擠出模具失效因素分析及疏水性涂層制備
2022-09-15 09:14:40馮仲達阿達依謝爾亞孜旦
機床與液壓 2022年11期
關(guān)鍵詞:變形
馮仲達,阿達依·謝爾亞孜旦
(新疆大學(xué)機械工程學(xué)院,新疆烏魯木齊 830047)
0 前言
管材擠出機被廣泛應(yīng)用于醫(yī)療、化工、建工等領(lǐng)域的塑料材料制備。塑料擠出產(chǎn)品的加工質(zhì)量主要由擠出模具決定,且擠出模具的成本占生產(chǎn)設(shè)備總成本的20%以上。而模具表面經(jīng)常會出現(xiàn)尺寸偏差和表面粗糙度下降等現(xiàn)象,對產(chǎn)品質(zhì)量產(chǎn)生不利的干擾。
關(guān)于擠出模具,國內(nèi)外學(xué)者都進行了大量的研究。彭清和等分析了塑料模具的主要失效形式與模具選材的關(guān)系。宋稼祺和李治國通過APDL與C++結(jié)合進行ANSYS二次開發(fā),優(yōu)化設(shè)計擠出模具。PLUHACEK等使用改進的微分進化算法,設(shè)計了螺旋擠壓模具。劉芳在加工方面,利用有限元分析法對模具的結(jié)構(gòu)進行預(yù)測與分析。鄧力軍對塑料擠出流動數(shù)值分析及其模具結(jié)構(gòu)的設(shè)計優(yōu)化進行研究。郭幼丹對不同的塑料模具材料進行對比實驗,認為塑料模具失效的主要因素是高溫沖蝕與氧化現(xiàn)象。吳有章通過流速、壓力、流量之間的相互關(guān)系,確定原料的流動狀態(tài),從而判斷模具穩(wěn)定性。
通過閱讀文獻知,模具的失效現(xiàn)象主要是模具出現(xiàn)尺寸偏差與表面精度下降。而造成失效的因素有3個,分別是模具的工作載荷、模具表面的PVC分解造成的腐蝕磨損與原料流動造成的摩擦磨損。本文作者對管材擠出模具進行仿真分析并找出主要失效因素;通過電化學(xué)加工制備疏水性涂層,以提高模具表面性能。
