基于機(jī)床旋轉(zhuǎn)軸角加速度的五軸加工刀軸矢量局部?jī)?yōu)化
2022-09-15 09:14:48趙恒周鑫張森堂
機(jī)床與液壓 2022年11期
趙恒,周鑫,張森堂
(中國(guó)航發(fā)沈陽(yáng)黎明航空發(fā)動(dòng)機(jī)有限責(zé)任公司,遼寧沈陽(yáng) 110043)
0 前言
由于五軸加工比三軸加工多2個(gè)額外的旋轉(zhuǎn)自由度,因此具有更好的加工效率及加工可達(dá)性。同時(shí),由于五軸加工在加工方式上的靈活性更強(qiáng),更適用于加工處理表面形貌復(fù)雜的零部件。但是,自由度的增加也會(huì)帶來(lái)刀軸矢量控制以及光順?lè)矫娴碾y題,且由于五軸加工的加工效率、工件表面質(zhì)量以及機(jī)床進(jìn)給率等都與刀軸矢量光順程度息息相關(guān),在進(jìn)行刀軸規(guī)劃時(shí),刀軸矢量的光順處理成為重要的課題。
為實(shí)現(xiàn)刀軸矢量光順,提高加工效率和加工質(zhì)量,研究者提出了3種優(yōu)化思路和角度,即分別在局部坐標(biāo)系、工件坐標(biāo)系、機(jī)床坐標(biāo)系內(nèi)對(duì)刀軸矢量進(jìn)行光順處理。LIN等基于刀具在局部坐標(biāo)系中的傾角,建立可行的刀具傾角范圍,并在此范圍內(nèi)選取合適的刀軸矢量,以提升加工表面質(zhì)量。LEE分析加工曲面局部微分幾何特性,通過(guò)約束刀具在局部坐標(biāo)系內(nèi)的轉(zhuǎn)角,控制加工表面誤差。FU等在幾何誤差補(bǔ)償過(guò)程中,采用粒子群優(yōu)化算法對(duì)局部坐標(biāo)系內(nèi)刀具傾角進(jìn)行優(yōu)化,從而有效控制加工表面紋理及幾何誤差。吳寶海等通過(guò)推導(dǎo)刀具有效切削輪廓,分析刀具在局部坐標(biāo)系內(nèi)的傾角與走刀行距之間的關(guān)系,給出刀具姿態(tài)的計(jì)算方法。羅明等人通過(guò)限制刀具在局部坐標(biāo)系內(nèi)傾角的變化,結(jié)合刀具無(wú)干涉發(fā)生的條件,給出在局部坐標(biāo)系內(nèi)變化均勻的刀軸矢量。