基于EWMA的零件加工過程質(zhì)量控制系統(tǒng)研究
2022-09-16 07:33:16彭功靂胥云章周偉葉雷
機(jī)床與液壓 2022年14期
彭功靂,胥云,章周偉,葉雷
(四川輕化工大學(xué)機(jī)械工程學(xué)院,四川宜賓 644000)
0 前言
隨著科學(xué)技術(shù)的發(fā)展,互聯(lián)網(wǎng)技術(shù)與制造業(yè)深度融合迎來了傳統(tǒng)制造業(yè)邁向智能化的變革,但是在智能制造過程中產(chǎn)品的質(zhì)量信息數(shù)據(jù)采集不及時(shí)并且沒有進(jìn)行實(shí)時(shí)動(dòng)態(tài)分析,造成大量的產(chǎn)品生產(chǎn)損失。在制造過程中,產(chǎn)品質(zhì)量控制管理對(duì)生產(chǎn)過程有監(jiān)測(cè)、預(yù)防、分析、改善等作用,有利于避免質(zhì)量問題發(fā)現(xiàn)不及時(shí)帶來的損失。目前,在質(zhì)量控制方面,多數(shù)制造企業(yè)采用人工測(cè)量或者通過車間智能數(shù)據(jù)采集器來記錄數(shù)據(jù),通過相關(guān)數(shù)據(jù)分析軟件進(jìn)行質(zhì)量控制圖的分析制作,但缺乏對(duì)數(shù)據(jù)的實(shí)時(shí)性處理。這樣無法實(shí)現(xiàn)在制造過程中實(shí)時(shí)動(dòng)態(tài)地進(jìn)行產(chǎn)品質(zhì)量監(jiān)測(cè)與分析,不利于企業(yè)生產(chǎn)質(zhì)量智能化、實(shí)時(shí)控制和工序能力的判斷。
針對(duì)這問題,國內(nèi)外對(duì)制造過程中質(zhì)量控制技術(shù)及相關(guān)理論展開了多方面研究。SIKDER等提出并驗(yàn)證了一種新的基于協(xié)同預(yù)測(cè)、用于制造過程的多元過程質(zhì)量控制(MPQC)方法,實(shí)現(xiàn)在預(yù)測(cè)、監(jiān)視、診斷和調(diào)整失控場(chǎng)景中集成了離線和在線的多元質(zhì)量控制策略。