絕緣繩現場盤放裝置的研制與應用
2022-09-21 06:05:22國網青海省發電公司西寧供電公司王常明樊昌軍
電力設備管理 2022年15期
國網青海省發電公司西寧供電公司 王常明 樊昌軍 李 強 王 森
當輸電線路出現上述較小的故障進行檢修及處理時,為保證用戶的正常用電,通常會進行帶電消缺作業[1]。作業過程中一般會由操作人員進行帶電操作。為保證作業人員的安全,防止誤觸電等危險的發生,絕緣的作業工具及絕緣的保護工具是作業人員必備裝備。絕緣繩又是檢修作業的重要輔助工具。檢修人員在作業過程中通常需多條絕緣繩協助作業,尤其是在大跨距的電桿及電塔上工作時,需使用通徑φ16及以上的絕緣繩,且絕緣繩的長度會依據作業半徑而相應調整[2]。
由于絕緣繩的重要作用是進行打結及施加拉伸力,因此絕緣繩的硬度較軟,多根絕緣繩同時作業過程中易于出現相互纏繞及打結等工況,這會造成施工人員不得不將絕緣繩事先盤好、以便作業過程中能夠順利的釋放絕緣繩,減少作用過程中由于多根繩子一起釋放發生的相互纏繞等問題造成的作業時間增長等問題[3]。
1 工作原理
針對φ16及以上通徑的絕緣繩釋放及盤收過程的作業方式,提出了研制一種應用于作業現場盤放絕緣繩的電動式盤放裝置[4]。該裝置采用卷盤驅動裝置與驅動電機及控制裝置相連接,并且采用了自動排線結構對絕緣繩進行有序排布,實現絕緣繩的自動有序盤放[5]。該方法在保證作業人員的安全的前提下,有效的提高了絕緣繩的盤放效率,且人力、物力、資源投入較小,工作效率高,能夠達到輸電線路安全檢修的目的。
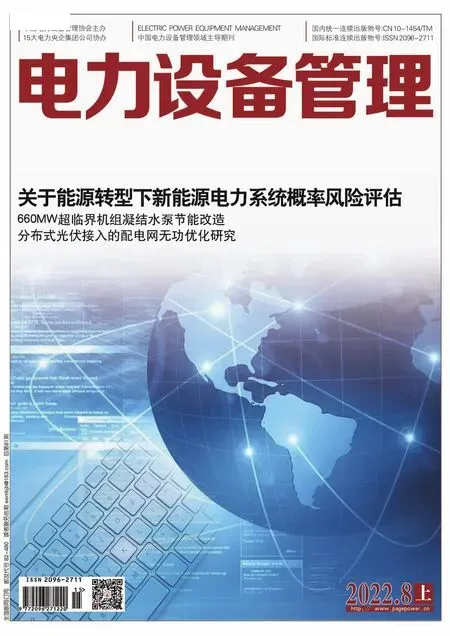
該裝置的主要設計思路式通過驅動電機驅動變速箱旋轉,經過變速箱的降速增扭矩的轉換后輸出到卷盤驅動軸,卷盤驅動軸設計有手動及自動兩個切換齒輪,利用齒輪的切換將卷盤的動作分為電動驅動模式及手動式模式。在裝置的尾部設計有相應的絕緣繩排布裝置,該裝置利用軸的旋轉驅動絕緣繩能夠整齊的排布在卷筒上,從而實現對絕緣繩的順利盤放(圖1)。通過轉速控制器控制電機的旋轉速度,經過減速機的扭矩轉速轉化驅動卷盤驅動軸運動,從而提供絕緣繩盤放力矩。利用絕緣繩自動排繩裝置,實現對絕緣繩的整齊排放。
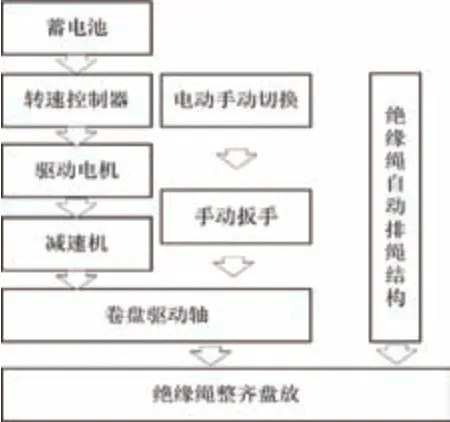
圖1 工作原理結構框圖
絕緣繩現場盤放裝置是應用于作業現場對絕緣繩進行有序盤放的裝置,該裝置中主要包括電源、轉速控制裝置、驅動電機、減速裝置、手動自動切換裝置、卷盤驅動裝置、手動驅動裝置以及自動排繩裝置組成。絕緣繩的自動盤放主要通過驅動電機完成,隨車電源提供電力,經由轉速控制裝置進行轉速控制,進而控制驅動電機的旋轉速度,旋轉電機的轉速決定了卷盤的旋轉速度。減速機直接與驅動電機相連接,驅動電機的旋轉速度和旋轉力經過減速機的轉化作用,提高了輸出扭矩,降低了輸出速度,從而得到驅動卷盤旋轉的合理速度。