上述刀軸矢量?jī)?yōu)化均在局部坐標(biāo)系內(nèi)進(jìn)行,且未考慮機(jī)床旋轉(zhuǎn)軸運(yùn)動(dòng)學(xué)特性的限制,同時(shí),由于刀觸點(diǎn)局部坐標(biāo)系到機(jī)床坐標(biāo)系的運(yùn)動(dòng)學(xué)變換屬于非線性變換,刀軸矢量在工件坐標(biāo)系及機(jī)床坐標(biāo)系內(nèi)的光順性難以保證。
考慮到刀軸矢量由刀觸點(diǎn)局部坐標(biāo)系到工件坐標(biāo)系屬非線性變換,在工件坐標(biāo)系內(nèi)對(duì)刀軸矢量進(jìn)行光順處理成為刀軸矢量光順的另一種處理手段。基于工件坐標(biāo)系的刀軸矢量光順策略具體體現(xiàn)為,在保證幾何形貌誤差及加工效率等其他加工特性的同時(shí),盡可能實(shí)現(xiàn)刀軸矢量的光順變化。JUN等將刀軸矢量可行域以C空間子集的形式予以表示,隨后在C空間內(nèi)以殘高及工件表面幾何特性等為約束,優(yōu)化生成工件坐標(biāo)系內(nèi)光順變化的刀軸矢量。HO等綜合加工誤差檢測(cè)及優(yōu)化算法,利用四元數(shù)插值的方式,在工件坐標(biāo)系生成無(wú)干涉且光順性較好的刀軸矢量。以上方法的實(shí)現(xiàn)均基于刀軸矢量表達(dá)于工件坐標(biāo)系內(nèi)這一前提,因此光順對(duì)象是刀軸矢量在工件坐標(biāo)系內(nèi)的分量(、、)。由機(jī)床的逆向運(yùn)動(dòng)學(xué)可知,工件坐標(biāo)系到機(jī)床坐標(biāo)系的變換仍屬于非線性變換,因此,刀軸矢量分量的光順程度并不能保證機(jī)床旋轉(zhuǎn)軸角度的光順變化。在仿真和實(shí)際加工中,未對(duì)機(jī)床旋轉(zhuǎn)軸進(jìn)行動(dòng)力學(xué)方面約束的刀軸矢量光順?lè)椒ǎ杂锌赡艹霈F(xiàn)機(jī)床在局部發(fā)生運(yùn)動(dòng)學(xué)性能超限,不利于實(shí)際加工。