1 擠出模具主要失效因素分析
1.1 靜力學(xué)分析
通過ANSYS軟件對模具內(nèi)模進行簡化并根據(jù)相關(guān)數(shù)據(jù)進行建模。簡化掉尾部的固定裝置與分流器,整體材質(zhì)選用2Cr13,通過ANSYS-Workbench材料數(shù)據(jù)庫建立材料,其參數(shù)為泊松比0.29,彈性模量100 ℃時為214 GPa、200 ℃時為208 GPa,密度7.75 g/cm。
ANSYS單元格類型為四面體四節(jié)點,在模具尾部添加一個固定約束,并在圓柱面施加壓力載荷8 MPa,計算圓錐面的等效載荷。在圓錐面施加等效壓力載荷,取等效載荷為5 MPa,仿真模具的工作壓力。在模具圓柱表面施加一個沿軸線的面力,仿真模具圓柱面的摩擦力。圓錐面同上設(shè)置摩擦力,方向沿著圓錐側(cè)面。設(shè)置溫度常量為200 ℃,仿真其工作溫度。
(1)由圖1可以看出:模具成型腔表面的變形量最為嚴重,距離成型腔出口越遠模具的變形量越小,最大變形量集中在模具的成型腔出口處,為0.004 65 mm。
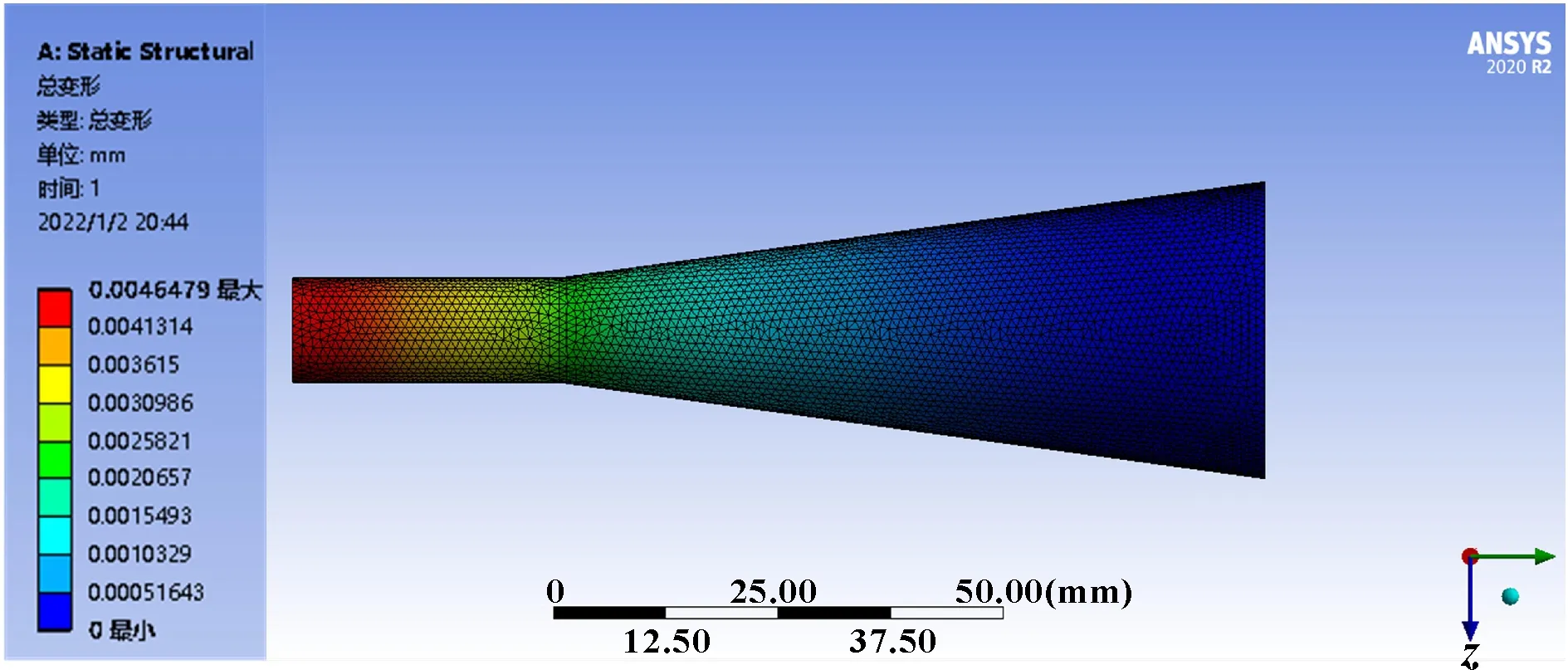
圖1 ANSYS模具變形云圖
(2)圖2所示為模具在軸的變形量。可以看出:上下表面的軸變形方向與大小并不相同。圖3所示為模具上下表面的軸方向變形量的絕對值。可以看出:上表面的軸變形量明顯大于下表面軸變形量,模具在重力作用下會發(fā)生徑向變形,但相對于軸向變形,徑向變形量較小。
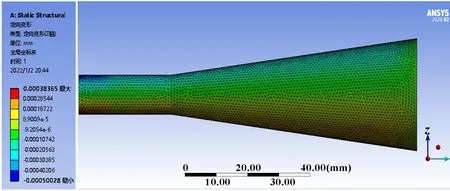
圖2 模具z軸變形量云圖

