顯微組織類型對TC4鈦合金絲材性能的影響
2022-09-15 12:30:10王清瑞沙愛學黃利軍
鈦工業進展 2022年4期
關鍵詞:裂紋
王清瑞,沙愛學,黃利軍,黃 旭
(中國航發北京航空材料研究院,北京 100095)
鈦合金具有比強度高、耐腐蝕性好和耐高溫等優良性能,廣泛應用于航空航天、石油化工、艦船等領域[1-3]。隨著航空工業的發展,鈦合金緊固件的用量越來越大。在同樣的強度指標下,相比鋼制緊固件,鈦合金緊固件減重30%~40%[4,5]。波音747飛機上以鈦制緊固件代替鋼制緊固件后,其結構重量減輕1814 kg;美國C-5A飛機采用鈦合金螺栓后,減重約1000 kg;俄羅斯伊爾96飛機上所使用的鈦標準件達14.2萬件,減重約600 kg。同時,TC4鈦合金與Ti-45Nb合金搭配,制成的雙金屬鉚釘已經在空客和波音飛機上獲得大量應用[6-8]。鈦合金緊固件還具有優異的耐腐蝕性能,其正電位性能與碳纖維復合材料相匹配,能夠有效防止緊固件的電偶腐蝕。目前,鈦合金緊固件已經成為先進民用飛機和軍用飛機必不可少的關鍵材料[9-14]。
TC4鈦合金是國內外應用最為廣泛的鈦合金,也是航空緊固件使用最為普遍的鈦合金。前期研究表明,顯微組織參數對TC4鈦合金的拉伸性能以及疲勞性能有著顯著影響[15-17]。但關于不同類型顯微組織對TC4鈦合金拉伸、疲勞等綜合性能影響的研究尚不透徹,而這些恰好是緊固件制造最為關心的問題。為此,研究了TC4鈦合金絲材不同微觀組織類型對其力學性能的影響,以期為生產企業合理選擇TC4鈦合金緊固件的熱處理制度提供一定的參考。
1 實 驗
實驗材料為經過α+β兩相區軋制變形的規格為φ20 mm的TC4鈦合金絲材,其相變點為992 ℃。按照表1中3種不同工藝對TC4鈦合金絲材進行熱處理,分別獲得等軸、雙態、片層3種典型組織。采用掃描電子顯微鏡(SEM)和透射電子顯微鏡(TEM)觀察微觀組織。采用Instron-4507萬能試驗機進行拉伸性能測試。采用SEM-SERVO原位疲勞試驗機進行疲勞試驗,應力比R=0.1。
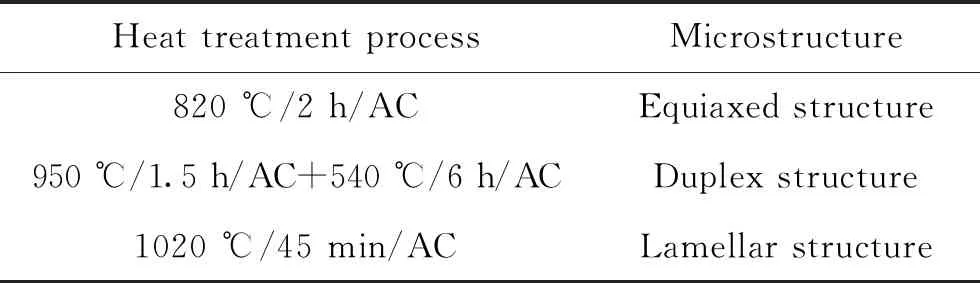
表1 TC4鈦合金絲材的熱處理工藝
2 結果與分析
2.1 微觀組織特征
TC4鈦合金絲材經相變點以下(820 ℃)熱處理獲得等軸組織,其TEM照片如圖1所示。