近些年來(lái),對(duì)刀軸矢量光順性的研究方向已轉(zhuǎn)變?yōu)橹苯釉跈C(jī)床坐標(biāo)系內(nèi)對(duì)刀軸矢量進(jìn)行光順處理。XU等通過(guò)推導(dǎo)由刀觸點(diǎn)局部坐標(biāo)系到機(jī)床坐標(biāo)系的逆向運(yùn)動(dòng)學(xué)變化過(guò)程,提出各種結(jié)構(gòu)的五軸機(jī)床的機(jī)床旋轉(zhuǎn)軸角度變化光順性指標(biāo),并采用三次樣條插值的形式,對(duì)刀軸矢量進(jìn)行光順處理。PLAKHOTNIK和LAUWERS將機(jī)床旋轉(zhuǎn)軸角度變換作為優(yōu)化對(duì)象,采用Dijkstra算法,尋求加工路徑上刀軸矢量變化的最短路徑,從而達(dá)到刀軸矢量的光順變化。以上方法均直接在機(jī)床坐標(biāo)系內(nèi)對(duì)機(jī)床旋轉(zhuǎn)軸角度進(jìn)行規(guī)劃處理,獲得機(jī)床坐標(biāo)系意義下的光順刀軸矢量。XU等以機(jī)床坐標(biāo)系下刀軸矢量光順為目標(biāo),并通過(guò)輪換迭代的方式對(duì)干涉進(jìn)行消除,實(shí)現(xiàn)了旋轉(zhuǎn)軸角加速度的優(yōu)化。WANG等通過(guò)微調(diào)局部刀具姿態(tài),在遵循干涉碰撞約束及機(jī)床運(yùn)動(dòng)學(xué)性能約束的前提下,兼顧了加工過(guò)程中的切削性能。
因此,優(yōu)化五軸機(jī)床刀軸矢量的平順性,應(yīng)綜合考慮旋轉(zhuǎn)軸在機(jī)床坐標(biāo)系內(nèi)的動(dòng)力學(xué)表現(xiàn),并對(duì)它加以約束。四元數(shù)插值法基于工件坐標(biāo)系,是一種用于五軸刀軸矢量規(guī)劃的經(jīng)典的有效方法,經(jīng)過(guò)矢量插值后的刀位文件在工件坐標(biāo)系下通常具有很好的平順性表現(xiàn)。利用四元數(shù)插值方法得到的刀位文件在機(jī)床坐標(biāo)系下,通常也具有較好的整體表現(xiàn)。同時(shí),經(jīng)典的四元數(shù)插值方法考慮了加工誤差的限制,很好地兼顧了加工精度、高效性及刀軸平順性。但如前所述,由于工件坐標(biāo)系和機(jī)床坐標(biāo)系之間的非線性變換,工件坐標(biāo)系平順變化的刀軸矢量,在經(jīng)過(guò)逆向運(yùn)動(dòng)學(xué)變化之后,某些區(qū)域的動(dòng)力學(xué)特性會(huì)超限,不利于加工過(guò)程及加工完成質(zhì)量。