特大型對數(shù)曲線調(diào)心滾子硬車削工藝
2022-09-16 06:14:12張玉玲秦昆陽張?zhí)炝?/span>
軸承 2022年9期
關(guān)鍵詞:工藝
張玉玲,秦昆陽,張?zhí)炝?/p>
(1.洛陽LYC軸承有限公司,河南 洛陽 471039;2.航空精密軸承國家重點實驗室,河南 洛陽 471039;3. 河南省高端軸承產(chǎn)業(yè)研究院,河南 洛陽 471039;4. 河南省軸承技術(shù)創(chuàng)新中心,河南 洛陽 471039)
特大型對數(shù)曲線調(diào)心滾子可以使接觸應(yīng)力分布均勻,有效解決邊緣應(yīng)力集中問題[1-2],應(yīng)用越來越廣泛。目前,特大型對數(shù)曲線調(diào)心滾子多采用磨床將砂輪修整成幾段圓弧來進行擬合加工,加工效率低[3]。隨機械制造業(yè)的快速發(fā)展,高性能、高精度數(shù)控機床和高硬度刀具也取得了巨大進步。硬車削工藝在鑄鐵、齒輪等工件加工中已廣泛應(yīng)用,軸承套圈以車代磨、車磨復(fù)合工藝已日趨成熟,取得了良好的應(yīng)用效果[4-5]。與磨削相比,硬車削具有良好的加工柔性、經(jīng)濟性和環(huán)保性。為提高特大型對數(shù)曲線調(diào)心滾子的加工效率, 現(xiàn)探討特大型對數(shù)曲線調(diào)心滾子硬車削工藝的可行性。
1 磨削工藝