圖3 模具z軸變形量曲線
(3)由圖4可知:最大的應(yīng)力集中在模具成型腔和擠壓腔的連接處,應(yīng)力達到26.656 MPa,失效系數(shù)最高,但遠小于其許用應(yīng)力,屬于彈性變形。
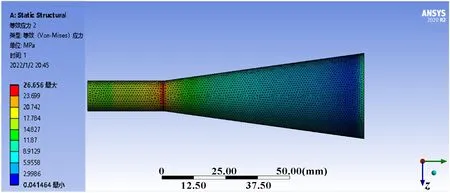
圖4 模具等效應(yīng)力云圖
通過ANSYS對模具的工作狀態(tài)進行仿真,可以得出模具在正常工作的情況下變形量很小,但會因重力影響發(fā)生徑向偏移的情況。
1.2 表面損傷后的仿真分析
利用粗糙度測量儀測量模具表面粗糙度,可知模具上下表面的摩擦因數(shù)并不相同,但表面粗糙度對管道流動的摩擦因數(shù)影響較小。查閱資料得上下表面摩擦因數(shù)的取值范圍為0.3~0.38。
計算模具彎矩,即可計算模具的彎曲正應(yīng)力、最大彎曲變形、彎曲切應(yīng)力,進而分析出相應(yīng)的變形量。
彎曲正應(yīng)力:
=
(1)
最大彎曲變形:
=
(2)
圓截面彎曲切應(yīng)力:

(3)
式中:為抗彎截面系數(shù);為彈性模量;為剪力;為截面面積。
在ANSYS軟件上進行仿真,把模具表面劃分成A、B、C、D、E、F 6個部分,如圖5所示。其中,模具表面壓力各處相同,但是摩擦力設(shè)置成>=>=>。
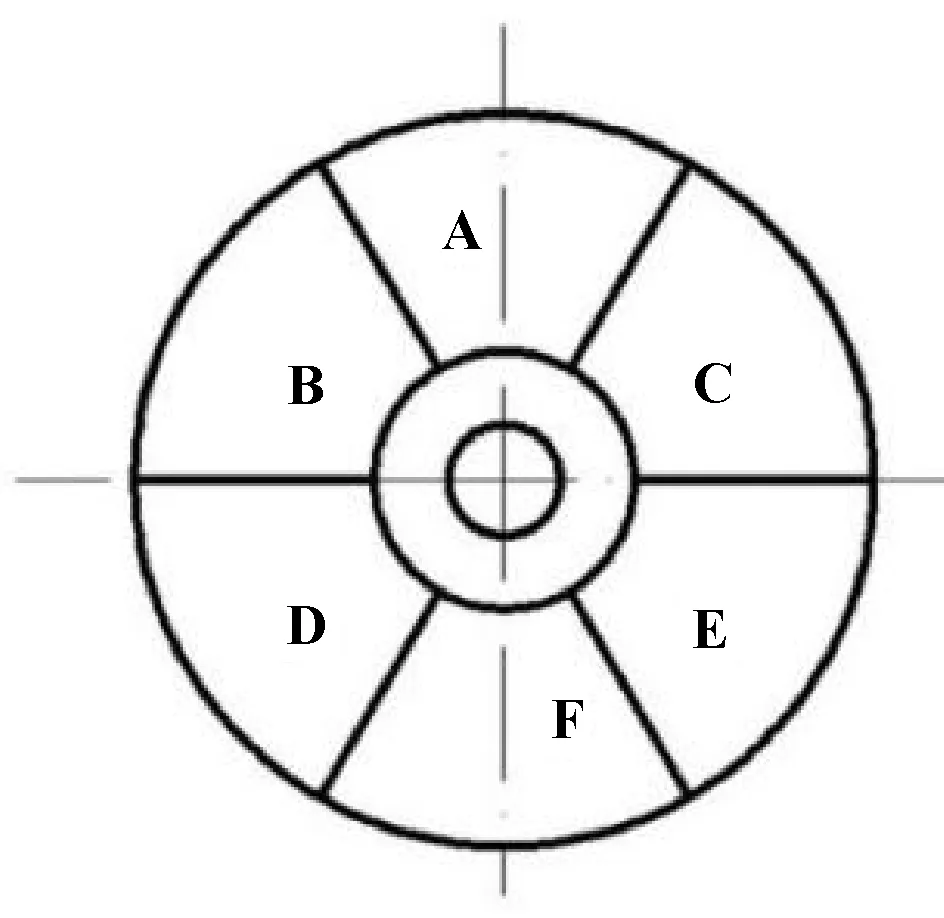
圖5 模具表面劃分示意
由圖6、圖7可知:當擠出機模具工作一段時間后,因為表面磨損所造成的摩擦力不同,單一截面的形變量并不相同,模具變形不相等,這就說明模具會發(fā)生徑向偏移。
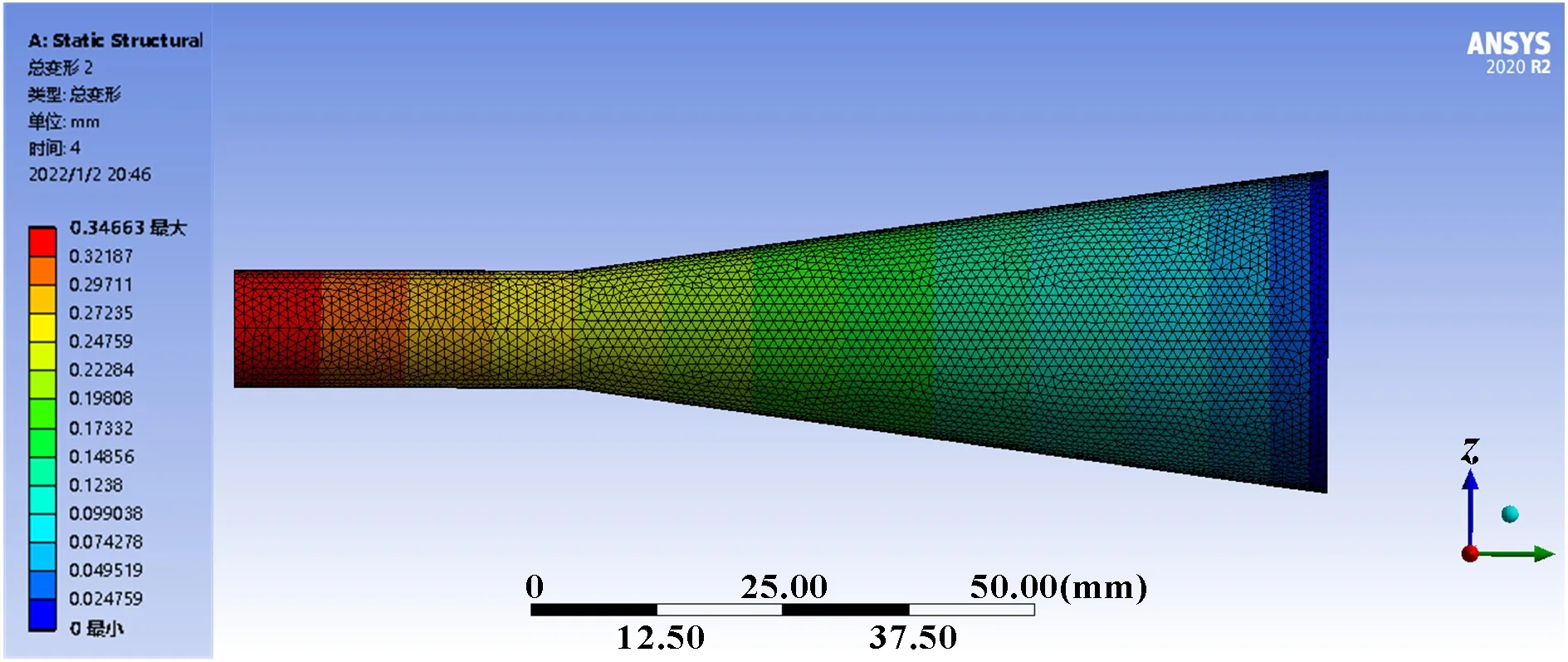
圖6 磨損后模具變形云圖