自動排繩裝置能夠根據卷盤的旋轉速度調節位置,從而保證絕緣繩能夠整齊順利的排布在卷盤上。手動模式下,可以防備電源無電情況下對卷盤進行操作,實現對絕緣繩的順利收放。
2 方案設計
在充分分析輸電線路作業現場絕緣繩盤放的工況需求的基礎上,得到了主要要實現的目的為通過電控驅動的方式完成絕緣繩的電動盤放,從而降低作業人員的手動盤放作業需求,提高作業效率;另外在盤放過程中需要對絕緣繩的進行有效整理,以便絕緣繩能夠有序的盤卷在卷盤上,保證絕緣繩不會出現“打結現象”。在以上兩個工況需求下,分別對其電控系統、驅動方案以及排繩機構等裝置進行了設計。
2.1 電控系統框圖
搭建的電氣控制系統框架如圖2,對電機的控制主要包括兩種模式,一種是在線模式,也就是直接通過控制器上面的旋鈕及按鈕對電機驅動器進行控制。另一種是遙控模式,通過遙控器發出指令到電機控制器上,然后電機控制器輸出相應的控制信號給電機驅動器。電機驅動器由鋰離子蓄電池供電,并將供給的電能轉化成驅動電流提供給被驅動的電機,實現對電機轉速及扭矩的控制。驅動電機的控制器在應用過程中可實現遙控功能,該遙控功能是利用遙控器對控制器發出指令,由控制器上安裝的通訊模塊進行接收,經控制器對遙控信號處理后輸出到被控電機處,從而實現對被控電機的遙控。
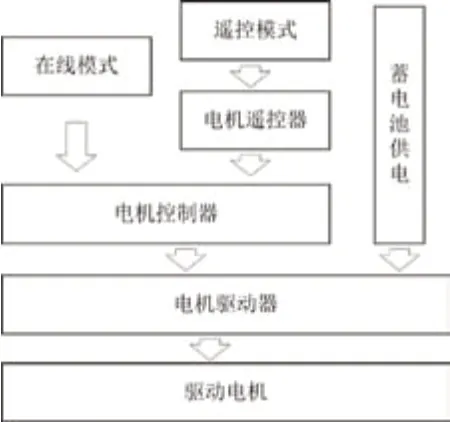
圖2 電控系統框圖
在作業現場工作過程中,傳統工作模式下基本需要人對絕緣繩的長度進行估算,由經驗得出絕緣繩的長度大概是多少。在此設計方案中設計有對絕緣繩長度的測量裝置,該測量裝置主要通過安裝在排繩機構處的計米器完成。該計米器主要包括一個計量輪、計量用的高精度編碼器、以及電控數顯系統組成,計量輪與排繩機構的滾筒相接觸,當滾筒旋轉時帶動計量輪旋轉,從而編碼器跟隨轉動,輸出脈動信號供給電控數顯器。電控數顯系統主要是計算從編碼器輸出的脈沖信號并對其進行處理,計算得出的長度值通過數顯系統顯示出來。
2.2 驅動方案確定
在該絕緣繩盤放裝置的設計過程當中,需要對驅動電機進行選擇,常用的驅動電機主要包括直流和交流兩種,其中交流電機需要三相或者單相交流電,在野外工作過程中會因供電電源導致電動模式不一定能夠正常運轉,因此采用了直流驅動電機。通過對直流有刷電機和直流無刷電機的優缺點對比分析,選擇直流無刷電機來作為本次設計工具的主要元件。通過對絕緣繩現場盤放裝置的盤繩扭矩計算選擇250W,電壓24V,3000r/min 的直流無刷電機(圖3)。