特大型對數(shù)曲線調(diào)心滾子原磨削工藝流程為:粗磨滾動面→終磨基準(zhǔn)面→終磨非基面→修整倒角→細磨滾動面及修形面→終磨滾動面及修形面→超精滾動面及修形面。滾動面采用端面和外徑面定位,滾子只做旋轉(zhuǎn),將砂輪修整成凹形(根據(jù)產(chǎn)品精度要求選用3段、5段圓弧進行修整)進行切入式磨削[6]。
缺點:1)工序復(fù)雜,加工周期長;2)易產(chǎn)生磨削燒傷;3)細磨、終磨滾動面和修形面時,需頻繁修整砂輪以保證產(chǎn)品技術(shù)要求。
2 硬車削工藝
以某特大型對數(shù)曲線調(diào)心滾子為例,如圖1所示,滾子直徑Dw為90 mm,滾子長度為103.5 mm,素線中間圓弧半徑R為714.5 mm,兩端為對數(shù)修形設(shè)計。滾子素線方程為

圖1 某特大型對數(shù)曲線調(diào)心滾子結(jié)構(gòu)示意圖

(1)
為提高對數(shù)曲線滾子修形段的擬合度,硬車削加工數(shù)控編程將對數(shù)曲線分段取點,理論上取點越多,輪廓擬合度越高,經(jīng)試驗對數(shù)曲線修形段間隔1 mm取點最佳,根據(jù)滾子素線方程計算各點坐標(biāo),相鄰點采用圓弧插補,形成連續(xù)的加工輪廓。硬車削工藝流程為:粗車端面和滾動面→精車端面和滾動面→終車端面和滾動面。
硬車削加工設(shè)備采用美國哈挺公司ELITE 51 ULTRAⅡ臥式高精度數(shù)控機床,機床主軸跳動為1 μm,最大加工直徑為284 mm,最大加工長度為456 mm。