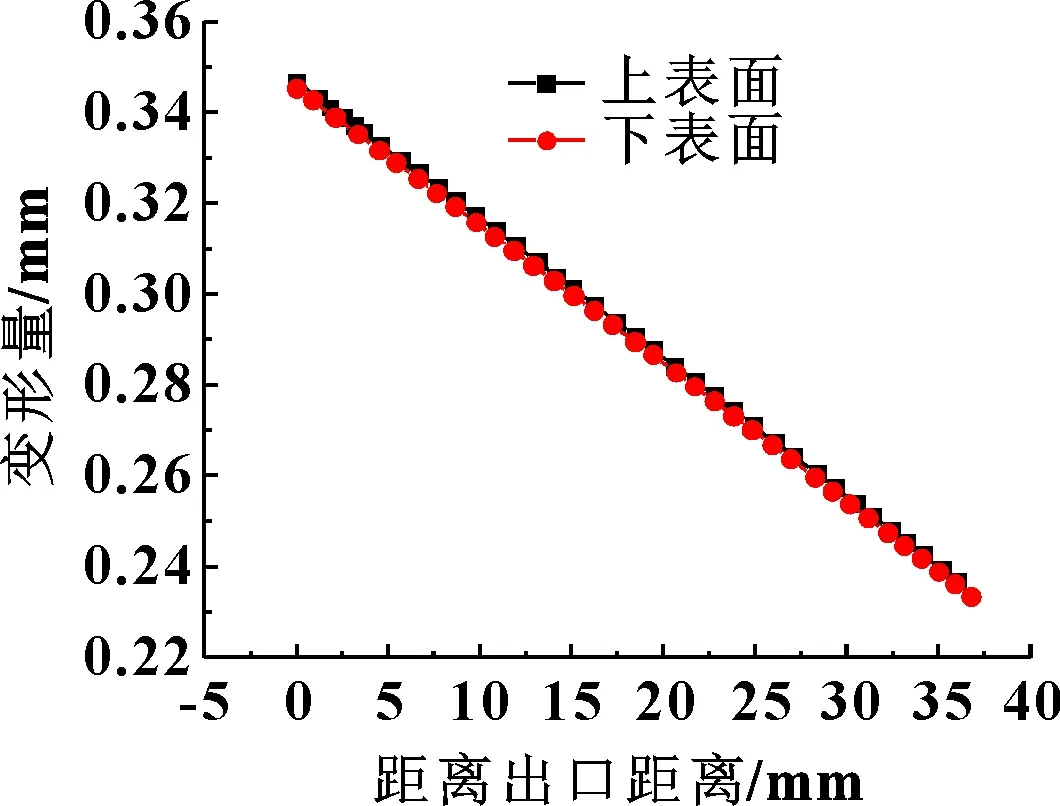
圖7 截面變形
由圖7可知,距離成型腔出口越遠變形量越小,且上表面變形量略大于下表面變形量。
綜上可得,模具在工作一段時間后,表面磨損程度不同,摩擦因數(shù)的不同,導(dǎo)致模具徑向微量變形,對于模具失效影響較小。而造成如圖8所示的大尺寸偏差,推測最主要的因素是在加工模具表面時造成的腐蝕磨損與摩擦磨損。

圖8 模具出口處尺寸偏差
1.3 模具表面微觀分析
通過超景深顯微鏡對模具成型腔上下兩個表面進行表面微觀分析。圖9所示為150倍超景深顯微鏡下觀察的模具表面。
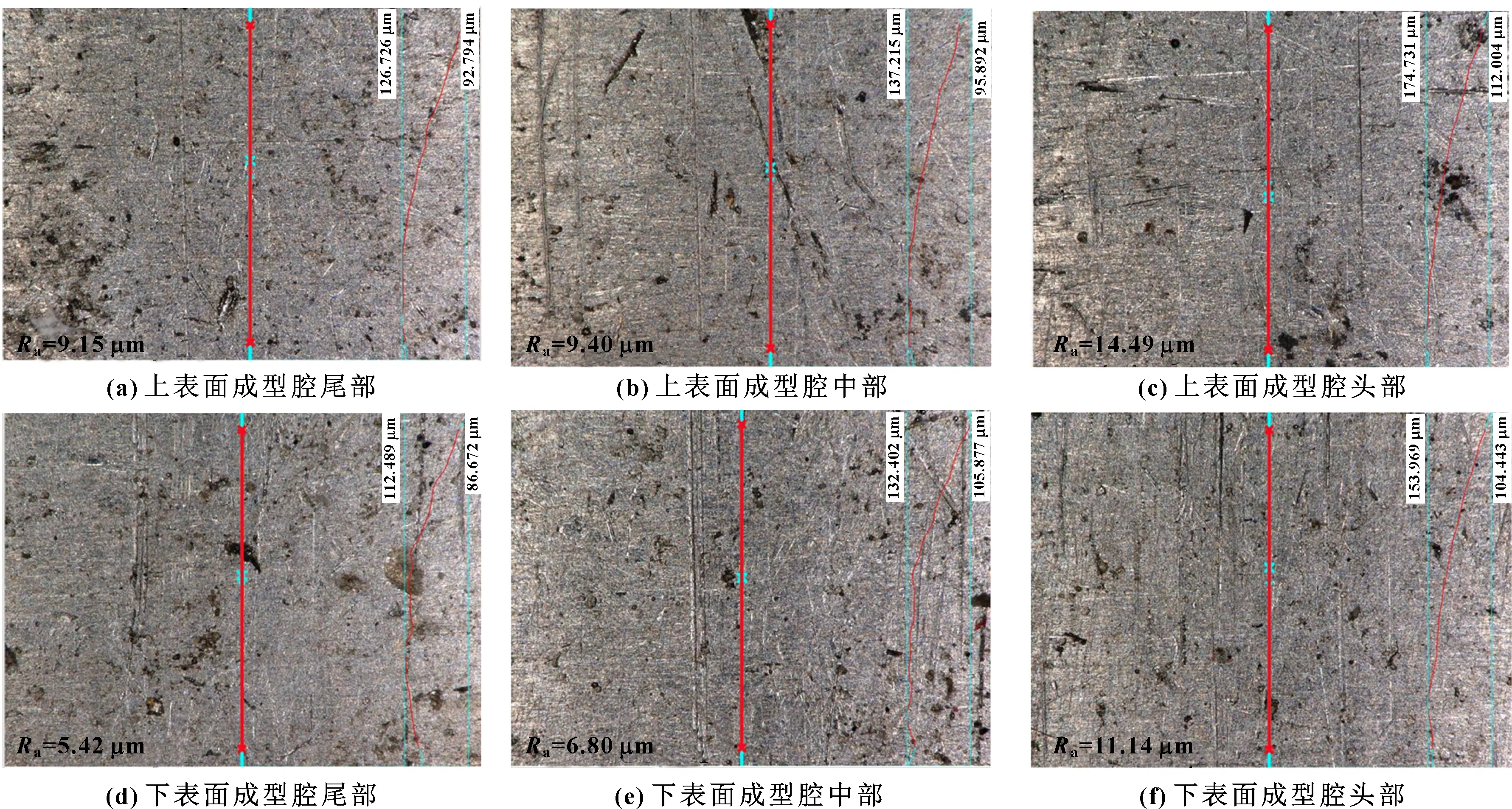
圖9 150倍鏡頭下模具上下面表面形貌
通過對比可知:
(1)模具上表面,即圖9(a)(b)(c)所示的表面粗糙度分別為9.15、9.40、14.49 μm;而下表面,即圖9(d)(e)(f)所示的表面粗糙度分別為5.42、6.80、11.14 μm。模具上表面的磨損大于下表面;距離成型腔出口越遠,模具的磨損越小,與模具的工作仿真結(jié)果相同。
(2)黑色蝕點所影響的面積大于原料流動造成的犁溝效應(yīng)所影響的面積,從而驗證了腐蝕磨損比摩擦磨損所造成的影響更大。
圖10(a)(b)所示為1 000倍數(shù)的測量實像,圖10(c)(d)分別為表面腐蝕、劃傷輪廓曲線。可知:模具表面因為腐蝕點蝕造成的凹坑深度大于模具表面摩擦磨損所造成的犁溝深度。

圖10 1 000倍鏡頭下表面微觀
圖11(a)所示為模具表面形貌。圖11(b)所示為三維成像圖,其中黑色凸起物的主要形成原因為2Cr13金屬在析出的Cl離子與水的腐蝕作用下造成的腐蝕,而后逐漸析出的腐蝕產(chǎn)物逐漸累積,形成黑色凸起。
