大型軸承支柱焊接保持架焊接方式及焊接結(jié)構(gòu)優(yōu)化
2022-09-16 06:14:12于吉鯤賈華
軸承 2022年9期
關(guān)鍵詞:焊縫
于吉鯤,賈華
(大連海洋大學(xué) a.應(yīng)用技術(shù)學(xué)院;b.機(jī)械與動(dòng)力工程學(xué)院,遼寧 大連 116023)
大型軸承是柴油機(jī)、減速機(jī)、礦山破碎和研磨機(jī)以及軋鋼機(jī)等旋轉(zhuǎn)機(jī)械的核心部件[1-6], 其運(yùn)轉(zhuǎn)穩(wěn)定性和使用壽命不僅制約整個(gè)系統(tǒng)的質(zhì)量,而且嚴(yán)重影響企業(yè)的生產(chǎn)效率和經(jīng)濟(jì)效益。
近年來(lái),大型軸承的內(nèi)、外圈和滾子質(zhì)量均有明顯提升,但保持架質(zhì)量卻始終無(wú)法突破瓶頸,使軸承整體性能進(jìn)一步提升受到嚴(yán)重制約。大型軸承一般有支柱焊接保持架和金屬實(shí)體保持架2種結(jié)構(gòu)形式。金屬實(shí)體保持架要考慮保持架強(qiáng)度(兜孔梁寬問(wèn)題),滾子數(shù)較少,承載能力低,且一般采用離心澆鑄或特大型沖壓模具加工,加工困難[7-10]。支柱焊接保持架支柱與墊圈連接,無(wú)需考慮兜孔梁寬問(wèn)題,相鄰滾子間距可適當(dāng)減小,滾子數(shù)較多,承載能力高,加工容易。在低速、重載工況,大型圓柱或圓錐滾子軸承一般采用支柱焊接保持架和空心滾子結(jié)構(gòu)[11],軸承承載能力大幅提升,但在有沖擊載荷時(shí)焊接部位易脫焊或疲勞破壞,焊接部位質(zhì)量直接影響軸承使用壽命。為提高支柱焊接保持架軸承運(yùn)行穩(wěn)定性、可靠性和使用壽命,在此對(duì)其進(jìn)行研究,提供了一種合適的焊接方法和焊接結(jié)構(gòu)。
1 支柱焊接保持架特點(diǎn)
1.1 結(jié)構(gòu)
保持架的作用是將滾動(dòng)體限制在保持架內(nèi),幷使?jié)L動(dòng)體沿其圓周均勻分布,同時(shí)防止?jié)L動(dòng)體相互接觸[9]。支柱焊接保持架由多個(gè)支柱穿過(guò)空心滾子與上下墊圈連接而成,如圖1所示,支柱與兩墊圈的連接方式有:1)一端螺紋連接,另一端焊接;2)兩端均為焊接。支柱螺紋連接端需加工螺紋,焊接端需開(kāi)凹槽,兩墊圈需對(duì)應(yīng)加工螺紋孔或焊接光孔。