頁巖氣中不同耐蝕合金堆焊彎管腐蝕行為研究
2022-09-21 01:45:22李牧松陳博文張付峰昝林峰馬敬軒
天然氣與石油 2022年4期
關鍵詞:實驗
劉 俊 李牧松 陳博文 張付峰 昝林峰 唐 昕 馬敬軒
1. 中國石油工程建設有限公司西南分公司, 四川 成都 610041;
2. 中國石油工程建設有限公司, 北京 100120;
3. 綿陽城市學院鼎利學院, 四川 綿陽 621000;
4. 鄭州萬達重工股份有限公司, 河南 鄭州 451162
0 前言
腐蝕是石油天然氣生產和輸送過程中潛在危害之一[1],由于腐蝕原因造成的管線穿孔、設備失效等各種事故[2-4]不僅影響油氣田的正常生產,還會造成巨大經濟損失和人員傷亡[5-6]。近年來,頁巖氣作為一種清潔能源受到普遍關注[7],但由于頁巖氣集輸系統輸送介質的復雜性和頁巖氣開發特性[8-9],頁巖氣田在開發過程中同樣面臨著穿孔腐蝕、細菌腐蝕、沖刷腐蝕等風險[10-13]。有報道表明,頁巖氣集輸管線穿孔處的腐蝕速率最快達20 mm/a,比GB/T 23258—2020《鋼質管道內腐蝕控制規范》級別最嚴重的點蝕率0.38 mm/a高出了52倍[14],更有報道表明,4個月內頁巖氣平臺井場地面集輸工藝管道刺漏穿孔出現17處,管材最快失效時間2個月,嚴重威脅頁巖氣田的正常生產運行[15-17]。頁巖氣田的腐蝕中又以彎管、三通更為嚴重。目前,用于彎管、三通的防腐蝕方法主要有:選用耐蝕合金材料、材料表面進行改性技術、金屬表面覆蓋保護層和加注緩蝕劑等[18]。堆焊作為一種金屬表面覆蓋保護層的技術,由于具有較高的性價比,逐漸在頁巖氣中推廣運用[19-21]。本文采用噴砂試驗和現場實驗對CF415K冷彎管(以下簡稱碳鋼冷彎管)、CF415K直管堆焊825(ERNiFeCr-1)后進行冷彎的彎管(以下簡稱堆焊825冷彎管)、CF415K直管堆焊316L(ER316L)后進行冷彎的彎管(以下簡稱堆焊316L冷彎管)進行性能評價,優選出適合頁巖氣田開發的彎管材料,從而為頁巖氣安全開發提供參考。
1 實驗
1.1 實驗材料及儀器
實驗材料:CF415K直管(規格為Φ88.9×12 mm),碳鋼冷彎管、堆焊825冷彎管、堆焊316L冷彎管,堆焊后的冷彎管結構尺寸見圖1。
堆焊工藝:按照標準對CF415K基管的外觀尺寸、理化性能進行抽樣復檢;對CF415K內壁打磨及焊前檢驗,除銹質量等級應達到GB/T 8923《涂裝前鋼材表面銹蝕等級和除銹等級》(以下簡稱GB/T 8923)中Sa2.5級,并按ASTM E797《用人工超聲脈沖回波接觸法測量厚度的標準實施規程》(以下簡稱ASTM E797)規定的手動超聲波測厚方式測量;測量后進行堆焊,堆焊厚度均大于3.8 mm,堆焊后檢測表面無缺陷、裂紋、氣孔、未融合;再次除砂、除銹,質量等級應達到GB/T 8923中Sa2.5級;最后超聲波檢測和滲透檢測合格。
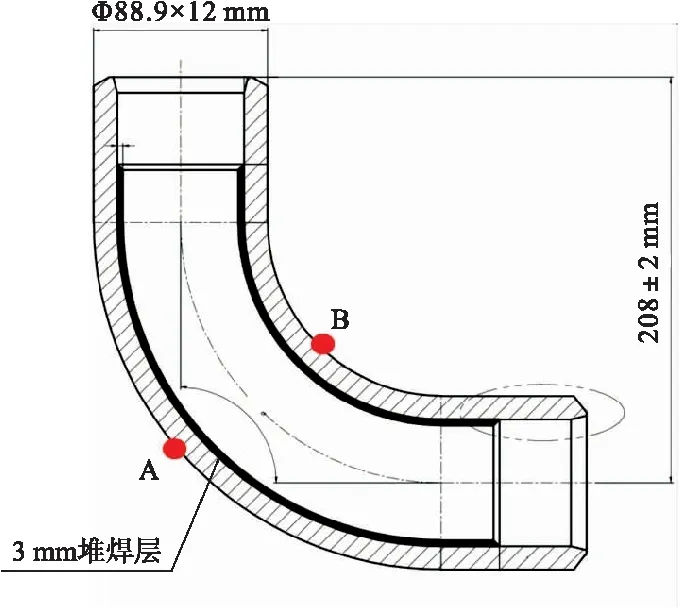
圖1 堆焊冷彎管的結構尺寸圖Fig.1 Construction dimensions of pipe elbow with weld overlay
彎制工藝:彎制前先進行熱處理;隨后冷成型;成型后進行整形、回火處理、硬度檢測、除銹、PT和UT無損檢測、酸洗鈍化等處理,基層表面硬度值應不超過240HV10,內覆層及堆焊層硬度值平均不超過315HV10;PT和UT無損檢測滿足NB/T 47013—2015《承壓設備無損檢測》的規定;實驗材料按圖2制作成現場的實驗段并在威遠項目進行現場實驗。
實驗儀器:厚度測量儀,特質噴頭型噴砂機+測速儀,PT和UT檢測儀等。