圖3 直流無刷電機圖
2.3 絕緣繩排繩裝置設計
絕緣繩在卷盤上卷曲期間,由于絕緣繩的繩間摩擦力的作用,會導致絕緣繩不自主的疊摞在一起,排布過程不流暢而且易于出現“脫扣”現象,因此設計排繩機構非常必要(圖4)。自動排繩裝置主要包括皮帶、帶輪、排布軸以及排繩器等零部件組成,帶輪驅動排布軸轉動,從而驅動排繩器左右移動,移動過程中絕緣繩能夠左右擺動,實現絕緣繩的有序排列。圖中所示的皮帶一端連接在卷盤驅動軸處,另一端與排繩裝置排布軸的帶輪相連,當卷筒傳動軸旋轉時該卷筒排繩器跟隨轉動。
圖4 絕緣繩排繩裝置圖
2.4 減速機選擇
在絕緣繩盤放裝置的設計過程中,考慮到作業現場絕緣繩的盤放速度較低,且需要一定的自鎖能力,因此選擇蝸輪蝸桿減速器作為其主要的減速裝置(圖5)。常用的減速機構主要包括齒輪式減速機渦輪蝸桿式減速機,其中齒輪式減速機需要多級齒輪來實現較大的減速比,當齒輪級數較多時其結構較為復雜且整體重量較大,然而渦輪蝸桿式減速機的單級減速機就能得到很大的傳動比(一般為5~100)、結構緊湊、可加潤滑油或油脂使用。傳動平穩、噪音較小、大速比可實現自鎖性能等。小單級+大單級減速機聯接使用可增大總速比、增大扭矩等優點,故而選用蝸輪蝸桿式減速機。
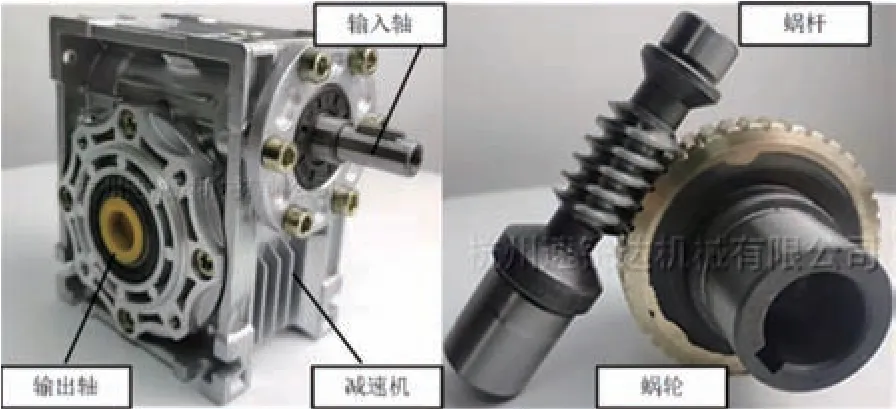
圖5 蝸輪蝸桿減速機
當輸電線路檢修現場操作期間需要對絕緣繩進行盤放,其工作時間不一定,所以在檢修期間可能車載電源可能電量不足,因此需要設計有手動自動切換裝置。卷盤的驅動扭矩來源于減速機的輸出軸,在設計過程中,充分考慮減速機的輸出軸與驅動電機的輸入軸之間的配合關系,將手動與自動切換裝置設計于此(圖6)。此裝置中主要包括撥叉機構和齒輪機構。其中齒輪包括兩個,一是與減速機相連接的主動齒輪,另一個是與卷盤驅動軸相連接的從動齒輪,從動齒輪還與撥叉結構相連接。當盤繩車處于電動模式下,撥叉機構將從動齒輪與主動齒輪相互嚙合,此時從動齒輪在主動齒輪的帶動下旋轉,進而驅動卷盤驅動軸旋轉,實現對卷盤的驅動。

圖6 手動自動切換裝置
當盤繩車處于手動模式下,撥動撥叉機構,使得主動齒輪與從動齒輪相分離,此時主動齒輪的輸出力就不在傳遞到從動齒輪上,從動齒輪與卷盤驅動軸處于無驅動狀態。利用手柄驅動手輪卷盤另一側的卷盤驅動軸旋轉,實現對卷盤的旋轉驅動。
3 整體結構及裝置創新之處