此外,墊圈焊接光孔的待焊部位需加工坡口,以增加焊接熔合面積。由于要在滾子上加工支柱孔,空心滾子直徑不能太小,太小支柱強(qiáng)度不夠,太大滾子易碎裂。滾子數(shù)量主要取決于支柱與支柱孔之間的平均間隙,間隙越小,滾子數(shù)量越多,反之越少。根據(jù)設(shè)計(jì)標(biāo)準(zhǔn)以及實(shí)際應(yīng)用經(jīng)驗(yàn),相鄰滾子之間的間隙只要不影響軸承正常運(yùn)轉(zhuǎn)即可,適當(dāng)增加滾子數(shù)量可提高軸承承載能力。
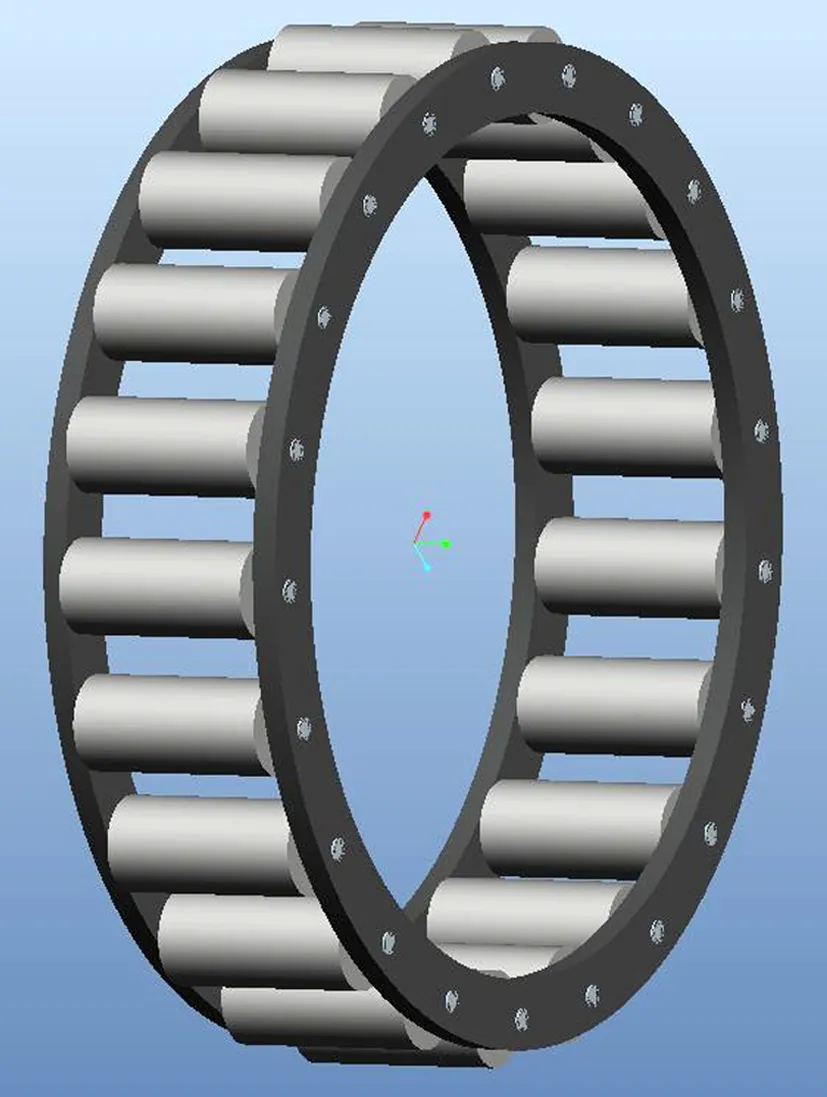
(a)圓柱滾子
1.2 材料
在軸承運(yùn)轉(zhuǎn)過(guò)程中,支柱與空心滾子直接接觸,要求:1)支柱硬度高,耐磨損;2)墊圈要能承受交變應(yīng)力和沖擊載荷,塑性和韌性好。文獻(xiàn)[7]提出墊圈與支柱材料均為中碳鋼,文獻(xiàn)[9]提出支柱材料應(yīng)為45#鋼以下適合焊接的牌號(hào)。經(jīng)長(zhǎng)期應(yīng)用發(fā)現(xiàn)支柱選擇30#鋼,墊圈選擇20#鋼最佳,支柱非焊接部位進(jìn)行局部表面高頻淬火,淬硬層深度為1.5~2.5 mm,表層硬度為45~50 HRC,支柱和墊圈待焊部位保持原始狀態(tài)。
2 支柱焊接保持架焊接方法分析
2.1 普通焊條電弧焊
普通焊條電弧焊是支柱焊接保持架的主要焊接方法[12]。為保證支柱與墊圈的結(jié)合強(qiáng)度,要求焊接結(jié)合處為圓形凸起,凸起高度一般小于1.5 mm。為保證焊接處焊縫成形良好,要求無(wú)夾渣、焊瘤和氣孔等缺陷。為保證焊接工藝性能和力學(xué)性能良好,焊接時(shí)一般采用J422結(jié)構(gòu)鋼焊條,焊接電弧穩(wěn)定,飛濺少,脫渣容易且焊縫成形良好。在焊接電弧高溫作用下,焊條藥皮熔化會(huì)產(chǎn)生對(duì)焊接熔池或焊縫金屬有保護(hù)作用的保護(hù)氣體和熔渣[13],但焊接熔渣易飛濺,黏附在滾子或滾道內(nèi),清理困難,從而加速軸承磨損,降低軸承使用壽命。
2.2 熔化極氬弧焊
