方法對保護(hù)氣體焊接熔透狀態(tài)進(jìn)行實(shí)時(shí)識(shí)別研究,對電弧聲信號(hào)進(jìn)行小波分解,并對不同頻帶能量進(jìn)行分析,發(fā)現(xiàn)聲信號(hào)的頻帶能量與熔透狀態(tài)有較好的對應(yīng)關(guān)系。CHEN等對6061鋁合金攪拌摩擦焊接聲發(fā)射信號(hào)進(jìn)行小波變換分析,通過頻帶能的計(jì)算獲取了暫態(tài)焊接狀態(tài),并快速識(shí)別到焊縫的缺陷。
對于脈沖VPPA焊接,由于加入脈沖電流而影響了焊縫熔池振蕩信息,從而提高了獲取焊縫熔透信息的難度。為了克服脈沖電流對熔透的影響,本文作者以脈沖VPPA焊接試驗(yàn)系統(tǒng)為研究平臺(tái),對焊接過程電弧電壓進(jìn)行采集,并采用小波分解方法對其進(jìn)行不同頻帶的分解,對不同頻帶能量進(jìn)行歸一化處理,構(gòu)造特征向量,欲從中獲取與熔透狀態(tài)對應(yīng)的特征信號(hào)。
1 試驗(yàn)裝置
脈沖VPPA焊接系統(tǒng)如圖1所示。對8 mm厚3003鋁合金板進(jìn)行脈沖VPPA穿孔堆焊試驗(yàn),通過數(shù)據(jù)采集卡采集焊接過程電信號(hào),并采用信號(hào)處理方法,對其進(jìn)行數(shù)據(jù)處理和分析,欲從中提取能夠反映焊縫熔透狀態(tài)的特征信號(hào)。
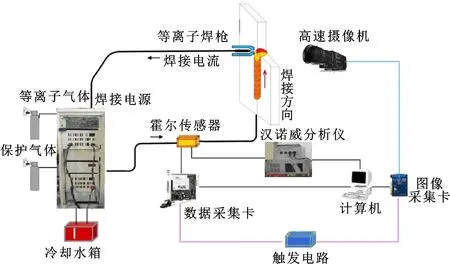
圖1 VPPA焊接系統(tǒng)
2 小波分解與頻帶能特征提取方法
2.1 小波分解
小波分析在低頻部分具有較高的頻率分辨率和較低的時(shí)間分辨率,在高頻部分具有較高的時(shí)間分辨率和較低的頻率分辨率。正是這種特性,適合低頻信號(hào)變化緩慢而高頻信號(hào)變化迅速的特點(diǎn),使小波分析具有信號(hào)的自適應(yīng)性。
對于任意函數(shù)()∈,可以將它分解為細(xì)節(jié)部分和大尺度逼近部分,然后將大尺度逼近部分進(jìn)一步分解。如此重復(fù)到任意尺度(或分辨率)上的逼近部分和細(xì)節(jié)部分。
若將()∈()按以下空間組合展開:
(1)
其中:為任意設(shè)定的尺度。則

(2)