NUNES和 SOUSA提出依據(jù)隨機(jī)動(dòng)態(tài)規(guī)劃的模型,設(shè)計(jì)出制造過程中質(zhì)量控制的計(jì)劃,實(shí)現(xiàn)以最低成本滿足期望質(zhì)量水平的質(zhì)量控制規(guī)劃。GEWOHN等提出搭建一種面向用戶的質(zhì)量可視化模型,并應(yīng)用在汽車裝配中對(duì)其過程進(jìn)行監(jiān)控和評(píng)估質(zhì)量狀況。GUO等針對(duì)質(zhì)量控制問題,采用基于VAD的評(píng)價(jià)方法建立過程質(zhì)量控制系統(tǒng)模型。周濤等人提出基于神經(jīng)網(wǎng)絡(luò)的工序質(zhì)量智能診斷方法以及專家系統(tǒng)的工序質(zhì)量調(diào)整方法,實(shí)現(xiàn)了面向數(shù)字化工廠的質(zhì)量數(shù)據(jù)在線分析。龔立雄等以統(tǒng)計(jì)過程控制理論為基礎(chǔ),設(shè)計(jì)了SPC質(zhì)量信息系統(tǒng),通過該系統(tǒng)實(shí)現(xiàn)現(xiàn)場(chǎng)生產(chǎn)過程的監(jiān)控和預(yù)警,確保生產(chǎn)過程處于受控狀況。徐大偉通過建立相似工序集合,并引入測(cè)量系統(tǒng)分析(MSA)理論,將MSA方法與工序能力控制方法相融合,初步對(duì)質(zhì)量控制方法進(jìn)行了完善。張?jiān)降咸岢隽艘环N同時(shí)考慮生產(chǎn)過程的過程能力和加工經(jīng)濟(jì)性的多工序過程能力指數(shù)模型,解決了軸承制造過程中需多道工序來評(píng)估加工質(zhì)量的問題。
由上述研究發(fā)現(xiàn),在小批量生產(chǎn)線的制造過程質(zhì)量控制中,有以下幾個(gè)方面需要進(jìn)行完善:(1)在實(shí)際生產(chǎn)中完成實(shí)時(shí)質(zhì)量控制與檢測(cè)信息同步;(2)數(shù)據(jù)樣本少導(dǎo)致的偏差檢測(cè)能力弱、控制效果差問題;(3)質(zhì)量控制信息實(shí)時(shí)發(fā)布與管理問題。