針對(duì)四元數(shù)插值方法在規(guī)劃過(guò)程中的旋轉(zhuǎn)軸角加速度局部過(guò)大導(dǎo)致機(jī)床負(fù)載超限的問(wèn)題,本文作者提出一種基于四元數(shù)插值方法的角加速度超限區(qū)域檢測(cè)并修正的方法。如圖1所示,以雙轉(zhuǎn)臺(tái)五軸數(shù)控機(jī)床的刀軸矢量規(guī)劃為例。首先,固定易干涉區(qū)域內(nèi)的關(guān)鍵刀軸矢量,基于關(guān)鍵刀軸矢量,利用經(jīng)典的四元數(shù)插值方法,生成整個(gè)加工路徑上的初始刀軸矢量;然后,遍歷初始刀軸矢量,以初始刀軸矢量的角加速度是否超過(guò)允許值為條件,判斷超限區(qū)域;最后,對(duì)不滿足機(jī)床角加速度限制要求的超限區(qū)域,采取一種基于機(jī)床各旋轉(zhuǎn)軸角加速度分治優(yōu)化的五軸加工刀軸矢量插值方法,局部修正超限區(qū)域的刀軸矢量,得到機(jī)床坐標(biāo)系下滿足機(jī)床旋轉(zhuǎn)軸動(dòng)力學(xué)特性的刀軸矢量。
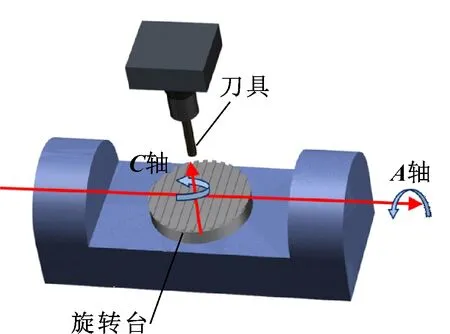
圖1 AC雙轉(zhuǎn)臺(tái)五軸機(jī)床
1 初始刀軸矢量的產(chǎn)生
以雙轉(zhuǎn)臺(tái)五軸機(jī)床為例,介紹四元數(shù)插值的算法流程。經(jīng)典四元數(shù)插值算法分為兩個(gè)模塊:四元數(shù)插值模塊、加工誤差檢測(cè)及優(yōu)化模塊。四元數(shù)插值光順?biāo)惴ǖ木唧w流程如圖2所示。
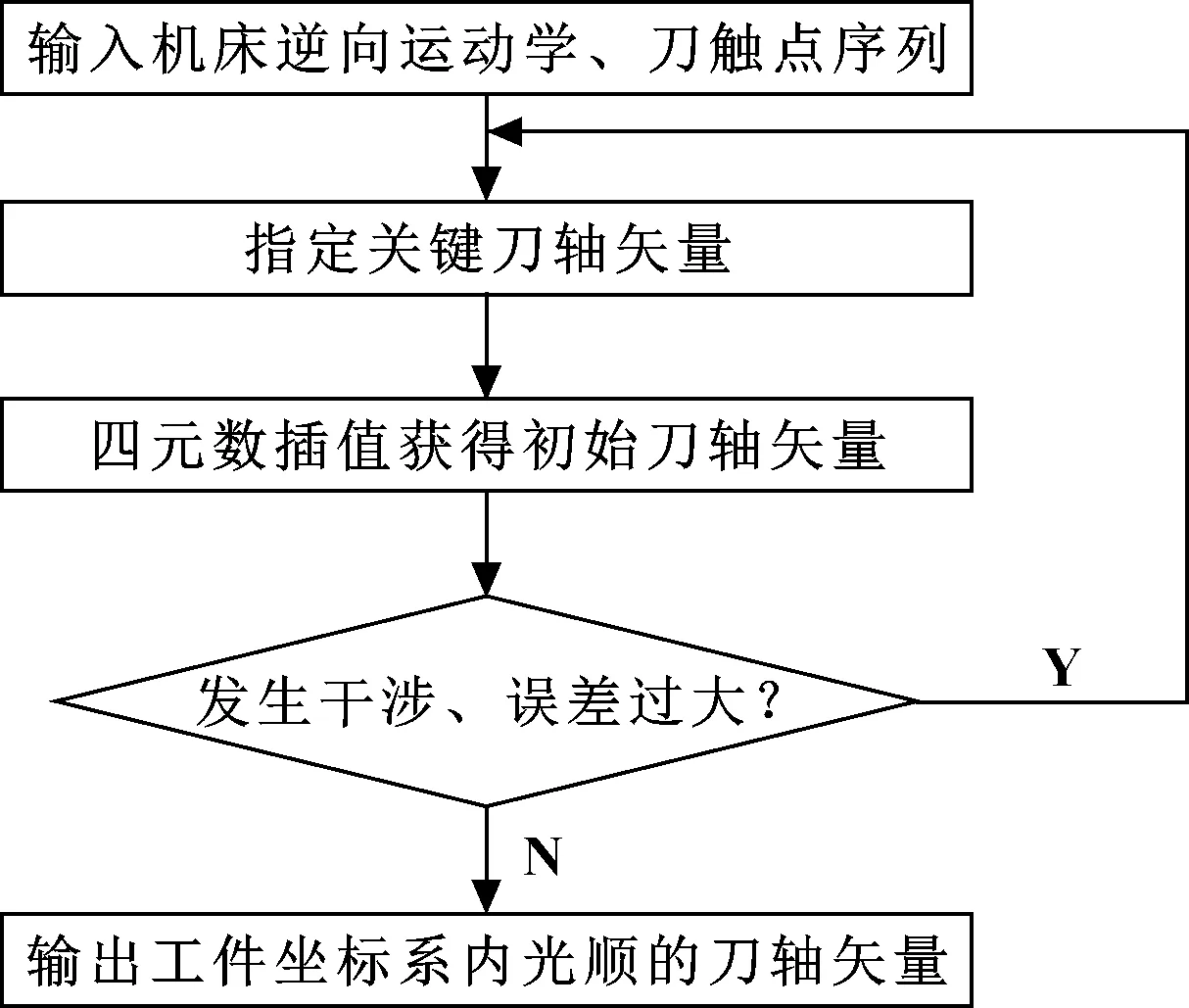
圖2 四元數(shù)插值光順?biāo)惴鞒?/p>
首先,利用加工幾何誤差限制及刀具半徑,對(duì)加工軌跡進(jìn)行離散,在加工軌跡上生成符合加工誤差限制的刀觸點(diǎn)序列,完成刀觸點(diǎn)的規(guī)劃。然后,進(jìn)行刀軸矢量的規(guī)劃,刀軸矢量的規(guī)劃過(guò)程包含四元數(shù)插值過(guò)程,以及加工誤差檢測(cè)過(guò)程。