當(dāng)→∞時(shí),上式變?yōu)?/p>
(3)
小波分解對信號(hào)進(jìn)行低通濾波和高通濾波,信號(hào)分解到不同頻段序列,在不同尺度上分解為近似部分和細(xì)節(jié)部分。文中采用小波分解方法,重點(diǎn)對信號(hào)細(xì)節(jié)部分進(jìn)行分解,將其分解到不同的頻帶,并計(jì)算其頻帶能,探究頻帶能與焊縫熔透之間的關(guān)聯(lián)。
2.2 頻帶能的特征提取方法
對信號(hào)進(jìn)行尺度分解,將其分解到感興趣的頻率范圍,從而提取相應(yīng)頻帶內(nèi)的信息。另一方面,還可以對各頻帶內(nèi)的信號(hào)進(jìn)行統(tǒng)計(jì)分析,形成反映信號(hào)特征的特征向量,若分析各頻帶內(nèi)的信號(hào)能量,則稱之為頻帶的能量分析。

(4)
式中:為個(gè)頻帶信號(hào)長度。
電弧電壓頻帶能量隨焊縫熔透狀態(tài)而改變,以能量為元素構(gòu)造特征向量
()=[,0,,1,,2,]
(5)
考慮到焊接工藝參數(shù)的變化對焊縫熔透狀態(tài)分析的影響,構(gòu)造無量綱歸一化特征向量
()=[,0,,1,,2,]
(6)
式中:
(7)
式中:為分解尺度;為頻帶序號(hào)。
3 脈沖VPPA焊接熔透特征的提取
熔透狀態(tài)跟焊接參數(shù)、焊接材料及尺寸等相關(guān),并呈現(xiàn)出高度的復(fù)雜性和非線性。關(guān)于熔透控制的研究方法中,電弧電壓方法由于無附加外部傳感器而具有明顯的優(yōu)勢。文中對脈沖VPPA焊接電弧電壓進(jìn)行小波分解,并研究頻帶能量與焊縫熔透之間的對應(yīng)關(guān)系。
3.1 電弧電壓的采集與分析
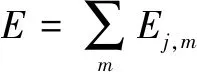
對圖1所示的脈沖VPPA焊接系統(tǒng)進(jìn)行鋁合金脈沖VPPA焊接試驗(yàn),分別獲得未熔透、完全熔透和過熔透3種焊縫,如圖2所示。
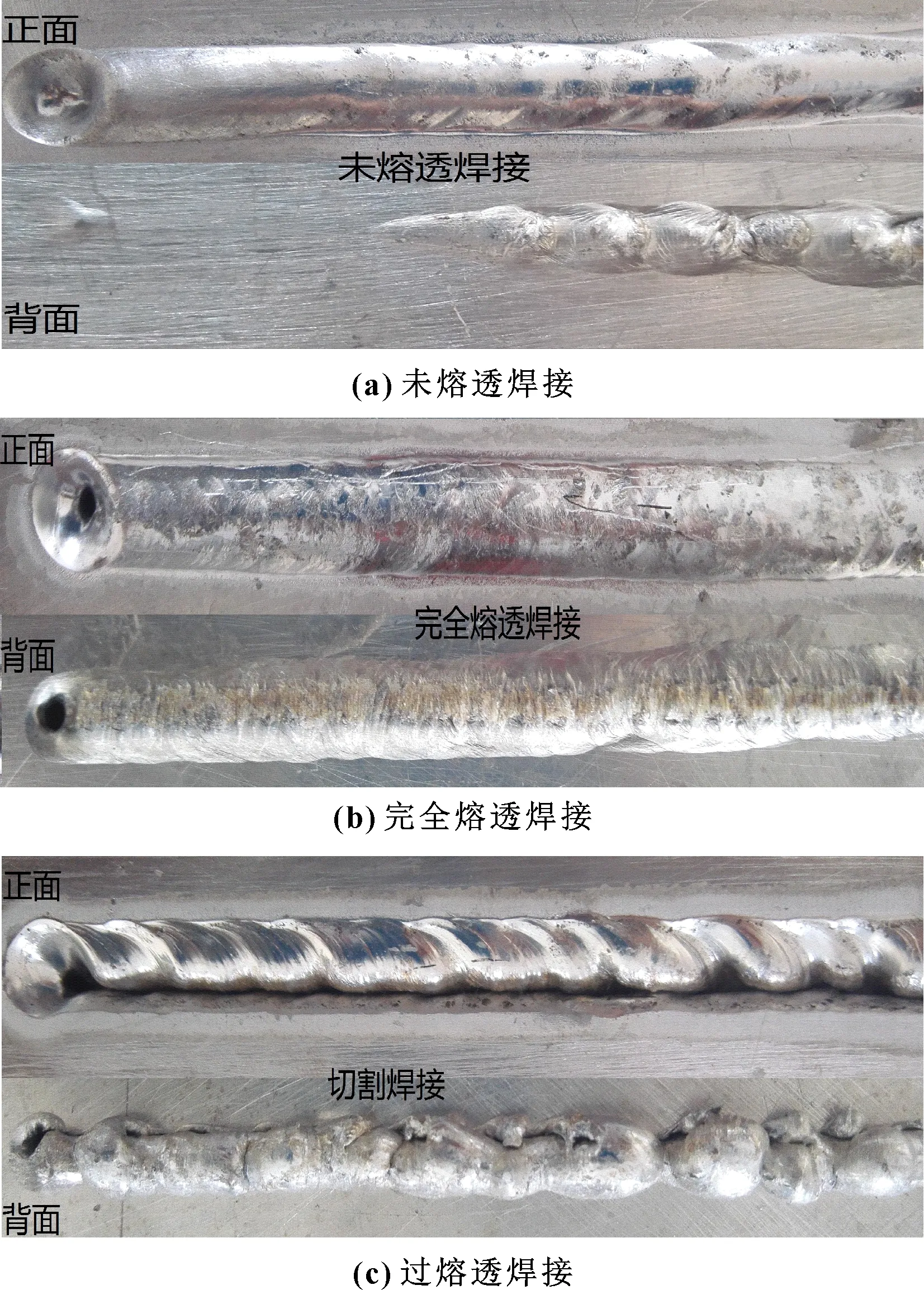
圖2 不同熔透狀態(tài)下的焊縫
當(dāng)焊接參數(shù)為正極性平均電流165 A、反極性平均電流205 A時(shí),完全熔透焊接通過NI數(shù)據(jù)采集卡采集到的電弧電壓時(shí)域波形如圖3(a)所示,圖(b)為對時(shí)域電壓信號(hào)進(jìn)行頻譜分析所獲得的頻譜圖,采樣頻率為300 kHz。