為此,本文作者以機(jī)床主軸箱生產(chǎn)線為研究對(duì)象,提出一種針對(duì)小批量生產(chǎn)線制造過程的動(dòng)態(tài)質(zhì)量控制系統(tǒng)。結(jié)合實(shí)時(shí)數(shù)據(jù)采集平臺(tái)與數(shù)據(jù)傳輸技術(shù),搭建動(dòng)態(tài)SPC質(zhì)量控制系統(tǒng)架構(gòu),并且運(yùn)用指數(shù)加權(quán)移動(dòng)平均法(Exponenentially Weighted Moving Average, EWMA)來改進(jìn)常規(guī)控制圖在檢測(cè)過程中對(duì)任何大小偏移監(jiān)測(cè)不足的問題,實(shí)現(xiàn)實(shí)時(shí)動(dòng)態(tài)的質(zhì)量控制,提升生產(chǎn)線的制造過程質(zhì)量。
1 基于EWMA的工序質(zhì)量聯(lián)合SPC控制



(1)


(2)

(3)
則控制圖的控制線為
(4)
式中:、、都是均值或者極差對(duì)應(yīng)的無偏常量。
為更加精確地識(shí)別質(zhì)量狀態(tài)在監(jiān)控區(qū)域中的微小偏移,采用指數(shù)加權(quán)移動(dòng)平均法對(duì)每組數(shù)據(jù)進(jìn)行測(cè)量值的加權(quán),建立EWMA控制圖。根據(jù)這個(gè)原理構(gòu)建具有特定屬性的控制圖,構(gòu)建前需要計(jì)算控制圖的統(tǒng)計(jì)量:
=+(1-)-1
(5)
式中:為權(quán)重常數(shù),通常取0<≤1。公式(5)中初始值取流程的目標(biāo)值,即=()=。


(6)
式中:為樣本數(shù)據(jù)的標(biāo)準(zhǔn)差。
根據(jù)EWMA的統(tǒng)計(jì)量及其方差構(gòu)建控制圖,其中控制圖的控制線為