1.1 四元數(shù)插值模塊
四元數(shù)插值模塊的流程:(1)由用戶人為地在曲率變化大、易產(chǎn)生干涉區(qū)域設(shè)置關(guān)鍵刀軸矢量,指定不發(fā)生干涉的關(guān)鍵刀軸矢量,并將所指定的關(guān)鍵刀軸矢量改寫(xiě)為四元數(shù)形式;(2)利用矢量插值算法中的四元數(shù)插值算法,對(duì)關(guān)鍵刀軸矢量進(jìn)行插值,綜合插值所得矢量與關(guān)鍵刀軸矢量,作為刀位文件,具體做法如下。
首先,將插值首尾的關(guān)鍵刀軸矢量利用四元數(shù)的形式、表示出來(lái)。四元數(shù)通常被用于表示三維空間中一對(duì)矢量之間的旋轉(zhuǎn)變換關(guān)系,擁有4個(gè)分量。
=[,]=[,,,]
(1)
在獲得首尾刀軸矢量的四元數(shù)形式之后,中間刀軸矢量的插值方式如下:

∈[2,-1]
(2)
式中:1,為首末端點(diǎn)刀軸矢量的夾角。若首尾關(guān)鍵刀軸矢量的角度變化過(guò)小,為避免除零錯(cuò)誤,則采用線性插值。
在完成上述插值過(guò)程后,遍歷所得的刀軸矢量,檢查是否有干涉發(fā)生,若發(fā)生干涉,則在干涉區(qū)域內(nèi)選取干涉最嚴(yán)重的刀軸矢量位置,重新設(shè)置新的無(wú)干涉的關(guān)鍵刀軸矢量,并在重新獲得的關(guān)鍵刀軸矢量之間進(jìn)行四元數(shù)插值,直至無(wú)干涉發(fā)生。
1.2 加工誤差檢測(cè)模塊
將四元數(shù)插值模塊中獲得的刀軸矢量輸入加工誤差檢測(cè)模塊,判斷所得刀軸矢量是否超出加工誤差限制。加工誤差的限制可用式(3)表示:

(3)
其中:為圓環(huán)銑刀的小圓半徑;為小圓圓心;為加工軌跡曲率中心;為兩刀觸點(diǎn)之間加工誤差最大位置處對(duì)應(yīng)的參數(shù),∈[0,1]。具體推導(dǎo)過(guò)程參見(jiàn)文獻(xiàn)[8]。
若是所得刀位文件在某區(qū)域的加工誤差超出限制,則在該區(qū)域內(nèi)利用線性插值,插入一中間矢量,直至加工誤差落到限制范圍之內(nèi)。
2 超限區(qū)域的確定
