準(zhǔn)連續(xù)波激光打孔工藝綜述
2022-09-22 06:41:00李云濤王志華田春英
激光與紅外 2022年8期
關(guān)鍵詞:影響
王 軍,尹 毓,李云濤,王志華,田春英
(1.天津中德應(yīng)用技術(shù)大學(xué)航空航天學(xué)院,天津 300350;2.天津理工大學(xué)材料科學(xué)與工程學(xué)院,天津300384)
1 引 言
激光打孔作為激光技術(shù)最先應(yīng)用于材料加工的技術(shù),與其他打孔方式相比,具有打孔精度高、打孔速度快、通用性強(qiáng)、非接觸性加工、可加工微小零件等多種優(yōu)點(diǎn)[1],是應(yīng)用最為廣泛的打孔技術(shù)。目前,工業(yè)化應(yīng)用的激光根據(jù)脈寬分有連續(xù)波、準(zhǔn)連續(xù)波(quasicontinuous wave,QCW)、短脈沖激光和超短脈沖激光[2],其中QCW激光的應(yīng)用最為廣泛。
與連續(xù)波激光相比,準(zhǔn)連續(xù)波激光在同等功率下有更低的熱輸入,降低了工件的熱效應(yīng),所以準(zhǔn)連續(xù)波激光具有更高的打孔質(zhì)量[3],更高的材料適用性[4]。與短脈沖激光相比,準(zhǔn)連續(xù)波激光的加工速度有著明顯的優(yōu)勢(shì),且短脈沖激光打孔過(guò)程復(fù)雜,結(jié)構(gòu)參數(shù)難以預(yù)測(cè)[5],準(zhǔn)連續(xù)波激光打孔為穩(wěn)態(tài)打孔過(guò)程,在數(shù)學(xué)模擬上也會(huì)更為簡(jiǎn)單。對(duì)于超短脈沖激光打孔,準(zhǔn)連續(xù)波激光打孔有著明顯的成本優(yōu)勢(shì)與更高的工作效率[6]。IPG公司已經(jīng)成功的使用QCW激光在1.5 mm厚的不銹鋼上高速的鉆出高縱橫比的孔圖案且板沒(méi)有發(fā)生變形,如圖1所示[7]。
圖1 由1902個(gè)直徑0.4 mm的孔組成的圖案,
2 準(zhǔn)連續(xù)波激光打孔的機(jī)理
高功率激光照射到金屬材料表面時(shí),材料吸收激光能量,材料表面溫度升高繼而發(fā)生熔融、氣化、噴濺以及產(chǎn)生等離子體等現(xiàn)象[8]。準(zhǔn)連續(xù)波激光分為毫秒激光與微秒激光,在毫秒激光打孔過(guò)程中,材料先熔化,隨后大部分液態(tài)金屬材料劇烈汽化膨脹產(chǎn)生的反沖壓力將熔融液體材料拋出,少部分液態(tài)金屬隨著溫度升高達(dá)到汽化閾值而汽化,最終形成小孔,一般沒(méi)有等離子體的形成。而微秒激光的功率密度更高,已經(jīng)可以在打孔過(guò)程中形成等離子體。
在激光打孔中[9]:
(1)
(2)
式中,PA為平均功率,單位W;E為單個(gè)脈沖的能量,單位J;R為激光頻率,單位Hz;PP為峰值功率,單位W;D為脈沖寬度,單位s。這些參數(shù)決定了激光打孔能否順利進(jìn)行,也對(duì)激光打孔的孔質(zhì)量有著重要的影響。
3 準(zhǔn)連續(xù)波打孔工藝參數(shù)對(duì)打孔質(zhì)量影響規(guī)律