熔化極氬弧焊是采用氬氣作為保護(hù)氣體,使用焊絲作為熔化電極,通過(guò)大電流使被焊金屬和焊材達(dá)到冶金結(jié)合的一種焊接方法。氬氣保護(hù)效果好,焊接過(guò)程穩(wěn)定,焊接變形小,無(wú)焊渣,飛濺少,焊后焊接部位清理容易且外觀質(zhì)量良好[12]。但由于焊絲既作為電極又作為填充金屬,焊接電流較高,焊接速度較快,導(dǎo)致填入的焊絲相對(duì)焊條電弧焊少,致使焊接部位結(jié)合不牢。為增加焊絲添加量,需要改進(jìn)支柱長(zhǎng)度和墊圈焊接孔的坡口尺寸,導(dǎo)致生產(chǎn)效率低。此外,熔化極氬弧焊無(wú)脫氧去氫作用,對(duì)焊接部位和焊絲上的油污和鐵銹較為敏感,易形成焊接缺陷[14]。
2.3 鎢極氬弧焊
鎢極氬弧焊是在氬氣的保護(hù)下,利用鎢極與工件間產(chǎn)生的電弧熱熔化母材和填充焊絲(也可以不加填充焊絲),形成焊縫的一種焊接方法[15]。焊接時(shí),難熔的金屬鎢或鎢合金作為電極,在焊接熱作用下基本上不熔化,只有外加填充金屬熔化,焊接電弧長(zhǎng)度恒定[16]。氬氣作為保護(hù)氣體,具有與熔化極氬弧焊共同的優(yōu)點(diǎn)。在焊接特大型圓錐滾子軸承支柱時(shí)通常采用電流正接法,此時(shí)工件接電源正極,鎢極接電源負(fù)極,產(chǎn)生大量熱能加熱工件,能夠形成深而窄的焊縫,生產(chǎn)效率高,工件收縮應(yīng)力和變形小。可以根據(jù)焊帽高度和質(zhì)量確定焊絲填充量,焊縫性能更好[12]。
2.4 小結(jié)
除上述3種焊接方法外,文獻(xiàn)[17]利用激光焊接速度快、效率高和表面變形小的特點(diǎn)焊接微型軸承保持架,保持架材料未被氧化,焊接部位無(wú)污染,缺陷少,材料組織和性能無(wú)變化,軸承振動(dòng)、噪聲與焊點(diǎn)結(jié)合強(qiáng)度試驗(yàn)效果良好[17]。但由于激光焊接設(shè)備價(jià)格昂貴,未被應(yīng)用于焊接大型支柱焊接保持架。目前,鎢極氬弧焊是焊接支柱保持架的最佳方法。
3 支柱焊接保持架焊接結(jié)構(gòu)優(yōu)化
大型支柱焊接保持架主要失效形式為支柱與墊圈螺紋連接部位脫松,支柱與墊圈焊接部位脫焊等,早期失效主要發(fā)生在支柱與墊圈的焊接部位,如圖2所示[7],有必要對(duì)其焊接結(jié)構(gòu)進(jìn)行優(yōu)化。
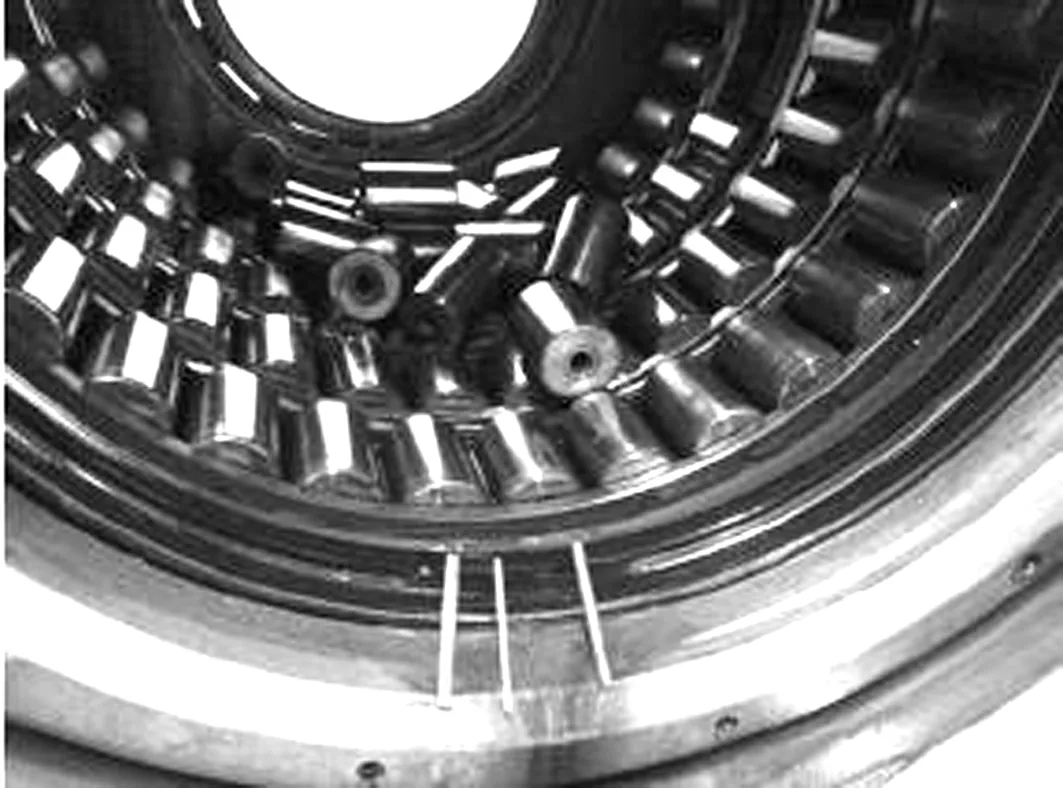
圖2 大型支柱焊接保持架早期失效示意圖
3.1 焊接結(jié)構(gòu)優(yōu)化