在實(shí)際加工中發(fā)現(xiàn),在利用四元數(shù)插值算法獲得工件坐標(biāo)系內(nèi)光順的刀軸矢量后,機(jī)床運(yùn)動(dòng)學(xué)性能仍有可能在局部刀位發(fā)生超限,進(jìn)而損害加工性能和加工精度。
因此,有必要對(duì)四元數(shù)初始規(guī)劃刀路進(jìn)行局部修正,而完成修正過(guò)程的前提是對(duì)所得刀軸矢量進(jìn)行超限區(qū)域的確定。確定不滿足機(jī)床旋轉(zhuǎn)軸運(yùn)動(dòng)學(xué)特性的超限區(qū)域的過(guò)程,實(shí)際上是尋找一系列的刀觸點(diǎn)索引,使得該索引上的刀軸矢量運(yùn)動(dòng)學(xué)性能超限。
將刀觸點(diǎn)軌跡離散化處理(如圖3所示)后,機(jī)床旋轉(zhuǎn)軸運(yùn)動(dòng)學(xué)特性的約束條件可以表述為

圖3 刀觸點(diǎn)離散
(4)

因此,超限區(qū)域的確定過(guò)程可轉(zhuǎn)換為如下優(yōu)化模型:

s.t.-≤≤
(5)

3 局部刀軸矢量?jī)?yōu)化
在局部刀軸矢量?jī)?yōu)化過(guò)程中,將超限區(qū)域內(nèi)的旋轉(zhuǎn)軸角加速度平方和當(dāng)作機(jī)床旋轉(zhuǎn)軸特性的衡量指標(biāo)。因此,優(yōu)化模型可以角加速度變化最小作為目標(biāo)函數(shù),具體如下:

(6)
結(jié)合上述目標(biāo)函數(shù)極小值出現(xiàn)的必要條件?/?,=0,可得到如下的線性方程:
(7)
其中:為求導(dǎo)后的相應(yīng)系數(shù)。為求解上述線性方程組,需人工指定關(guān)鍵刀軸矢量。在局部刀軸矢量的優(yōu)化過(guò)程中,通常將超限區(qū)域邊界處的刀軸矢量設(shè)定為關(guān)鍵刀軸矢量。關(guān)鍵刀軸矢量指定完成后,便可對(duì)上述線性方程組進(jìn)行求解,完成對(duì)超限區(qū)域刀軸矢量的局部?jī)?yōu)化。
4 加工實(shí)例