(7)
式中:為控制線的寬度系數(shù),一般取≈3,其中005≤≤025范圍內(nèi)的值在實(shí)踐中有較好的表現(xiàn),范圍內(nèi)較小的值適用于較小的偏移。
2 主軸箱加工過程及參數(shù)分析
2.1 智能主軸箱制造生產(chǎn)線
該生產(chǎn)線針對(duì)不同的機(jī)床主軸箱箱體零件,主要完成箱體零件表面、主軸安裝面、主軸安裝定位孔等粗精加工。生產(chǎn)線主要設(shè)備包括:H63-APC臥式加工中心、物料翻轉(zhuǎn)機(jī)器人、上料機(jī)器人、物料機(jī)器人、物流小車、托盤立體庫、托盤交換裝置、綜合物流輸送線等。生產(chǎn)線布局如圖1所示。
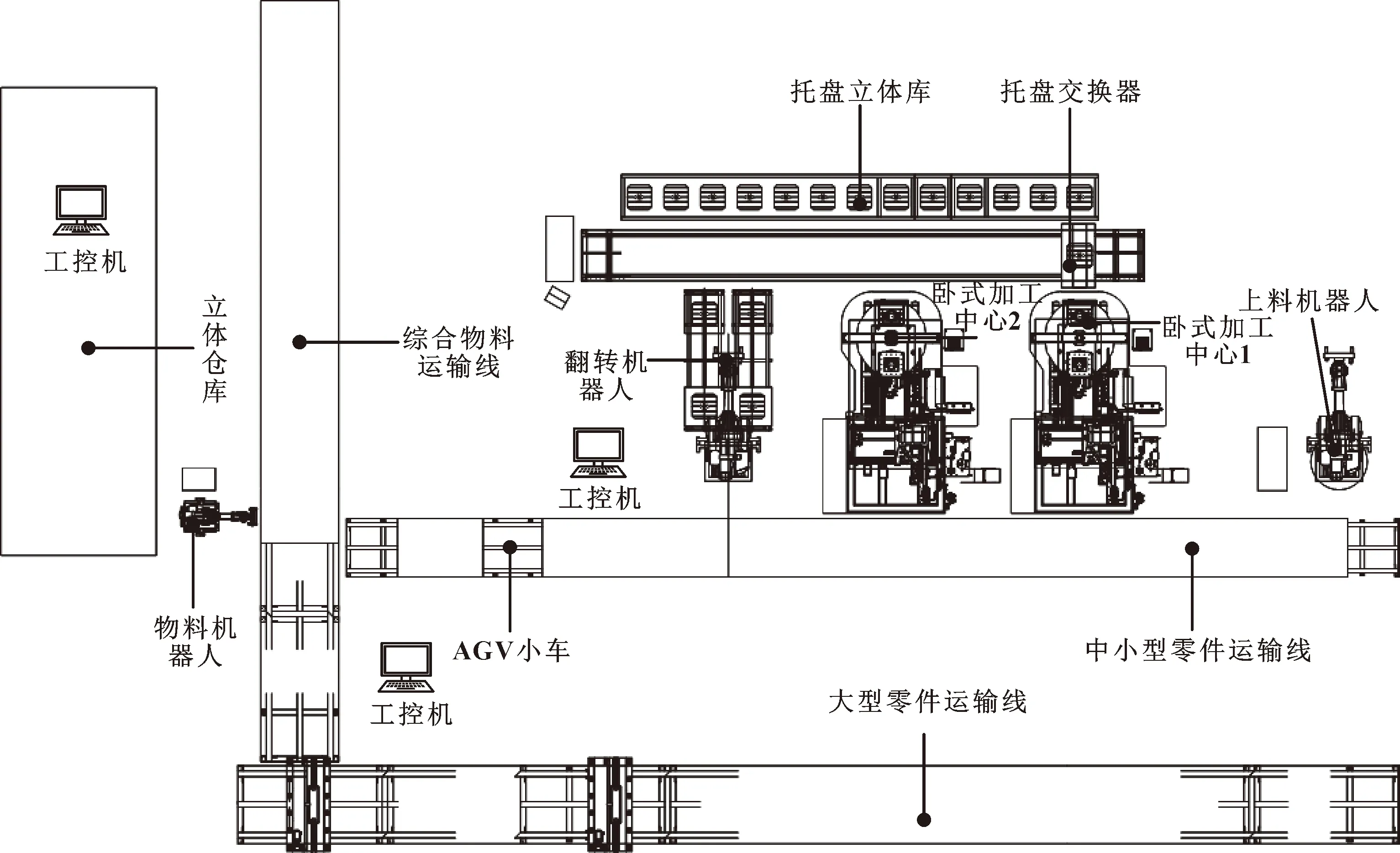
圖1 主軸箱生產(chǎn)線布局
2.2 生產(chǎn)線加工流程
主軸箱箱體的加工過程主要由主軸箱表面和主軸安裝孔粗精加工兩個(gè)部分組成。臥式加工中心1主要完成箱體側(cè)面、導(dǎo)軌外側(cè)面、前端面、主軸安裝端面、滑塊安裝面、螺母座底面的粗加工,安裝孔的鉸孔、攻絲,主軸安裝孔粗鏜以及平衡缸安裝面的粗銑等。臥式加工中心2完成箱體側(cè)面、導(dǎo)軌外側(cè)面、前端面、主軸安裝端面、滑塊安裝面、螺母座底面的精加工,安裝孔的鉆孔以及平衡缸安裝面的精加工等。整個(gè)生產(chǎn)線的加工流程如圖2所示。
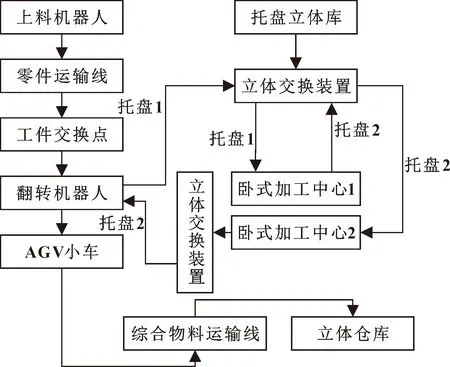
圖2 主軸箱生產(chǎn)線加工流程
2.3 工序質(zhì)量參數(shù)分析
主軸箱箱體作為機(jī)床主軸安裝的關(guān)鍵組成部件,整個(gè)加工過程由多道不同的加工工序完成。不同的工序需要繁多的質(zhì)量控制特征進(jìn)行控制。機(jī)床主軸箱完成粗精加工后,仍需要進(jìn)行以下操作:
(1)進(jìn)行主軸箱產(chǎn)品的產(chǎn)品型號(hào)、產(chǎn)品編碼打印以及加工工序的編號(hào),唯一的產(chǎn)品編碼可有效提高后期產(chǎn)品質(zhì)量數(shù)據(jù)采集、分析和質(zhì)量追溯效率;