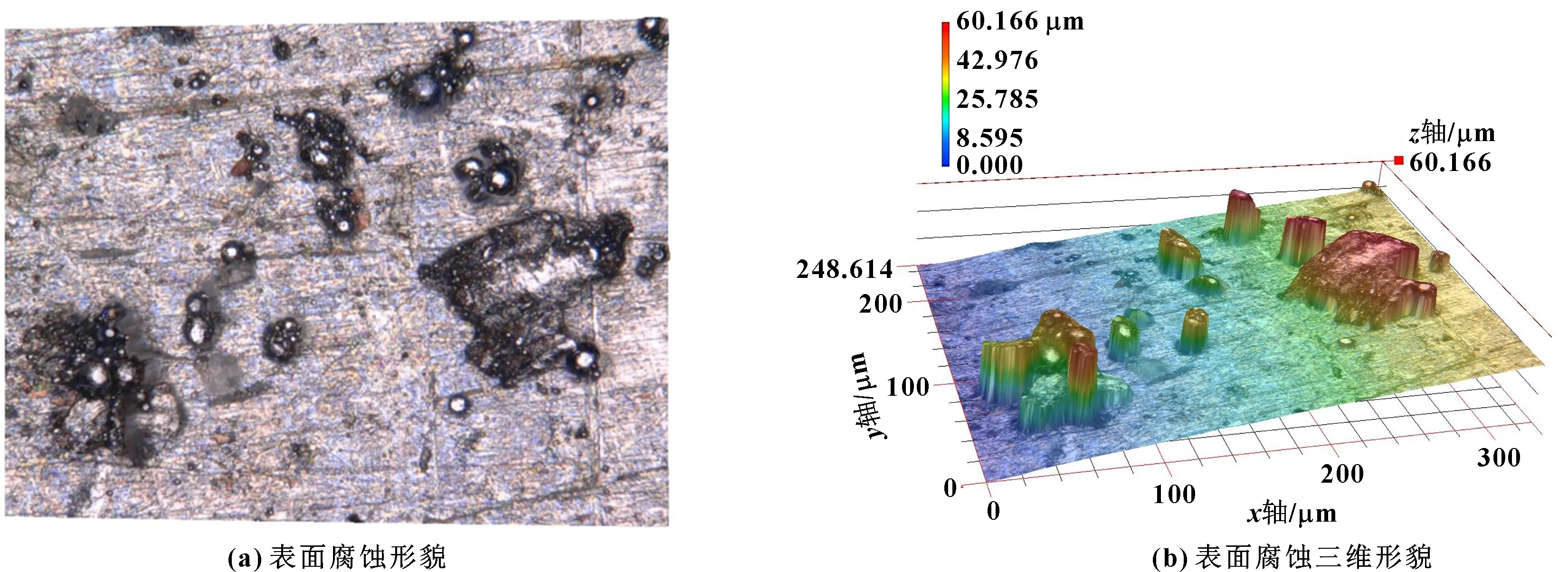
圖11 1 000倍鏡頭下微觀黑色凸起
隨著模具的使用時間累計,模具表面的保護膜被腐蝕逐步破壞,模具就會發(fā)生全面腐蝕,大面積地析出腐蝕產(chǎn)物。這些腐蝕產(chǎn)物結(jié)構(gòu)并不穩(wěn)定,會隨著原料的加工發(fā)生斷裂,變成微粒對模具造成劃傷。
通過模具表面微觀的分析,可以看出:模具表面腐蝕磨損比摩擦磨損所造成的面積大,腐蝕磨損對模具的表面微觀影響較大,同時它所產(chǎn)生的腐蝕產(chǎn)物會加重模具表面的摩擦磨損。相比于模具在工作載荷下的微量變形與原料所造成的摩擦磨損,原料分解造成的腐蝕磨損是模具主要的失效因素。并且原料在加工過程中分解的腐蝕性介質(zhì),如HCl,在重力以及螺桿的推動下匯集在成型腔出口處,所以擠出模具應(yīng)當注重模具耐腐蝕性,以減少模具的腐蝕量,這樣既能有效地減少尺寸上的腐蝕磨損,還可以降低加工過程中所造成的摩擦磨損,延長模具的使用壽命。
2 改進措施
模具表面的性能可以通過不同的加工方式進行提高。例如:對不銹鋼進行電沉積技術(shù)使其表面形成Ni-P耐腐蝕鍍層;通過電化學(xué)方法對模具表面進行表面改性,達到疏水性微觀形貌,減少腐蝕介質(zhì)與模具的接觸角,減緩模具的腐蝕速率。
本文作者選擇通過電化學(xué)加工改變模具表面的微觀形貌,使模具表面具有疏水性,減少原料加工過程中分解出的HCl等腐蝕性物質(zhì)與模具表面的接觸面積,減少腐蝕現(xiàn)象。同時,疏水性涂層同樣具有耐磨性能,可減少原料加工時的模具磨損。
2.1 電化學(xué)疏水性表面制備方法