利用所提刀軸矢量?jī)?yōu)化算法對(duì)葉輪葉片進(jìn)行刀軸矢量?jī)?yōu)化處理,從而驗(yàn)證算法的有效性。仿真實(shí)例中機(jī)床進(jìn)給速度設(shè)置為3 000 mm/min, 機(jī)床旋轉(zhuǎn)軸的運(yùn)動(dòng)學(xué)限制設(shè)置為1 rad/s、10 rad/s。優(yōu)化前后刀軸矢量如圖4所示,利用文中所提超限區(qū)域識(shí)別算法,確定超限區(qū)域?yàn)樾蛄悬c(diǎn)區(qū)間為[30,72]。由此也可驗(yàn)證工件坐標(biāo)系下的刀軸矢量光順性并不能保證機(jī)床旋轉(zhuǎn)軸角度的光順變化。為此,對(duì)所提取的超限區(qū)域,應(yīng)用文中所提的刀軸矢量局部?jī)?yōu)化算法進(jìn)行進(jìn)一步的局部?jī)?yōu)化處理,以改善局部刀軸矢量的光順性。
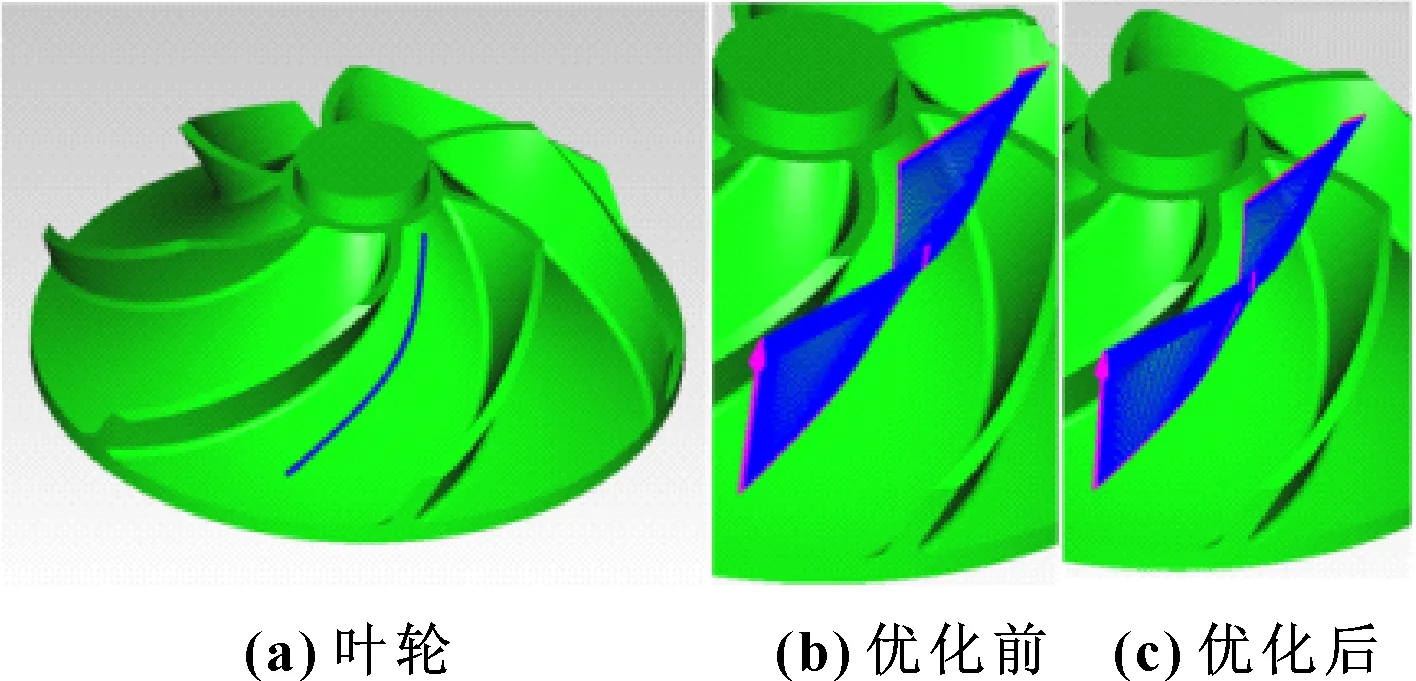
圖4 葉輪及優(yōu)化前后刀軸矢量
優(yōu)化前后刀軸矢量的角加速度如圖5所示。可知:優(yōu)化后的刀軸矢量保留大部分初始刀軸矢量數(shù)據(jù),意味著算法保留了初始規(guī)劃刀軸矢量較優(yōu)的切削特性,同時(shí)解決了機(jī)床旋轉(zhuǎn)軸角加速度在局部的突變,甚至解決了超出機(jī)床旋轉(zhuǎn)軸限制的問(wèn)題,得到真正機(jī)床坐標(biāo)系下光順的刀軸矢量。
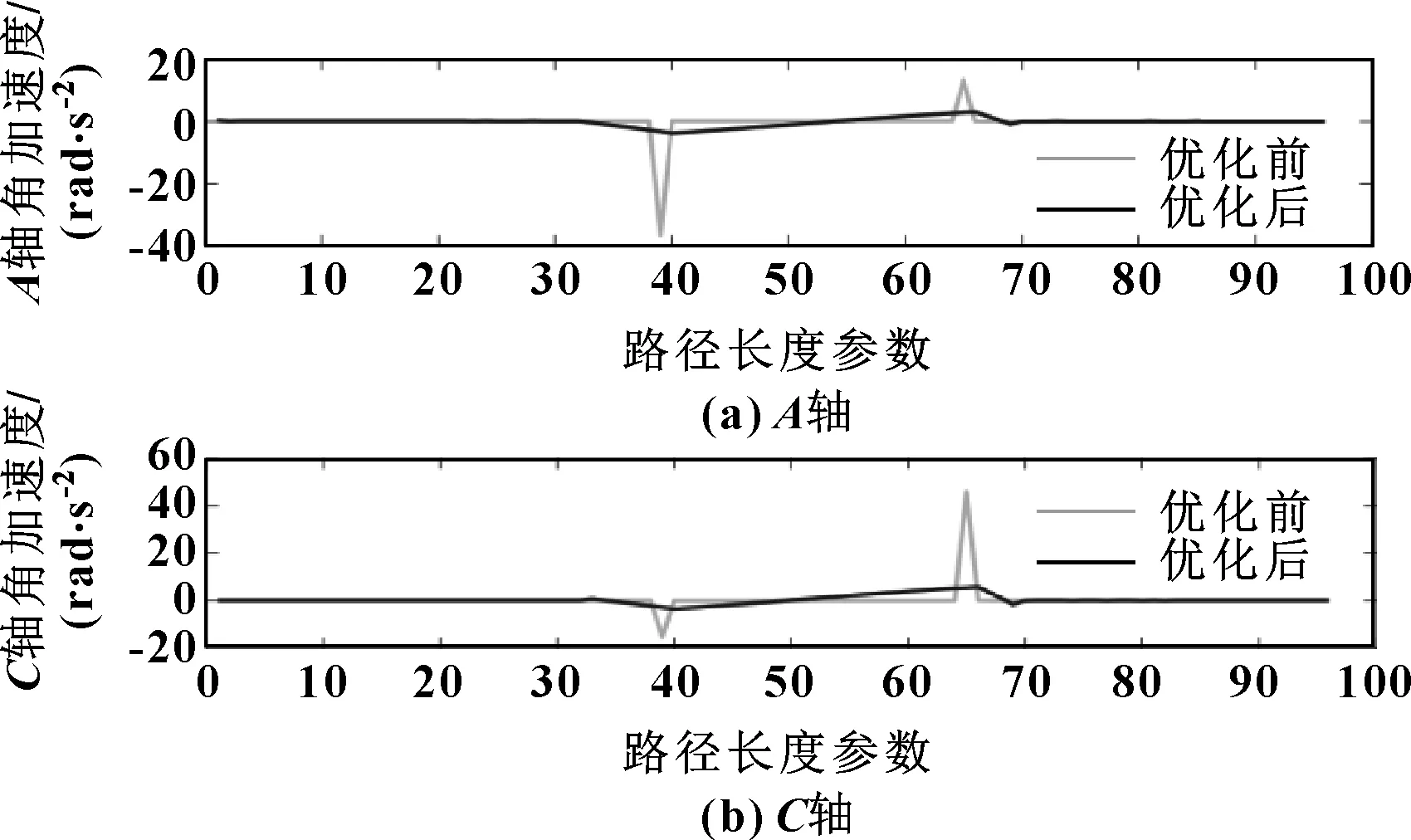
圖5 優(yōu)化前后的機(jī)床旋轉(zhuǎn)軸角加速度
5 結(jié)語(yǔ)
(1)針對(duì)現(xiàn)有刀軸矢量光順?biāo)惴▋H考慮全局光順的不足,提出一種基于機(jī)床坐標(biāo)系的刀軸矢量局部?jī)?yōu)化算法。
(2)對(duì)利用四元數(shù)插值法得到的初始刀軸矢量進(jìn)行預(yù)處理,將超限區(qū)域的判定過(guò)程轉(zhuǎn)化為對(duì)二次規(guī)劃問(wèn)題的求解。
(3)對(duì)葉輪葉片的加工仿真實(shí)例表明,利用所提出的超限區(qū)域判定算法及局部刀軸矢量?jī)?yōu)化算法能夠?qū)崿F(xiàn)對(duì)刀軸矢量局部調(diào)整的目標(biāo),提高機(jī)床運(yùn)動(dòng)學(xué)性能,從而實(shí)現(xiàn)更好的刀軸矢量光順性。