文獻(xiàn)[7]通過(guò)對(duì)失效特大型四列圓柱滾子軸承支柱焊接保持架宏觀檢查、斷口處及磨損部分的掃描電子顯微鏡檢測(cè),以及對(duì)軸承工作過(guò)程中的受力和運(yùn)動(dòng)模擬分析發(fā)現(xiàn):在反復(fù)的沖擊載荷作用下,支柱與墊圈焊接質(zhì)量不穩(wěn)定最終使支柱焊接端和螺紋端產(chǎn)生疲勞斷裂。為防止支柱與保持架連接失效,減少焊接脆性裂紋及焊接缺陷,采取以下措施:1)將保持架材料改為與支柱相同的中碳鋼;2)將墊圈上焊接凹穴處的深度由原來(lái)墊圈厚度的1/3增大到2/5,角度由45°減小到30°;3)改善滾子與支柱的接觸狀態(tài),以減小滾子對(duì)支柱的剪切與彎曲作用。
文獻(xiàn)[9]對(duì)大型軋機(jī)柱銷焊接保持架軸承的失效分析發(fā)現(xiàn):柱銷焊接端的焊接缺陷引起焊接處應(yīng)力集中增大,承載能力降低,在反復(fù)的沖擊載荷作用下形成疲勞損傷累積,最終在焊接處開(kāi)裂。為增加焊接部位熔合面積,要求焊接深入到柱銷頸部,并對(duì)墊圈焊接孔倒角,深度達(dá)到柱銷頸部,角度為45°。此外,改善柱銷與滾子柱銷孔接觸狀態(tài),以減弱剪切力與彎曲力。
文獻(xiàn)[10]對(duì)特大型滾子軸承支柱保持架優(yōu)化設(shè)計(jì)發(fā)現(xiàn):焊接殘余應(yīng)力、焊接部位未焊透或未熔合以及焊接脆性裂紋是引起保持架失效的主要原因。為增加焊接面積,提高結(jié)合強(qiáng)度,采取以下優(yōu)化方案:1)增大支柱焊接端直徑;2)在支柱焊接端增加一個(gè)軸肩;3)將支柱焊接端改為圓錐結(jié)構(gòu)。優(yōu)化方案不僅能增加焊接部位熔合面積,還能分擔(dān)部分軸向力,從而減小焊縫處的軸向力,提高使用壽命。
文獻(xiàn)[11]對(duì)焊接部位的失效分析發(fā)現(xiàn):由于墊圈較薄,導(dǎo)致焊接熔合面積較小,焊接處微小焊接缺陷以及微小缺陷引起的應(yīng)力集中是保持架失效的主要原因。為提高焊接結(jié)合強(qiáng)度和減少焊接缺陷,通過(guò)減小支柱與支柱孔間的裝配間隙和采用專用錐形焊接螺母,改善焊接部位的接觸狀態(tài)。