(2)主軸箱清潔后,進(jìn)行箱體線軌滑塊的安裝面、主軸安裝孔和面、平衡油缸安裝面、螺母座安裝面等精度要求測(cè)試;
(3)安裝完成后,進(jìn)行主軸錐孔徑向跳動(dòng)、主軸旋轉(zhuǎn)軸線垂直度、主軸定心軸頸的徑向跳動(dòng)、端面跳動(dòng)、周期性軸向跳動(dòng)等精度檢測(cè);
(4)進(jìn)行主軸箱主軸孔測(cè)試,主要包括主軸孔直徑大小、主軸孔圓柱度以及安裝端面的定位控制8個(gè)主軸定位螺栓的力矩和轉(zhuǎn)矩測(cè)試。
3 主軸箱加工質(zhì)量控制系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)
3.1 QMS質(zhì)量控制系統(tǒng)框架
綜合整個(gè)主軸箱箱體加工過程中的關(guān)鍵質(zhì)量特征值控制點(diǎn),為實(shí)現(xiàn)生產(chǎn)線加工過程的質(zhì)量控制系統(tǒng)管理,結(jié)合互聯(lián)網(wǎng)WEB技術(shù)、數(shù)據(jù)庫、數(shù)據(jù)采集平臺(tái)搭建了QMS系統(tǒng)框架。如圖3所示,該系統(tǒng)主要由設(shè)備層、數(shù)據(jù)采集層、服務(wù)器層、顯示層4個(gè)部分組成。
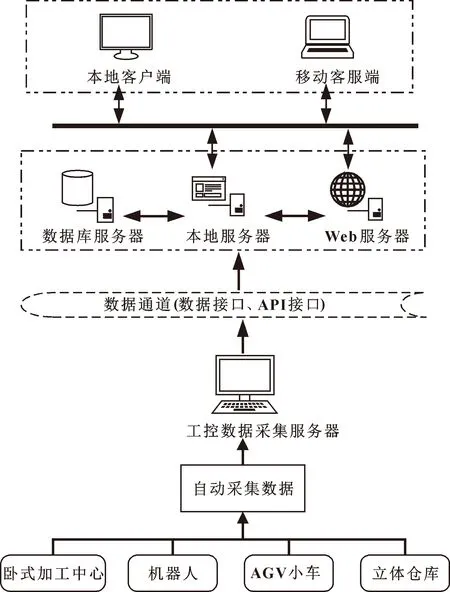
圖3 系統(tǒng)框架
在主軸箱制造過程中進(jìn)行數(shù)據(jù)采集,主要包括:零件加工工序數(shù)據(jù)、生產(chǎn)線設(shè)備狀況信息、產(chǎn)品ID信息、產(chǎn)品質(zhì)量異常數(shù)據(jù)、檢測(cè)設(shè)備數(shù)據(jù)信息以及對(duì)質(zhì)量控制改進(jìn)和工作人員信息等。各類不同的數(shù)據(jù)信息以手動(dòng)或者自動(dòng)采集的方式采集。實(shí)時(shí)采集的數(shù)據(jù)通過QMS系統(tǒng)渲染成各類控制圖。記錄的歷史數(shù)據(jù)用于后期產(chǎn)品質(zhì)量追溯和歷史信息的統(tǒng)計(jì)分析,為制造過程產(chǎn)品質(zhì)量控制的改進(jìn)提供數(shù)據(jù)支持。數(shù)據(jù)采集傳輸流程如圖4所示。