滾子一端為穴,采用三爪軟爪夾持,另一端為頂尖孔,采用頂尖定位,一次裝夾加工成形以保證滾子精度。刀具選用55°的菱形CBN刀片,粗車、精車工序刀片刀尖圓弧半徑為0.8 mm,終車工序刀片刀尖圓弧半徑為0.4 mm。硬車削工藝試驗加工參數(shù)見表1。
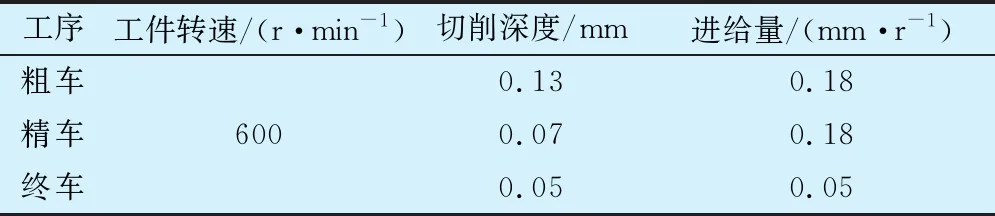
表1 硬車削工藝試驗加工參數(shù)
隨機選取磨削和硬車削加工的滾子各5粒,測量其表面粗糙度Ra值及輪廓度,結(jié)果見表2,滾子的圓度、波紋度分別如圖2、圖3所示。

表2 磨削和硬車削滾子的表面粗糙度Ra值及輪廓度
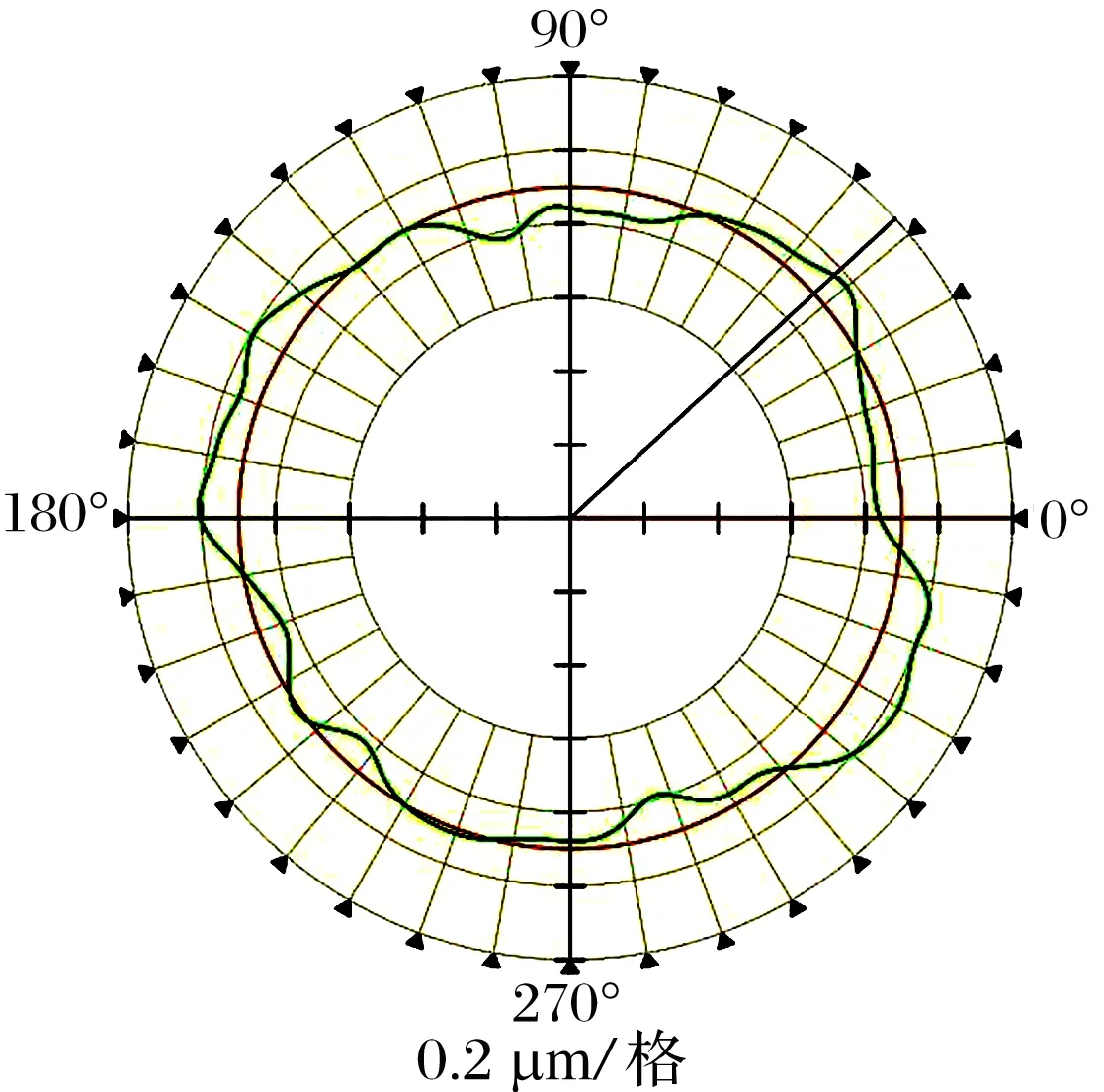
(a)硬車削滾子
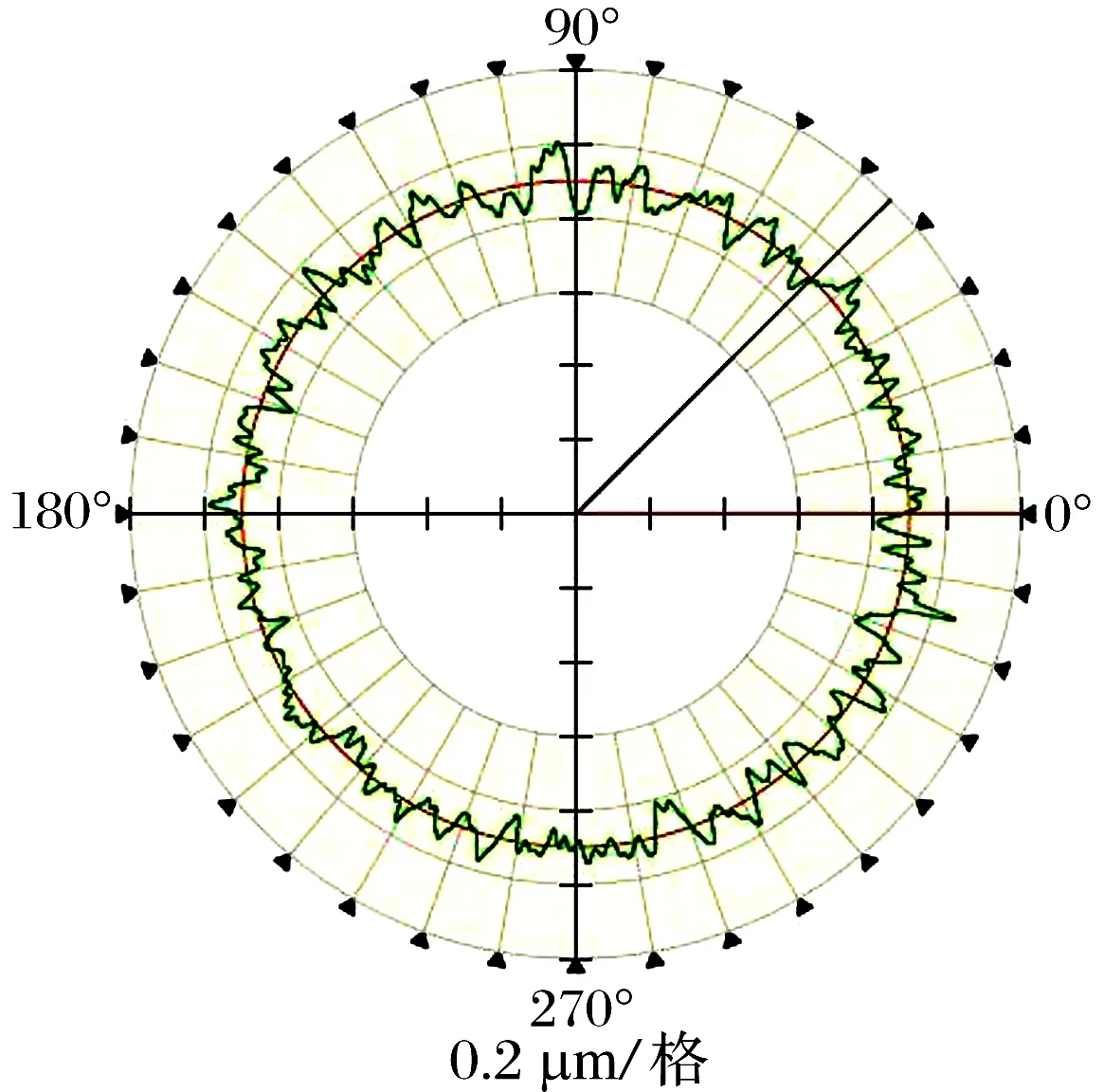
(a)硬車削滾子
由表2可知:硬車削滾子各項技術(shù)指標(biāo)均滿足技術(shù)要求,滾子表面粗糙度Ra值優(yōu)于磨削滾子,其余各項技術(shù)指標(biāo)與磨削滾子相當(dāng),加工效率明顯提高。由圖2和圖3可知,硬車削滾子的圓度和波紋度均優(yōu)于磨削滾子。
3 結(jié)束語
以某特大型對數(shù)曲線調(diào)心滾子為研究對象,進行了硬車削工藝試驗,硬車削滾子滿足技術(shù)要求,表面粗糙度、圓度和波紋度均優(yōu)于磨削滾子,且加工效率明顯提高。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52