由于2Cr13不銹鋼的材料性質(zhì),在進行電化學(xué)加工時,對于加工間隙、電解液濃度以及電壓都有要求,可以通過設(shè)定不同的加工參數(shù)研究疏水性表面微細結(jié)構(gòu)。文中選擇制備的疏水性表面微觀形貌為圓形凹坑表面形貌,在理想模型下表面微織構(gòu)、圓形深坑形貌同樣具有疏水性特點,相比激光技術(shù),電化學(xué)加工更加方便快速。
圓形深坑形貌在理想模型狀態(tài)下具有疏水性,因為其表面能夠儲存大量的空氣,形成了Cassie狀態(tài),根據(jù)公式:
cos=cos-1+
(4)
式中:為水滴與表面的接觸面積比例,越大接觸角越小;為表觀接觸角(WCA);為本征接觸角理想接觸角。
電化學(xué)光整加工實驗平臺主要由三坐標運動平臺、直流穩(wěn)壓穩(wěn)流電源、電解液循環(huán)系統(tǒng)、陰極夾具和陽極夾具構(gòu)成。陰極材料選擇直徑為10 mm的銅棒,實驗加工參數(shù)如表1所示。
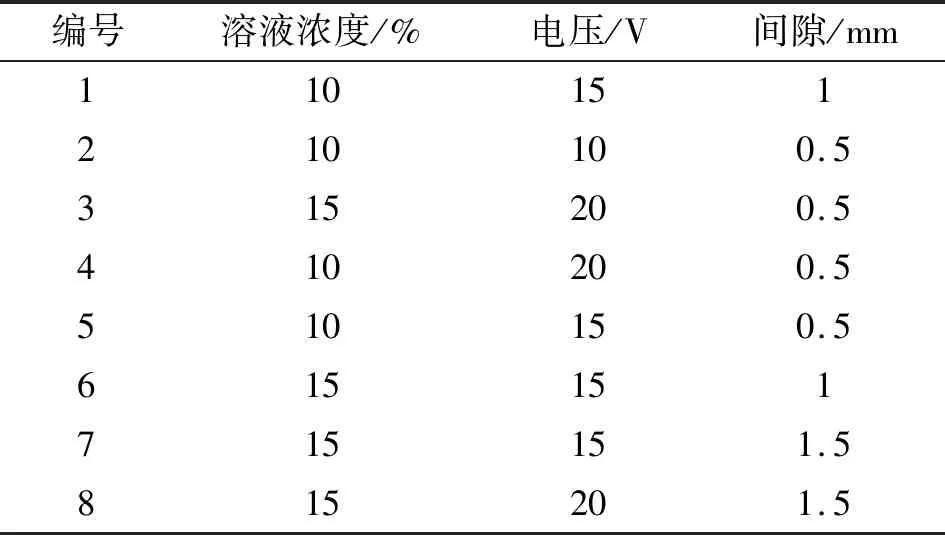
表1 電化學(xué)加工參數(shù)
實驗具體操作如下:
(1)對2Cr13板材進行清洗,配置相應(yīng)濃度的NaCl溶液放入電解液池,控制電解液池進水與出水口的流速,確保電解液持續(xù)更新。
(2)放入夾具,使工件與設(shè)備對準。
(3)加工完成后,對工件進行超聲波清洗,去除表面污垢。
(4)配置濃度為0.1 mol/L的十八烷酸溶液,保持恒溫45 ℃,浸泡30 min,降低工件表面能。
2.2 實驗結(jié)果分析
通過角接觸測量儀測試各試件WCA,在試件上滴定5 μL的液滴,通過高清攝像系統(tǒng)進行記錄。