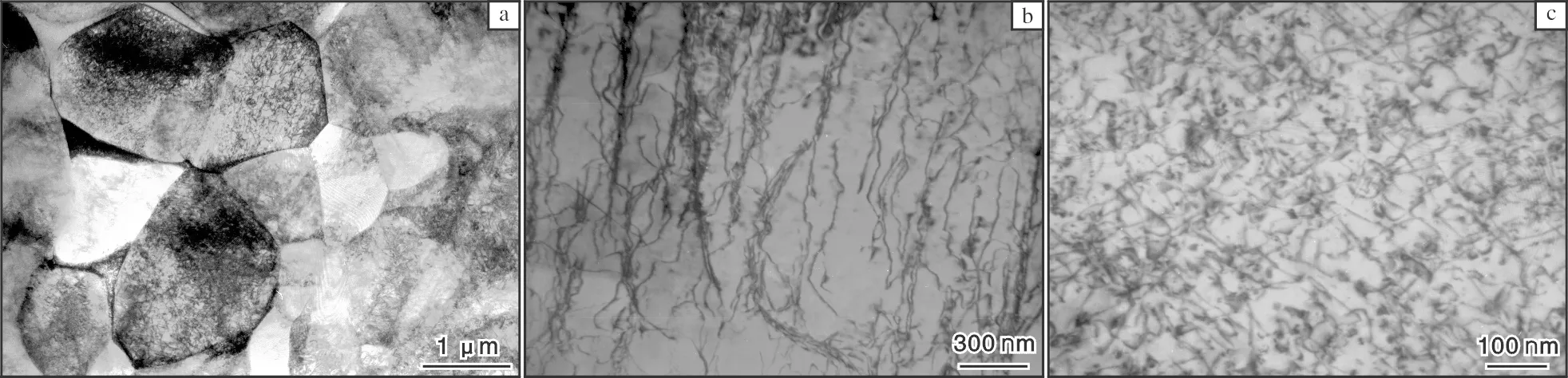
圖1 TC4鈦合金絲材等軸組織的TEM照片
TC4鈦合金經過大變形量軋制后,內部組織結構得到充分的變形和破碎,獲得的等軸晶粒均勻細小,α晶粒尺寸約為1 μm(圖1a)。進一步觀察,大部分等軸晶粒內位錯聚集,位錯密度較高,或排列整齊或交織成網狀(圖1b),這些都反映了α相形變的特征。等軸組織內部存在大量亞晶界,α相本身沒有發生再結晶(圖1c)。TC4鈦合金形變加工和熱處理過程中,晶粒不斷細化,晶界面積不斷增加,以致阻礙位錯運動的障礙越來越多,位錯密度增大,從而起到增加材料強度的效果。
圖2為TC4鈦合金絲材經固溶時效處理后雙態組織的SEM照片,其球狀初生α相尺寸約為10 μm。圖3為TC4鈦合金絲材雙態組織的TEM照片。在雙態組織中,相鄰的球狀α相之間依然存在一定數量的亞晶界(圖3a)。球狀α相內位錯密度不高,少量位錯排列成位錯墻(圖3b)。排列整齊的位錯墻及低的位錯密度表明,α相發生了靜態回復和再結晶。片狀α相內及α/β相界面上仍有一定數量的位錯(圖3c),但是與等軸組織相比,位錯密度顯著下降。
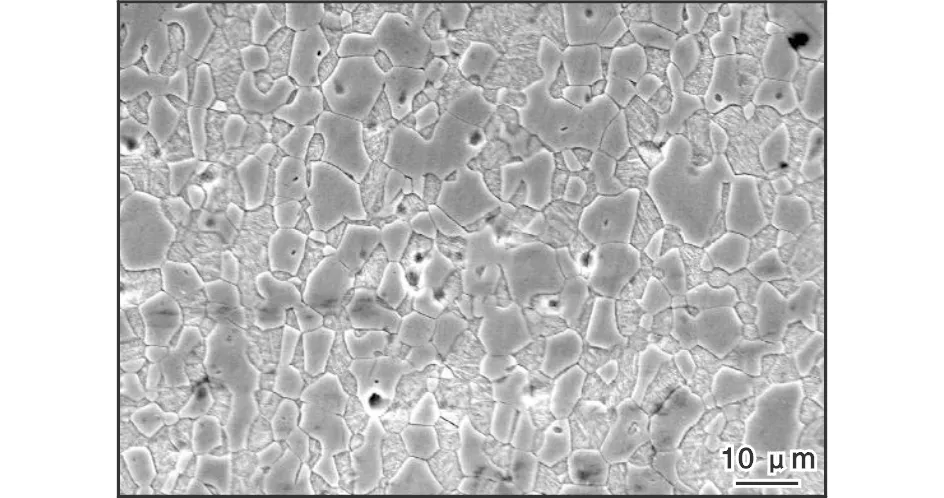
圖2 TC4鈦合金絲材雙態組織的SEM照片
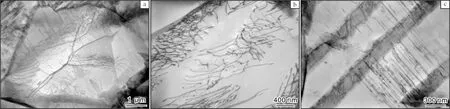
圖3 TC4鈦合金絲材雙態組織的TEM照片
TC4鈦合金絲材在相變點以上(1020 ℃)熱處理獲得片層組織,其TEM照片如圖4所示。在相變點以上經過一定時間的保溫,TC4鈦合金絲材片層組織的β晶粒不斷長大,平均尺寸約為300 μm。在單個β晶粒內可以看到不同方向的α集束(圖4b),α片的厚度平均約為1 μm,不同方向的片狀α相內及α/β相界面上仍有一定數量的位錯(圖4c),但位錯密度較低。

圖4 TC4鈦合金絲材片層組織的TEM照片
2.2 顯微組織類型對力學性能的影響
表2為不同顯微組織TC4鈦合金絲材的室溫拉伸性能。從表2可以看出,等軸組織TC4鈦合金絲材的強度最高,這是由于原始等軸組織α晶粒細小且具有較高的位錯密度。塑性方面,雙態組織最好,片層組織最差,這是因為片層組織原始β晶粒粗大,滑移系少,變形協調能力較弱,導致其塑性較低。