圖3 完全熔透電弧電壓波形
從圖3可知:焊接電流頻譜整體分布范圍為0~200 Hz。由于高頻1 kHz脈沖電流對熔池產(chǎn)生沖擊作用,且沖刷頻率遠(yuǎn)超過了熔池固有振蕩頻率,從而影響了熔池固有振蕩頻率,很難從低頻部分獲取與此對應(yīng)的熔透特征信息。因此,文中欲對電弧電壓高頻部分信號(hào)進(jìn)行分析,從中提出能夠反映熔透狀態(tài)的特征信息,為脈沖VPPA焊接在線控制熔透提供新方法。
3.2 脈沖VPPA熔透特征提取
首先采用MATLAB軟件編程對脈沖VPPA焊接電弧電壓進(jìn)行小波分解,將其分解到各個(gè)不同的頻帶區(qū),然后計(jì)算頻帶能量,最后構(gòu)造特征向量進(jìn)行闡述。
在小波分析中,由于構(gòu)造方法不同,形成了不同的小波基。其中Daubechies系列在同等條件下具有比較好的重構(gòu)精度和局部分析能力,因此文中選用Daubechies小波基,分解層數(shù)選為6層。
如果信號(hào)被小波分解為6層,則:
=++++++
(8)
式中:為低頻系數(shù);、、、、、為小波分析獲得高頻系數(shù)。其中,被認(rèn)為對原始信號(hào)進(jìn)行低通濾波后獲得的,頻帶范圍為[0,4.687 5] kHz;、、、、、頻帶分別為[4.687 5,9.375] kHz、[9.375,18.75] kHz、[18.75,37.5] kHz、[37.5,75] kHz、[75,150] kHz和[150,300] kHz。
對圖2所獲得的未熔透焊接、完全熔透焊接和過熔透焊接3種焊接電弧電壓進(jìn)行小波頻帶能分析。首先對所采集電弧電壓進(jìn)行MATLAB小波分解,然后計(jì)算各個(gè)頻段的頻帶能,最后計(jì)算得出特征向量,即根據(jù)式(6)計(jì)算出的()向量。
為了研究每個(gè)頻帶能量和不同焊縫熔透狀態(tài)之間的關(guān)系,對所采集的3種不同熔透焊接電弧電壓的10 000個(gè)采樣點(diǎn)進(jìn)行了6層Daubechies小波分解,可獲得高頻信號(hào)~,其中、、波形如圖4所示。