絕緣繩盤放裝置的各個執行器件是安裝在底座上的,因此底座在整個裝置中起到了支撐其他零部件的作用,而且在工作過程中要求有一定的強度并能根據作業位置實時移動,所以在設計底座時要充分考慮其整體零部件的布局及可移動性,并要考慮當卷盤完成絕緣繩的盤卷后重心位置是否發生移動。因此設計了整體的框架式底盤,能在保證底盤整體剛度的同時又降低其重量。為實現裝置的移動,在底座下部安裝有輪組以實現其自由移動。通過對電控系統、機械傳動系統及自動排繩系統的設計,分別得到電動的卷盤扭矩傳動系統、帶有手動切換的機械式卷盤扭矩傳動系統及與卷盤傳動系統相互配合使用的自動排繩系統(圖7)。

圖7 整體結構圖
自動式的絕緣繩盤放,提高了絕緣繩盤放的高效作業。設計了新型的絕緣繩現場盤放裝置,通過電機控制器、電機驅動器、遙控器及直流電機的高效配合,實現了對現場自動盤繩。其中電機控制器中主要包括電機轉速以及電機轉向的控制,通過電機轉速控制旋鈕能夠實現對電機轉速的實時調節,達到了能夠根據現場工作狀況調節盤繩速度的目的。通過電機轉向的控制實現了卷盤的正傳及倒轉的方向控制,達到了絕緣繩的高效收卷以及釋放。
絕緣繩排繩裝置設計,實現了絕緣繩的有序盤放。通過設計絕緣繩排繩裝置,使得絕緣繩在收卷過程中能夠有序的排放在卷筒上,實現了絕緣繩的順序盤放。絕緣繩排繩裝置中包含的皮帶與皮帶輪傳動系統與卷盤驅動軸直接相連接,當卷筒旋轉時會帶動排繩機構的排繩軸旋轉,排繩軸上的溝槽與排繩器相互配合,在卷筒旋轉過程中排繩器左右橫向移動、帶動絕緣繩左右移動,從而實現絕緣繩均勻的排布在卷筒上。該設計能夠避免絕緣繩一直處在一個位置收卷引起的“脫扣”現象。
4 結語
綜上所述,本文根據輸電線路作業現場絕緣繩盤放工況的需求,設計了新型的絕緣繩現場盤放裝置,該裝置通過電機控制器、電機驅動器、遙控器以及直流電機的高效配合,實現了對現場自動盤繩。其中電機控制器中主要包括電機轉速以及電機轉向的控制,通過電機轉速控制旋鈕能夠實現對電機轉速的實時調節,達到了能夠根據現場工作狀況調節盤繩速度的目的。通過設計絕緣繩排繩裝置,使得絕緣繩在收卷過程中能夠有序的排放在卷筒上,實現了絕緣繩的順序盤放。在輸電線路作業現場的實踐證明,該裝置能夠較大程度的提高作業效率,降低作業人員的勞動強度。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
現代裝飾(2020年7期)2020-07-27 01:27:42
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
故事大王(2016年7期)2016-09-22 17:30:08
兒童故事畫報(2013年3期)2013-06-24 05:40:30