圖2 不同堆焊材料制作成的實驗段照片Fig.2 Test section with different weld overlay material
1.2 實驗方法
1.2.1 模擬噴砂實驗
模擬現場極限工況,噴砂工藝流程見圖3。按1∶1比例混合40~70目與70~100目的石英砂,噴砂機的噴頭與彎管的管口成90°,石英砂以30 m/s的風速和 18 kg/min 的砂流量分別對碳鋼冷彎管、堆焊825冷彎管、堆焊316L冷彎管進行噴砂,噴砂時間為10 min,并按ASTM E797規定的手動超聲波測厚方式測量彎管的兩側弧、內弧和外弧的壁厚變化。

圖3 噴砂工藝流程圖Fig.3 Flow chart of sand blasting process
1.2.2 現場實驗
把三種材料組成一個實驗段(圖2)連接在威遠項目的支管上進行實驗。以彎管的壁厚為研究對象,按ASTM E797規定的手動超聲波測厚方式每隔2 d測厚一次,從2020年9月23日開始到2020年11月22日,連續測量60 d,測厚位置為彎管弧頂中心位置。
1.2.3 內切割形貌分析
實驗420 d后,取下實驗管段,并對彎管進行側切,通過觀察剖面分析三種不同材質彎管的腐蝕情況。
2 實驗結果及分析
2.1 噴砂實驗結果及分析
噴砂實驗結果見表1。

表1 噴砂實驗結果表Tab.1 Experimental results of sand blasting
噴砂實驗后,冷彎管經UT和PT檢驗均無缺陷。由表1可知,三種彎管減薄最大處均在外弧側,內弧側減薄最小,其原因是外弧受沖刷較大,內弧受沖刷較小,左右兩側較為均衡。CF415K彎管厚度變化最大,其次為堆焊316L冷彎管,堆焊825冷彎管最小,表明堆焊825冷彎管的抗噴砂能力最好,堆焊316L冷彎管抗噴砂能力優于CF415K彎管,證明堆焊825冷彎管和堆焊316L冷彎管抗沖刷性能較好。
2.2 現場實驗結果及分析
三種彎管材料現場實驗結果見表2。