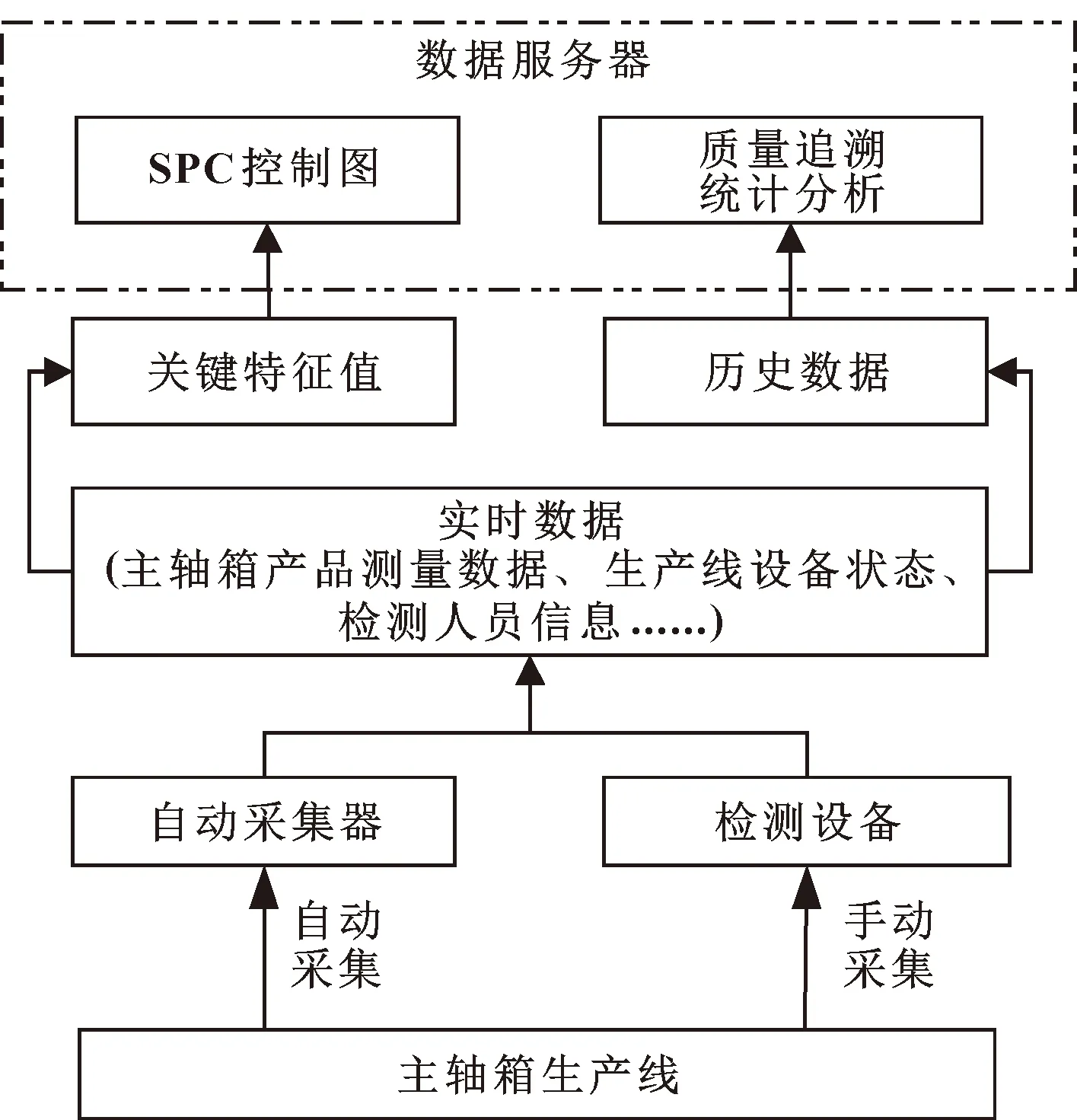
圖4 數(shù)據(jù)采集傳輸流程
3.2 數(shù)據(jù)庫模型設(shè)計(jì)
根據(jù)主軸箱生產(chǎn)線質(zhì)量管理要求,實(shí)現(xiàn)整體的管理體系。QMS系統(tǒng)的整體數(shù)據(jù)庫結(jié)構(gòu)如圖5所示,主要包括檢測(cè)人員基本信息表、管理人員基本信息表、檢測(cè)任務(wù)清單表、質(zhì)量標(biāo)準(zhǔn)表、質(zhì)量統(tǒng)計(jì)數(shù)據(jù)表、控制圖分析設(shè)置表、產(chǎn)品信息表、產(chǎn)品故障診斷表、質(zhì)量歷史追溯表、管理權(quán)限表等數(shù)據(jù)庫表。該模型闡述了各個(gè)表之間的連接關(guān)系,包括數(shù)據(jù)庫之間各個(gè)表的主鍵和外鍵約束,以建立標(biāo)準(zhǔn)的規(guī)范化數(shù)據(jù)模型。
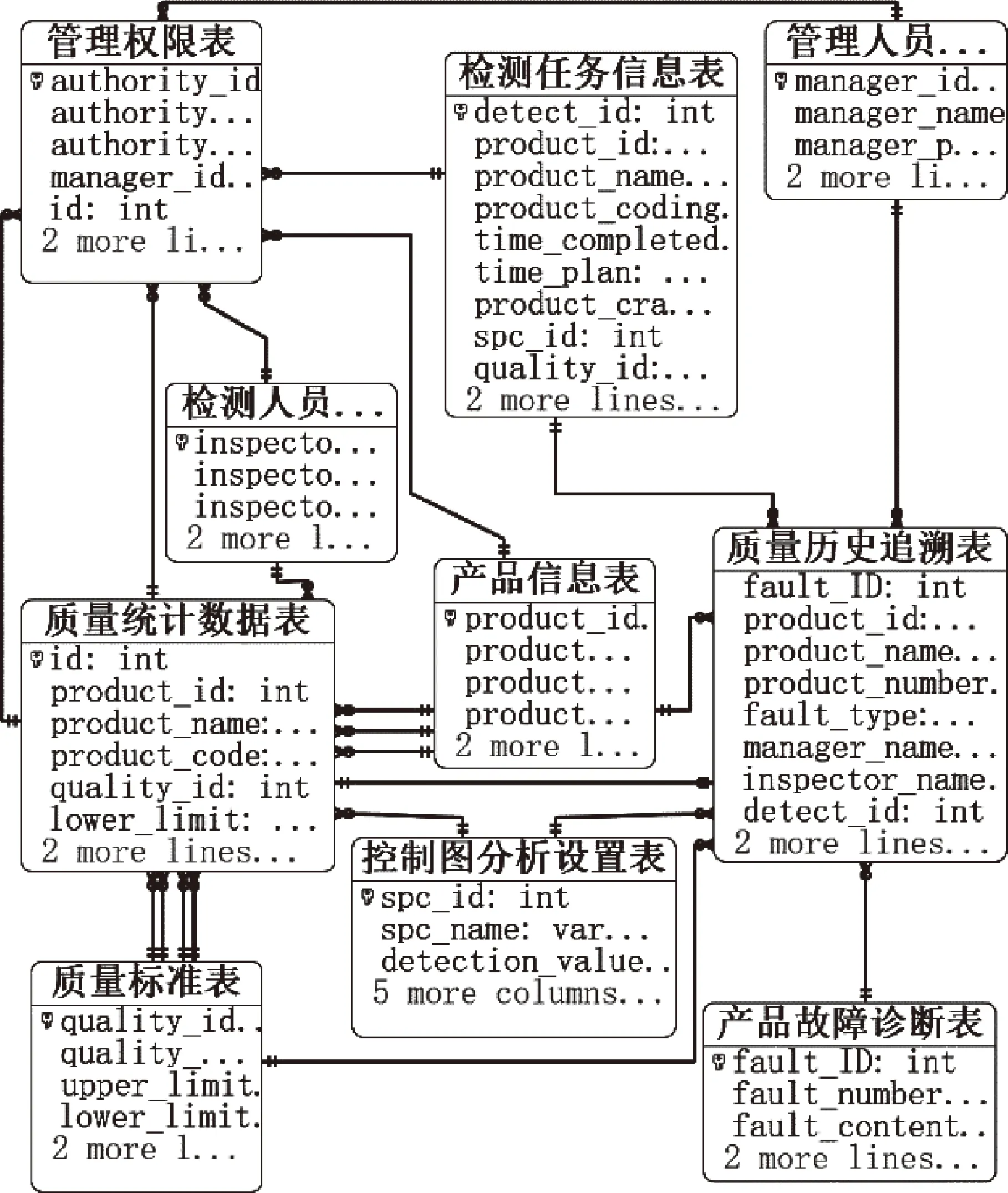
圖5 數(shù)據(jù)庫模型
在生產(chǎn)線工控?cái)?shù)據(jù)采集器使用的數(shù)據(jù)庫模型如圖6所示。該數(shù)據(jù)庫模型主要包括臥式加工中心、機(jī)器人、運(yùn)輸線、AGV小車、立式倉庫等生產(chǎn)設(shè)備,通過兩數(shù)據(jù)模型中的產(chǎn)品信息表與整體的QMS系統(tǒng)數(shù)據(jù)進(jìn)行關(guān)聯(lián)。
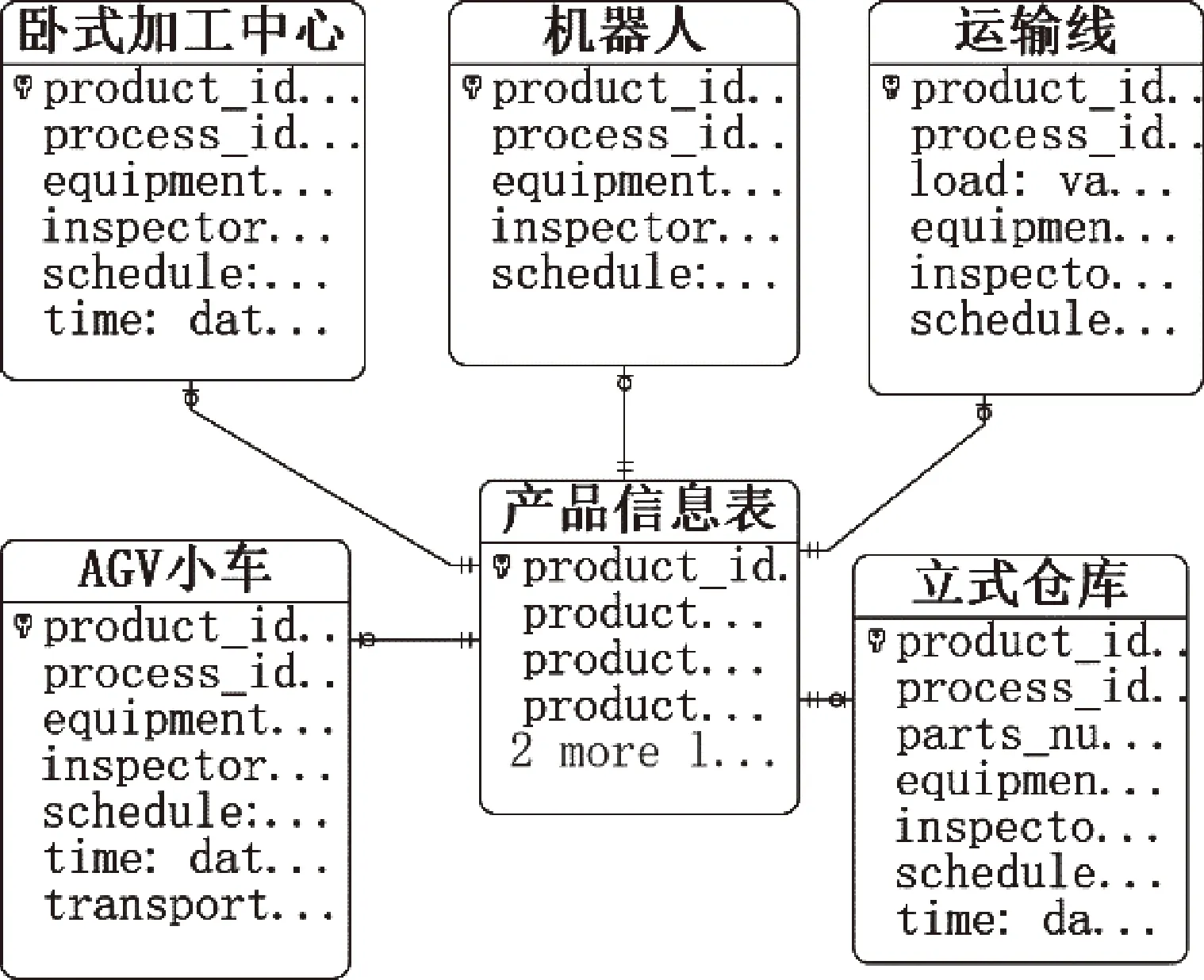
圖6 工控采集數(shù)據(jù)模型
4 實(shí)例