從圖4可以看出:對于同一個(gè)頻帶的信號(hào),不管那種熔透焊接,信號(hào)整體分布趨勢類同,很難從中得出與熔透相關(guān)的信息。因此,針對不同熔透焊接,為了研究每個(gè)小波頻帶能和不同熔透狀態(tài)之間的關(guān)系,對所獲得~的10 000個(gè)采樣點(diǎn)進(jìn)行了頻帶能量均方根的計(jì)算;為了評(píng)估每個(gè)頻帶能量區(qū)分熔透狀態(tài)的性能,計(jì)算了不同熔透狀態(tài)的各個(gè)頻帶能對應(yīng)的標(biāo)準(zhǔn)偏差。3種熔透狀態(tài)每個(gè)頻帶能量的均方根和標(biāo)準(zhǔn)偏差計(jì)算結(jié)果如表1所示。標(biāo)準(zhǔn)偏差最大說明偏離值最大,在3種熔透狀態(tài)電弧電壓中的波動(dòng)最大。從表1可以看出:在3種不同熔透狀態(tài)下,不同頻帶能量~之間,高頻的標(biāo)準(zhǔn)差為最大,達(dá)到了0.110 188,其次為,達(dá)到了0.092 134,再次為、、和。這表明頻帶能量和、具有更好的表征不同熔透狀態(tài)的性能,而其他幾種頻帶能量對區(qū)分熔透狀態(tài)的貢獻(xiàn)不明顯。因此,可以將、和三個(gè)頻帶能量作為熔透狀態(tài)的特征向量,其中對表征焊縫熔透狀態(tài)的貢獻(xiàn)最為顯著,比、更具有代表性,而可以忽略、、等頻帶能量。
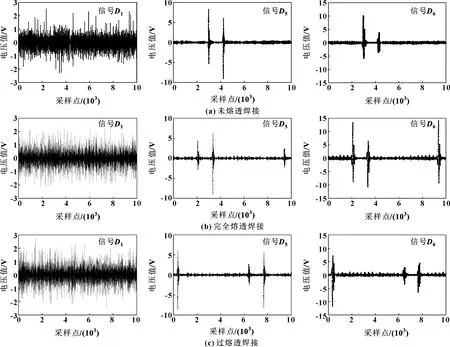
圖4 不同熔透狀態(tài)下電弧電壓小波分解信號(hào)
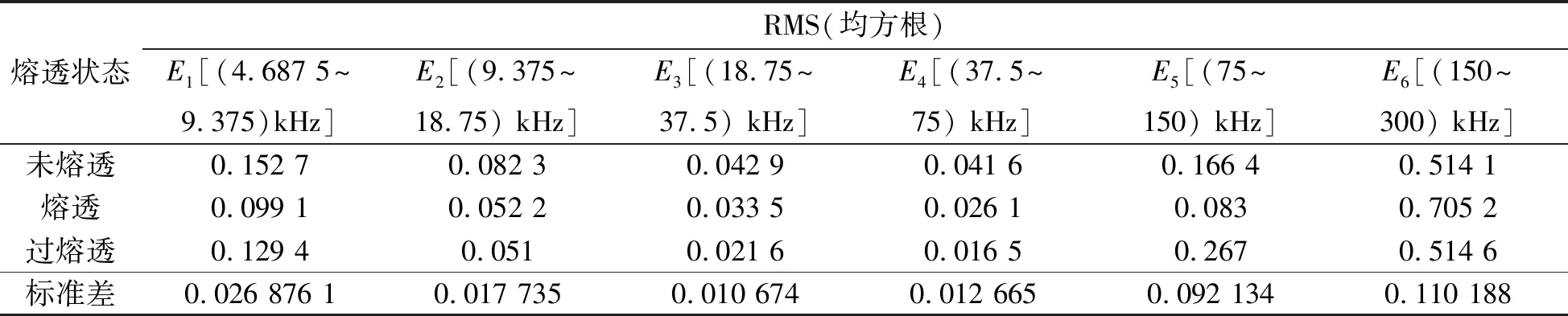
表1 3種不同熔透焊接的E1~E6統(tǒng)計(jì)參數(shù)
為了更直觀研究頻帶能與脈沖VPPA焊接熔透狀態(tài)之間的關(guān)系,以、和作為特征向量,采用頻帶能量均方根柱狀分布圖表示3種熔透焊接的不同頻帶能量,如圖5所示。一方面,不考慮低頻信號(hào)[(0~4.687 5) kHz]的能量,高頻信號(hào)[(150~300) kHz]具有最大的頻帶能,表明電弧電壓的高頻部分能量主要分布在150~300 kHz頻帶,這可能是由于高頻脈沖的作用對電弧電壓高頻部分的影響更為顯著。