加工試件接觸角如圖12所示。圖(a)為未加工試件的疏水角,圖(b)—(i)分別對應(yīng)試件1-試件8的疏水角。由圖12可知:試件2與試件5的疏水性效果好,接觸角分別達到113.3°與117.5°;與未加工試件相比,可以明顯看出經(jīng)過電化學(xué)加工改性的試件與液滴的接觸角更大。對于2Cr13不銹鋼,可以通過電化學(xué)加工的方式提高其表面疏水性。

圖12 加工試件接觸角
通過超景深顯微鏡對8個加工試件的表面進行微觀對比,分析電壓、溶液濃度與加工間隙在電化學(xué)對試件制備疏水性表面微觀的影響,結(jié)果如圖13所示。對比試件1、6與試件3、4可知:在電壓、加工間隙相同的情況下,電解液濃度越高,試件的加工越平整,尖峰和谷底的去除量越大;形成的圓形凹坑半徑過大,疏水性形貌并不好,使用較低濃度的電解液試件表面會形成一個個微凸體,疏水性反而較好。對比試件2、5與試件7、8,分析電壓對試件的影響,可知:電壓越大材料去除量越多,根據(jù)電化學(xué)加工的特性,在尖峰處的去除量大于凹坑的去除量,所以在高電壓下,在表面尖峰處會形成凹坑結(jié)構(gòu),但也會造成凹坑半徑或凹坑深度過大,不利于疏水性表面微觀的制備,在電壓為10、15、20 V下,電壓為15 V的加工性能最好。對比試件1、5與試件6、7,分析加工間隙對加工效果的影響,可知:加工間隙越小,去除量越大,越有利于增加表面凹坑的深度,在加工間隙為0.5、1、1.5 mm下,加工間隙0.5 mm的加工效果最好。
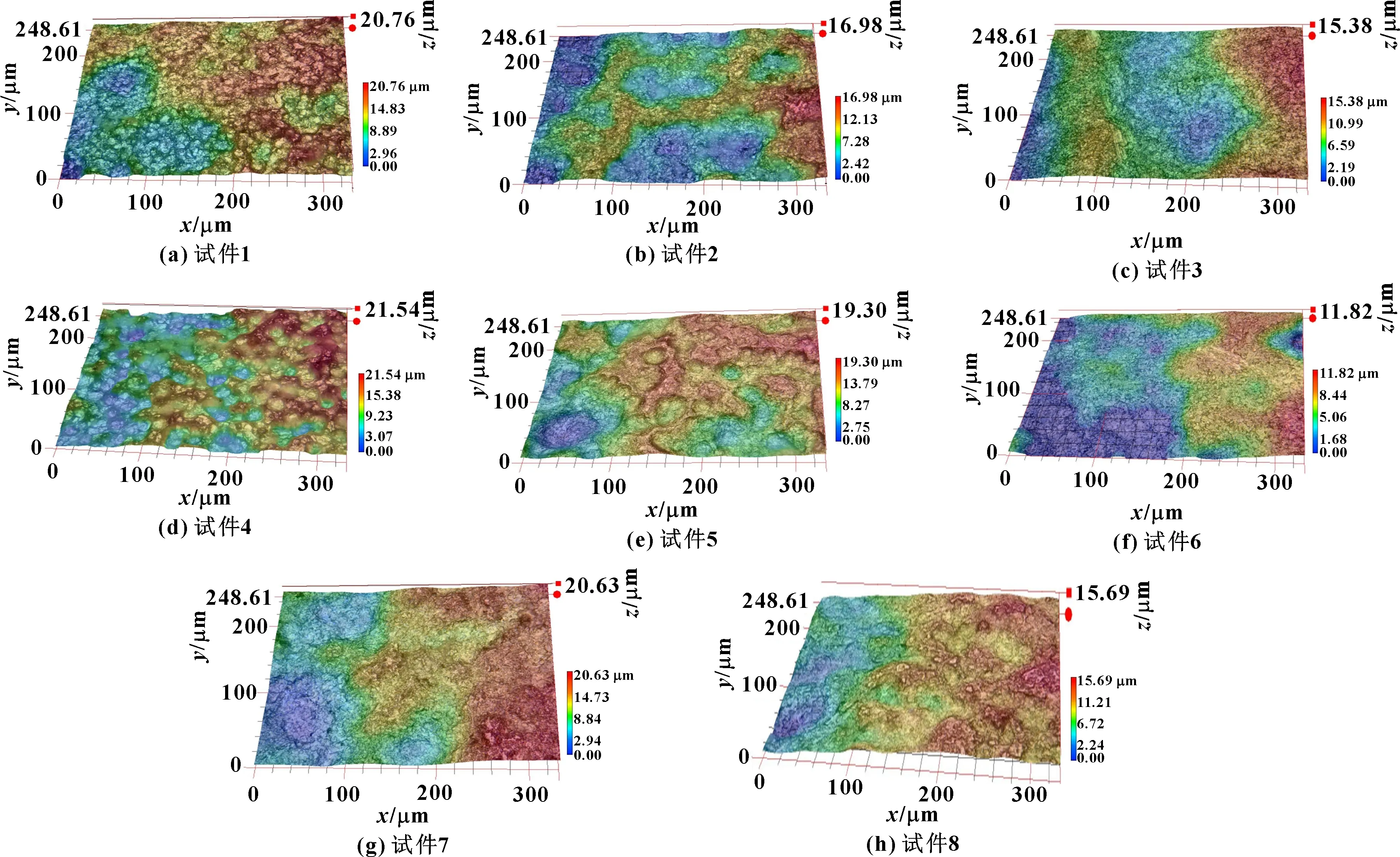
圖13 超景深顯微鏡下試件1—8的表面微觀形貌
由以上分析可知試件5的疏水性最好,在超景深顯微鏡下觀察,其表面微觀形貌如圖14所示。可知:表面有明顯的圓形凹坑,深度最大為5.22 μm,平均凹坑半徑約為10.21 μm。當液滴在其表面運動時,這些微小凹坑會儲存空氣,支撐液滴,形成Cassie狀態(tài)。