文獻(xiàn)[18]對(duì)應(yīng)用在粗軋機(jī)架主減速機(jī)上的雙列圓柱滾子軸承失效分析發(fā)現(xiàn):保持架首先在支柱與墊圈焊接部位脫焊,然后引起支柱與墊圈的螺紋連接松脫,最終導(dǎo)致保持架散套。為使支柱與滾子接觸部位充分潤(rùn)滑,將保持架墊圈內(nèi)側(cè)支柱上、下兩側(cè)各切削一個(gè)10°的楔形槽;為防止螺紋連接松脫,改變兩列保持架支柱的螺紋方向;為減少焊接頭部位的應(yīng)力集中,選擇對(duì)接接頭,在焊縫起點(diǎn)或終點(diǎn)處避免出現(xiàn)未焊滿或咬邊缺陷;為增加焊接處熔合面積,使支柱焊接頭高于保持架墊圈端面,并在端面上添加一個(gè)焊接凹槽。
結(jié)合上述焊接結(jié)構(gòu)優(yōu)化措施,提出一種支柱焊接保持架焊接結(jié)構(gòu)優(yōu)化方案:1)支柱材料為30#鋼,墊圈材料為20#鋼;2)支柱與墊圈一端為螺紋連接,另一端焊接,支柱和墊圈的焊接部位倒角為5 mm×45°。
3.2 焊接結(jié)構(gòu)試驗(yàn)驗(yàn)證
焊接方式采用鎢極氬弧焊,焊絲為ER50-6,焊接方式為流線焊。根據(jù)支柱與墊圈相對(duì)位置,試樣焊接結(jié)構(gòu)分為2種:1)支柱高于墊圈端面1 mm(試樣1);2)支柱與墊圈端面平齊(試樣2)。焊接后試樣如圖3所示。

(a)試樣1
采用線切割方式將2種焊接試樣沿橫斷面拋開(kāi),依次研磨、拋光和酸洗,處理后的試樣橫斷面如圖4所示,2種試樣焊接處結(jié)合牢固,無(wú)氣孔、夾渣、未焊透或未熔合等缺陷。

(a)試樣1 (b)試樣2
為分析改進(jìn)后2種試樣焊接部位的結(jié)合強(qiáng)度,在萬(wàn)能拉伸試驗(yàn)機(jī)上對(duì)試樣進(jìn)行拉伸試驗(yàn),拉斷后試樣如圖5所示。試樣1,2的拉伸力分別為158,136 kN,斷裂部位均發(fā)生在焊接部位,說(shuō)明焊接部位是保持架破壞的敏感部位,采取支柱高于墊圈1 mm的焊接結(jié)構(gòu)可有效提高焊接部位結(jié)合強(qiáng)度。

(a)試樣1
4 結(jié)束語(yǔ)
通過(guò)對(duì)支柱焊接保持架焊接結(jié)構(gòu)的優(yōu)化,能夠提高保持架支柱與墊圈焊接部位的結(jié)合強(qiáng)度。下一步將主要從采用先進(jìn)焊接方法和改善焊接工藝方面進(jìn)行優(yōu)化,如采取高能量密度的激光焊,增加焊縫熔合面積,減少焊接變形和氣孔、裂紋、夾渣、未焊透或未熔合等焊接缺陷,提高焊縫結(jié)合強(qiáng)度,進(jìn)一步改善支柱焊接保持架性能。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07