表2 三種彎管現場實驗結果表Tab.2 Field test results of three types of pipe elbow
由表2可知,碳鋼冷彎管內弧側厚度最大減薄1.2 mm、外弧側最大減薄2.0 mm,堆焊825冷彎管內弧側厚度最大減薄0.1 mm、外弧側最大減薄0.2 mm,堆焊316L冷彎管內弧側厚度最大減薄0.2 mm、外弧側最大減薄0.2 mm。與內弧側減薄厚度相比,所有彎管外弧側由于受到沖蝕,其減薄量均比內弧側減薄量要大,其中減薄又以碳鋼冷彎管減薄量最大,其次為堆焊316L冷彎管,堆焊825冷彎管減薄量最小,且堆焊825冷彎管和堆焊316L冷彎管幾乎無變化,表明堆焊825冷彎管抗沖蝕能力最好,碳鋼冷彎管抗沖蝕能力最差。此外,與堆焊825冷彎管相比,堆焊316L冷彎管雖然減薄量也很小,但60 d數據顯示堆焊316L冷彎管還是比堆焊825冷彎管減薄量要大0.1 mm,表明在抗沖刷性能方面,堆焊825冷彎管優于堆焊316L冷彎管。
2.3 切割后表面觀察結果及分析
切割后,彎管示意圖見圖4。

a)堆焊825冷彎管剖面圖a)Profile of pipe elbow with Inconel 825 weld overlay

b)堆焊316L冷彎管剖面圖b)Profile of pipe elbow with 316L weld overlay

c)碳鋼冷彎管剖面圖c)Profile of carbon steel pipe elbow
由表2的420 d實驗數據以及圖4可見,碳鋼冷彎管內弧減薄3.1 mm、外弧減薄3.7 mm,堆焊825冷彎管外弧減薄0.5 mm、內弧減薄0.2 mm,堆焊316L冷彎管外弧減薄0.8 mm、內弧減薄0.5 mm。彎管切割后,堆焊825冷彎管和堆焊316L冷彎管表面清除氧化皮后呈現銀白色金屬光澤,堆焊紋路基本清晰,無點蝕;碳鋼冷彎管腐蝕產物較多,去除腐蝕產物后,彎管內壁面部分位置出現點蝕。實驗結果表明:堆焊825冷彎管耐蝕性能優于堆焊316L冷彎管耐蝕性能,碳鋼冷彎管耐蝕性能最差;堆焊825冷彎管和316L冷彎管清除氧化皮后堆焊紋路基本清晰,無點蝕,而碳鋼冷彎管外弧測腐蝕較嚴重且有點蝕,表明碳鋼冷彎管現場運用風險較大。
3 結論與建議
綜上,堆焊825冷彎管和堆焊316L冷彎管在頁巖氣田使用中抗沖刷性能較好,現場測試無嚴重的壁厚減薄,因此堆焊825冷彎管和堆焊316L冷彎管可以作為頁巖氣田彎管的使用方案,而碳鋼冷彎管由于出現點蝕且有較大減薄,現場運用風險較大,因此不推薦直接運用。雖然Incoloy625耐蝕性能更優,但考慮到頁巖氣田現場的大規模使用與推廣要選擇高性價比的材料,因此不推薦堆焊625冷彎管的方案。此外,基于頁巖氣田彎管使用的長期性,堆焊316L冷彎管產生沖刷腐蝕和穿孔的風險均比堆焊825冷彎管的這兩項風險大,并且Incoloy825化學成分中鎳和鉻的含量百分比高于316L中鎳和鉻的含量百分比,在耐沖蝕性能和耐腐蝕性能方面均優于316L,因此頁巖氣田用彎管建議采用堆焊825冷彎管,堆焊316L冷彎管可以根據頁巖氣的實際情況作為彎管備選材質方案。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55