本文作者以某智能制造企業(yè)的主軸箱柔性制造生產(chǎn)線為載體,依托該生產(chǎn)線的制造過程和質(zhì)量管理體系搭建質(zhì)量管理平臺(tái)。該企業(yè)數(shù)字化車間具備網(wǎng)絡(luò)通信、MES、FMS等平臺(tái)的開發(fā)環(huán)境,目前已初步完成與該企業(yè)車間信息交互終端的部署。該系統(tǒng)以MySQL為后臺(tái)支撐數(shù)據(jù)庫,以Minitab為系統(tǒng)平臺(tái),在企業(yè)數(shù)字化車間平臺(tái)的基礎(chǔ)上,采用EWMA的聯(lián)合SPC控制方案,結(jié)合OPC UA數(shù)據(jù)采集平臺(tái)開發(fā)了主軸箱箱體零件加工過程的質(zhì)量管理系統(tǒng)。質(zhì)量管理任務(wù)通過車間計(jì)劃層下達(dá)后,工人和質(zhì)檢人員通過相應(yīng)的權(quán)限在質(zhì)量管理系統(tǒng)終端上傳生產(chǎn)過程中的數(shù)據(jù)。如圖7所示,質(zhì)檢人員通過該終端界面中質(zhì)檢任務(wù)所對(duì)應(yīng)的質(zhì)量信息,填寫質(zhì)量檢測(cè)數(shù)據(jù),系統(tǒng)根據(jù)數(shù)據(jù)信息進(jìn)行相應(yīng)的圖形化處理和顯示。

圖7 SPC質(zhì)量管理系統(tǒng)信息界面

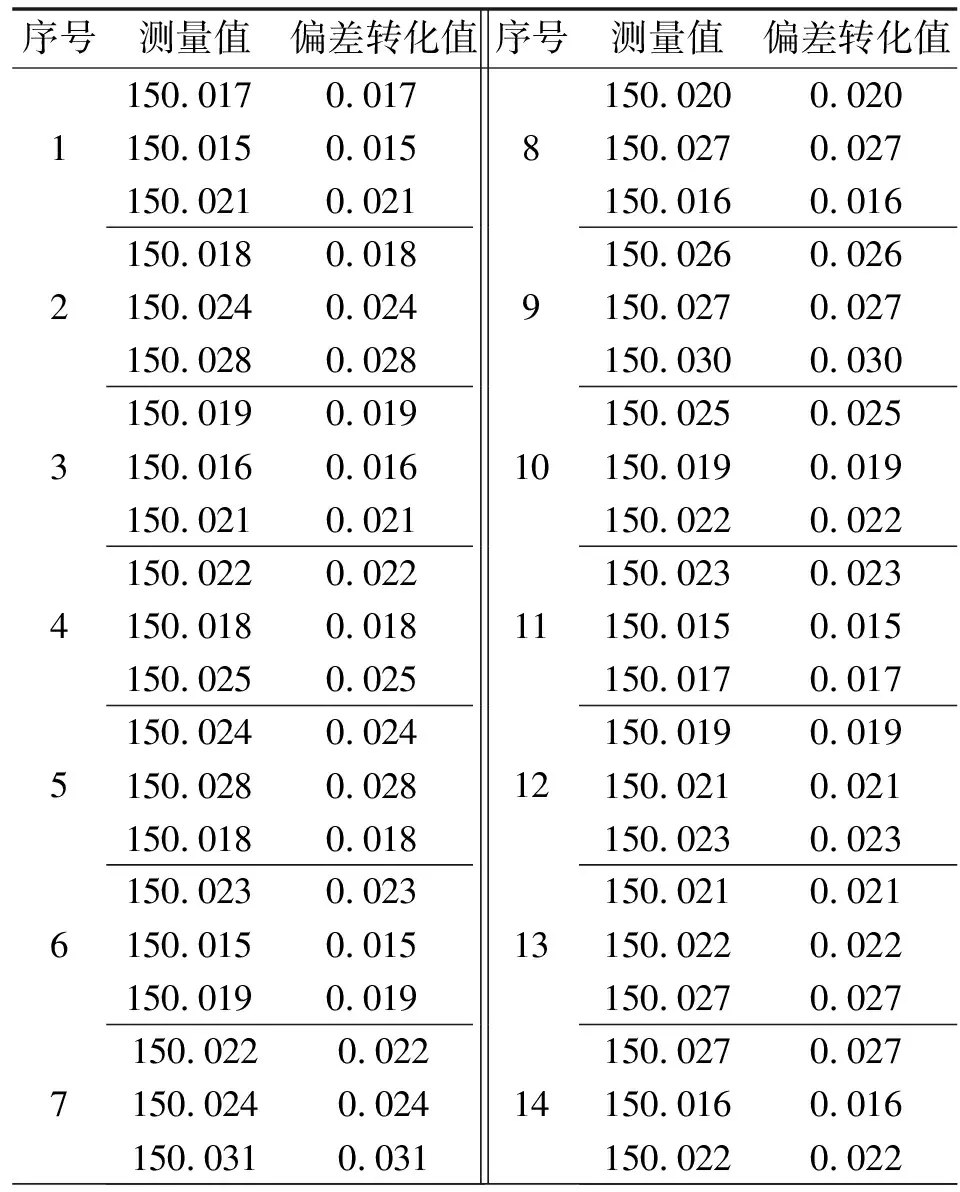
表1 主軸安裝孔加工質(zhì)量樣本數(shù)據(jù) 單位:mm

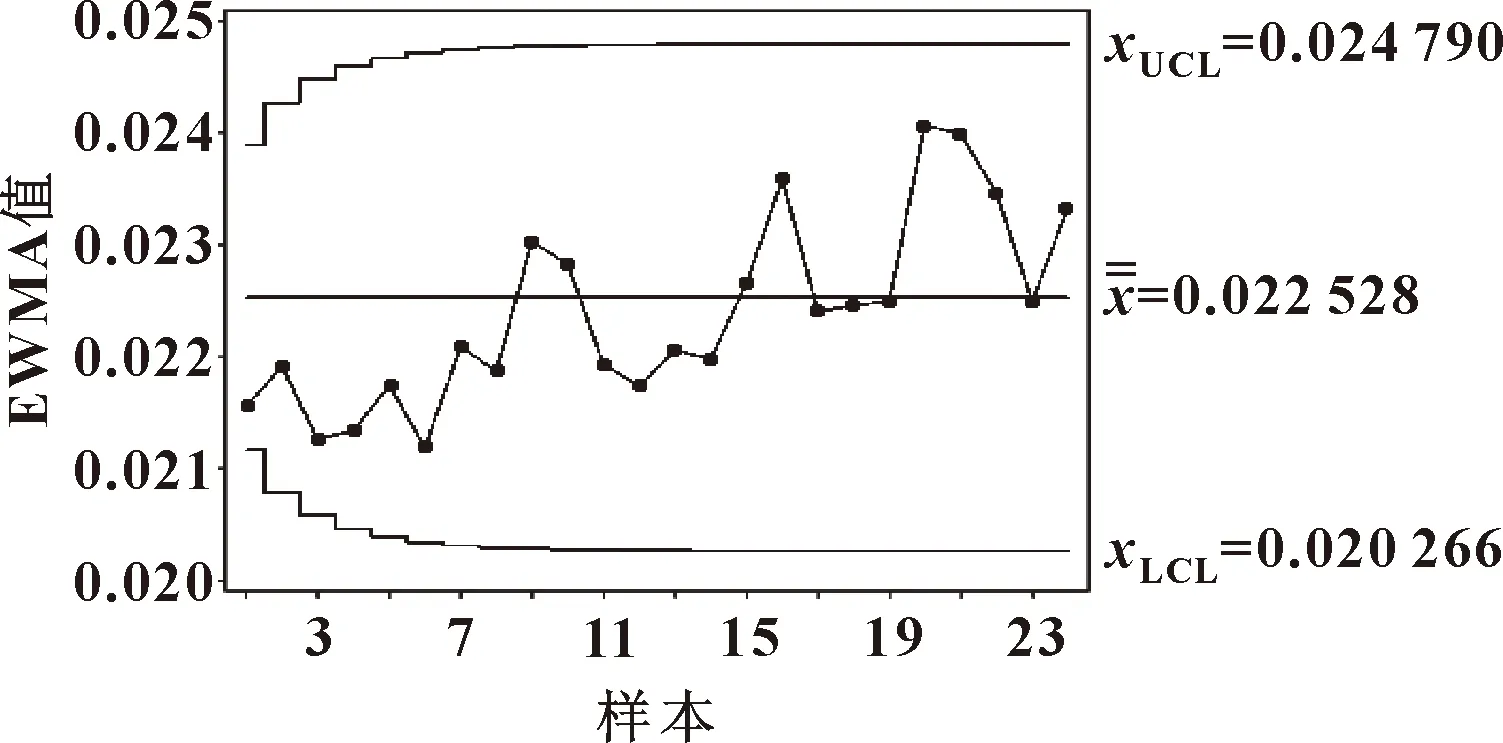
圖8 主軸安裝孔樣本的EWMA控制圖
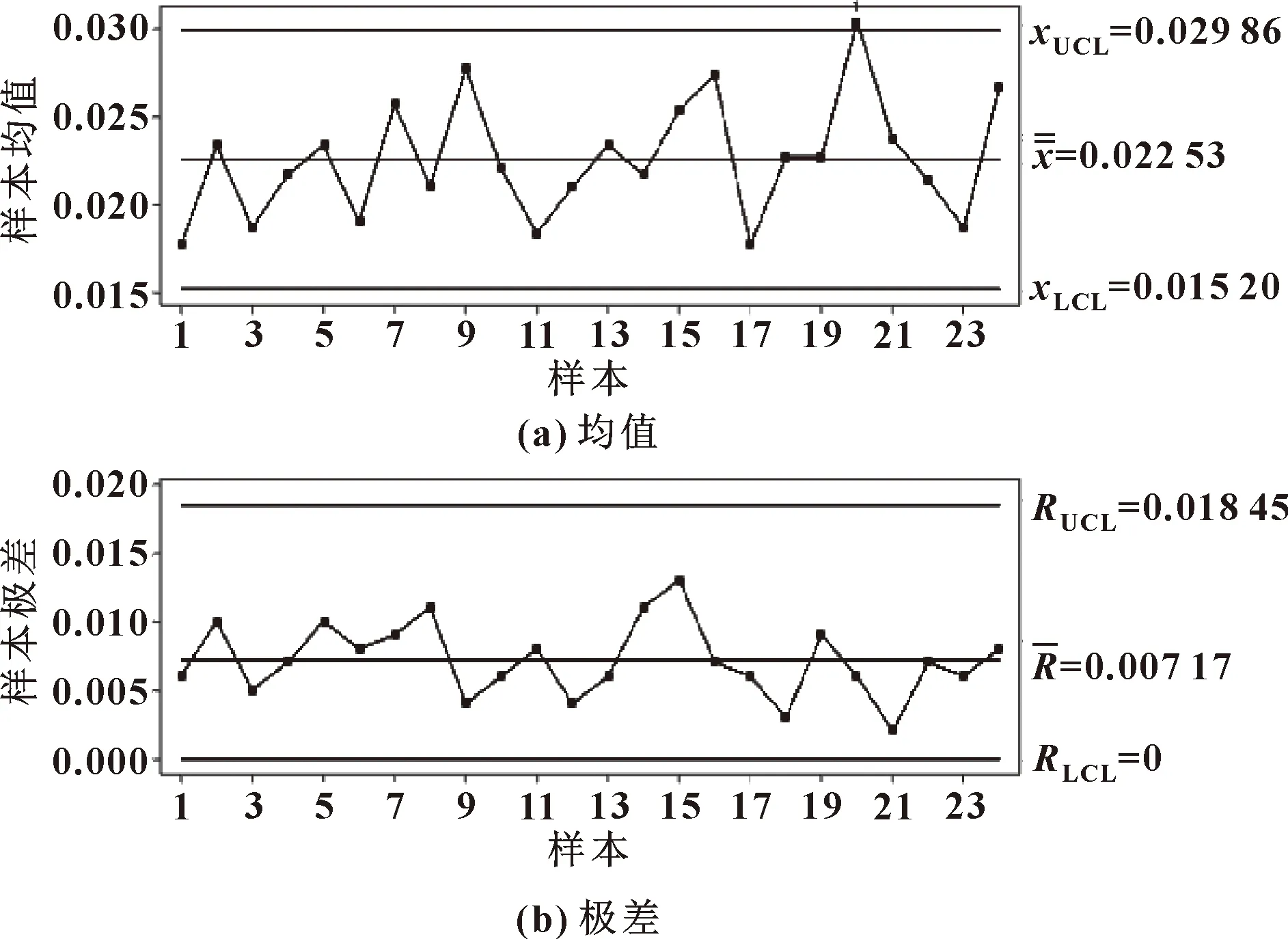
圖9 主軸安裝孔樣本的控制圖
采用上述實(shí)例驗(yàn)證文中所述方法,繼續(xù)對(duì)該企業(yè)車間主軸箱生產(chǎn)線中的其他零件加工進(jìn)行質(zhì)量控制及質(zhì)量預(yù)警。在相同的測(cè)試條件下測(cè)試100組數(shù)據(jù),在控制圖的微小偏差檢出率方面,傳統(tǒng)的休哈特控制圖的檢出率僅為80%,而文中基于EWMA聯(lián)合控制方法的檢出率可達(dá)到95%。