表2 不同顯微組織TC4鈦合金絲材的拉伸性能
表3為應力比R=0.1時3種顯微組織的TC4鈦合金絲材的低周疲勞試驗結果。其中,σmax為最大加載應力。圖5為不同顯微組織TC4鈦合金絲材疲勞試樣在不同循環周次下的裂紋擴展長度。由圖5可見,當裂紋尺寸<250 μm時,不同顯微組織TC4鈦合金絲材對應的裂紋擴展速率有很大差異,片層組織的擴展速率最低,等軸組織最高。但當裂紋長度>250 μm時,3種組織的裂紋擴展速率無顯著差異。等軸組織初始位錯密度較高,當裂紋遇到等軸α相時直接穿過,α相界存在的少量殘余β相對疲勞裂紋擴展的阻礙作用較小,因而疲勞壽命較低。片層組織的疲勞壽命最高,這是由于片層組織能夠改變裂紋擴展方向以及產生二次微裂紋分支。裂紋擴展中遇到塑性較好的β相時,擴展路徑發生偏轉,改為沿α/β相界面進行,從而使得裂紋總長度增加,消耗的能量也相應增加,疲勞壽命增大。片層組織的疲勞壽命與β相的厚度密切相關,只有當β相的厚度足夠大時,才能夠吸收裂紋尖端塑性變形過程產生的能量從而延緩裂紋擴展速率。對于雙態組織,通過增加片狀α相的體積分數(通過提高變形溫度或在兩相區較高溫度熱處理)可增大裂紋擴展抗力,提高疲勞性能。綜合考慮TC4鈦合金絲材的力學性能和工藝塑性,應選擇雙態組織作為產品的最終組織狀態。
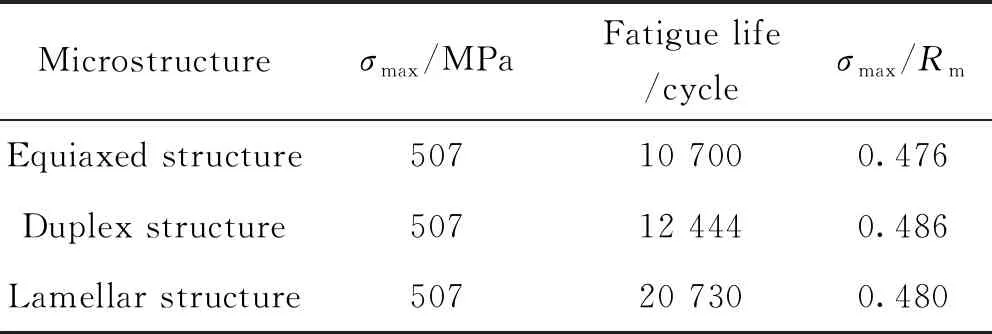
表3 TC4鈦合金絲材的低周疲勞試驗結果

圖5 TC4鈦合金絲材疲勞試樣的裂紋長度隨循環周次的變化曲線
3 結 論
(1) TC4鈦合金絲材經不同工藝熱處理后得到的3種不同顯微組織中,等軸組織α晶粒最為細小且具有較高的位錯密度,表現出較高的拉伸強度;雙態組織中存在不同形態的α相,具有最好的塑性;片層組織原始β晶粒粗大,塑性最低。
(2) 片層組織TC4鈦合金絲材的疲勞性能最好。當疲勞裂紋長度<250 μm時,不同顯微組織對應的裂紋擴展速率差異較大,片層組織的擴展速率最低,等軸組織最高。當裂紋長度>250 μm時,3種顯微組織的裂紋擴展速率無顯著差異。
(3) 綜合考慮TC4鈦合金絲材的力學性能和工藝塑性,應選擇雙態組織作為產品的最終組織狀態。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