另一方面,在3種不同熔透焊接條件下,完全熔透焊接時(shí)能量最高,達(dá)到了整個(gè)頻帶能量的70.52%,其他兩種熔透狀態(tài)下均低于完全熔透,分別為51.46%和51.41%,與完全熔透相比較,分別降低了19.06%和19.11%,有明顯的突變。而完全熔透焊接的和均比其他兩種熔透焊接低,但變化不明顯。當(dāng)脈沖VPPA焊接焊縫從完全熔透轉(zhuǎn)變?yōu)槠渌麅煞N熔透狀態(tài)時(shí),具有明顯的提高,、反而會(huì)降低,這可能是能量守恒引起的。
顯而易見,隨著焊縫熔透狀態(tài)的變化,脈沖VPPA焊接電弧電壓頻帶能量分布發(fā)生顯著變化,其中最為顯著的是,頻帶能量發(fā)生明顯的突變,從而證明了電弧電壓高頻信號(hào)與熔透狀態(tài)之間的相關(guān)性,可作為脈沖VPPA焊接熔透控制的一種新方法,為焊接質(zhì)量控制提供一種新途徑。
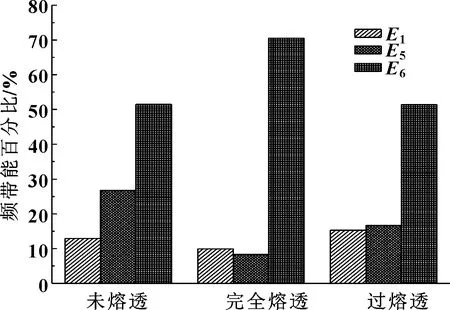
圖5 頻帶能量均方根柱狀分布圖
4 結(jié)論
(1)采用db小波分解方法,對脈沖VPPA焊接未熔透、完全熔透和過熔透3種不同熔透狀態(tài)下的電弧電壓進(jìn)行了多尺度分解,將其分解到了和~等不同的頻帶;
(2)對高頻尺度~的10 000個(gè)采樣點(diǎn)進(jìn)行了頻帶能均方根和標(biāo)準(zhǔn)差的計(jì)算,結(jié)果表示:、和具有更好的表征焊縫熔透狀態(tài)的性能,其中最具有代表性;
(3)為了進(jìn)一步驗(yàn)證,比較頻帶能量均方根發(fā)現(xiàn)完全熔透焊接與未熔透和過熔透焊接相比較,分別降低了1906和1911,變化幅度最為顯著。因此,很好地反映了脈沖VPPA焊接熔透狀態(tài),可作為脈沖VPPA焊接焊縫熔透信息的特征信號(hào),可作為在線檢測信號(hào),從而實(shí)現(xiàn)熔透實(shí)時(shí)控制。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年3期)2019-02-01 06:12:26
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
海軍航空大學(xué)學(xué)報(bào)(2015年3期)2015-11-11 17:20:00