5 結(jié)論
本文作者構(gòu)建了一種基于EWMA的零件制造過程的動(dòng)態(tài)質(zhì)量控制管理體系,明確了監(jiān)測(cè)方法的改進(jìn)、QMS系統(tǒng)的框架原理、數(shù)據(jù)庫模型、系統(tǒng)軟件設(shè)計(jì)。該系統(tǒng)利用實(shí)時(shí)生產(chǎn)線制造過程數(shù)據(jù)信息對(duì)當(dāng)前生產(chǎn)質(zhì)量狀況進(jìn)行動(dòng)態(tài)分析,保證產(chǎn)品質(zhì)量過程控制的穩(wěn)定性、準(zhǔn)確性。該系統(tǒng)架構(gòu)已成功應(yīng)用于實(shí)際生產(chǎn)線的實(shí)時(shí)動(dòng)態(tài)質(zhì)量控制,驗(yàn)證了該系統(tǒng)的實(shí)時(shí)性和正確性。該系統(tǒng)提高了生產(chǎn)過程質(zhì)量控制的準(zhǔn)確率,為質(zhì)量控制數(shù)據(jù)樣本少的小批量零件生產(chǎn)模式制造企業(yè)提供了一種可行的質(zhì)量控制方案。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
中華手工(2017年2期)2017-06-06 23:00:31
財(cái)經(jīng)(2017年2期)2017-03-10 14:35:35
財(cái)經(jīng)(2016年15期)2016-06-03 07:38:02
財(cái)經(jīng)(2016年3期)2016-03-07 07:44:46
汽車觀察(2016年3期)2016-02-28 13:16:26
財(cái)經(jīng)(2016年6期)2016-02-24 07:41:51
中外會(huì)展(2014年4期)2014-11-27 07:46:46