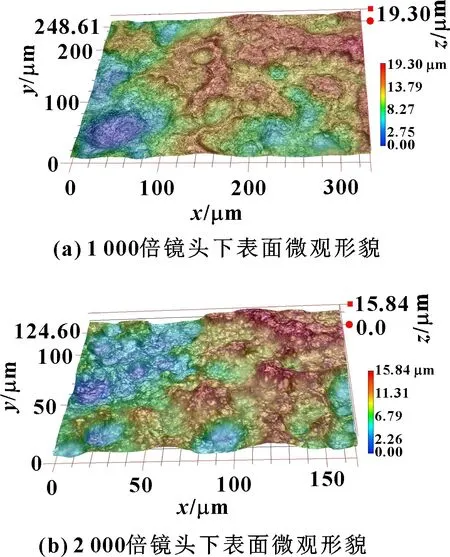
圖14 試件5表面微觀形貌
對試件進行10%濃度HCl溶液腐蝕實驗,模擬原料分解產(chǎn)物HCl對2Cr13不銹鋼的腐蝕效果,每次滴落量為1 mL。圖15所示為未電化學(xué)加工試件與電化學(xué)加工試件經(jīng) HCl溶液腐蝕的對比。可知:經(jīng)過電化學(xué)加工的表面,在接觸HCl液滴時,接觸角明顯大于90°,與HCl接觸的面積更小。反應(yīng)一段時間后,去除表面HCl液滴,將試件放入乙醇溶液進行超聲波清洗,并稱重對比。
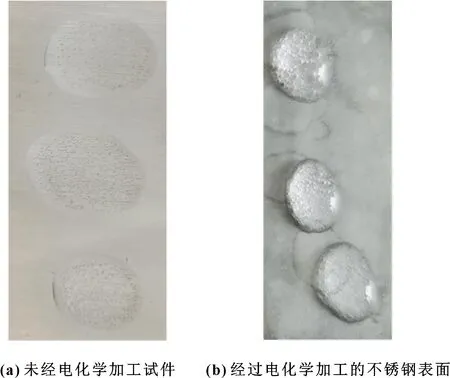
圖15 HCl溶液腐蝕對比
測量結(jié)果如下:經(jīng)過電化學(xué)加工的試件的腐蝕量為0.007 g,而機加工試件的腐蝕量為0.012g。由此可知,在模具腐蝕工況下,經(jīng)過電化學(xué)表面改性的試件使用壽命更高。
3 結(jié)論
(1)擠出機模具在工作時,工作載荷會使模具產(chǎn)生拉伸彈性變形,模具成型腔部位的變形最嚴重。但是工作載荷對模具的徑向變形量影響較小,并非造成模具失效的主要因素。
(2)原料的分解腐蝕是造成模具表面磨損的主要因素。模具在使用過程中,因腐蝕而析出腐蝕產(chǎn)物,且腐蝕產(chǎn)物會留在模具表面,并在原料的推動下對模具表面造成劃傷。在設(shè)計、改進、修復(fù)擠出模具時,應(yīng)主要考慮耐腐蝕性。
(3)通過電化學(xué)加工改變2Cr13金屬的表面形貌,制備圓形凹坑狀的疏水性涂層,可以有效提高模具的耐腐蝕性,進而增加模具的使用壽命。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