如果打出的孔質(zhì)量較差,工件工作時(shí)在孔邊容易發(fā)生疲勞破壞,降低工件的使用壽命。孔質(zhì)量的好壞通常從孔徑、孔的形貌、錐度、重鑄層等方面來(lái)評(píng)判。
3.1 激光能量、脈沖寬度以及激光頻率對(duì)打孔質(zhì)量的影響
(1)激光能量
激光打孔是由激光照射所帶來(lái)的熱量熔化金屬,排出熔融金屬而形成小孔的過(guò)程。激光能量為單個(gè)激光脈沖照射在材料上的能量,對(duì)打孔速度以及打孔質(zhì)量都有重要的影響。
葉海彬[10]實(shí)驗(yàn)得到了孔徑與激光能量關(guān)系圖,如圖2所示。結(jié)果表明隨著激光能量的增大,輸入的熱量增加,孔的直徑會(huì)隨之增加,但是受到光斑直徑的制約,增長(zhǎng)速度會(huì)逐漸變小。
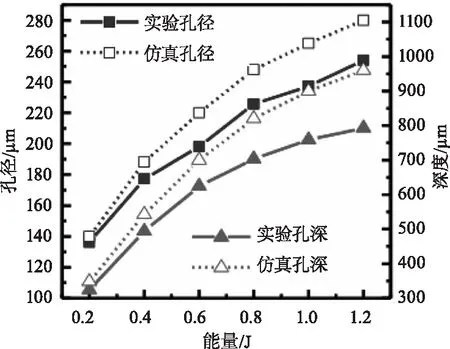
圖2 激光能量對(duì)微孔幾何尺寸的影響規(guī)律[10]
張文[11]在實(shí)驗(yàn)中發(fā)現(xiàn)隨著激光能量的升高,孔的表面會(huì)出現(xiàn)很多的毛刺,這是因?yàn)闇囟冗^(guò)高導(dǎo)致噴發(fā)的熔融金屬增多。但是Duan[12]等人發(fā)現(xiàn)毛刺體積的增長(zhǎng)速率會(huì)隨著激光能量的增長(zhǎng)而逐漸減緩,因此他認(rèn)為隨著激光能量的進(jìn)一步增長(zhǎng)毛刺體積可能會(huì)下降,如圖3所示。
(1)引導(dǎo)學(xué)生自主提問(wèn)評(píng)估,理清問(wèn)題思維.在對(duì)物理知識(shí)進(jìn)行學(xué)習(xí)時(shí),由于物理學(xué)科需要較強(qiáng)的邏輯思維,因此學(xué)生的發(fā)散思維在物理學(xué)習(xí)過(guò)程中起著重要的作用.因此在物理學(xué)習(xí)中作為教師應(yīng)引導(dǎo)學(xué)生善于提出疑問(wèn)、進(jìn)行自我提問(wèn)、進(jìn)行自我評(píng)估.這樣學(xué)生不僅能夠理解題意、剖析題意,更能從深層次掌握該題的內(nèi)涵,從而具有清晰的解題思路,提高解題效率.
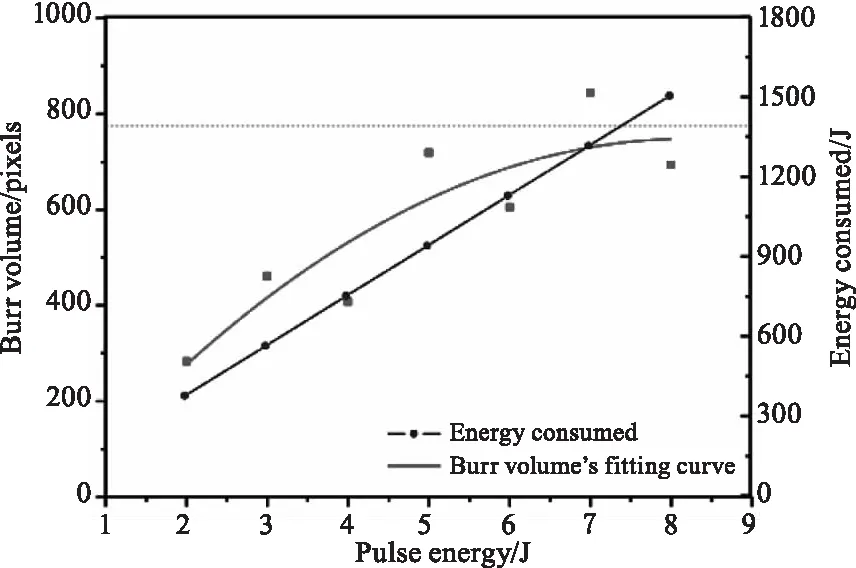
圖3 激光能量對(duì)毛刺沉積的影響[12]
Bandyopadhyay[13]發(fā)現(xiàn)孔錐度會(huì)隨著激光能量的增大而增大,但變化幅度很小,這是因?yàn)闊彷斎氲脑黾?會(huì)導(dǎo)致上下孔徑同時(shí)增加,因此激光能量不屬于孔錐度的重要影響因素。
Marimuthu[14]等人在打孔實(shí)驗(yàn)中研究了激光能量對(duì)重鑄和氧化層厚度的影響。從圖4中可以看出,隨著能量的增加,重鑄層厚度先減小后增大。這是因?yàn)殡S著能量的增加,材料會(huì)出現(xiàn)最佳的熔體噴射狀態(tài),但進(jìn)一步增加激光能量會(huì)增加蒸氣與反沖壓力,并通過(guò)高溫相位爆炸導(dǎo)致過(guò)熱噴射,出現(xiàn)較厚的重鑄層。
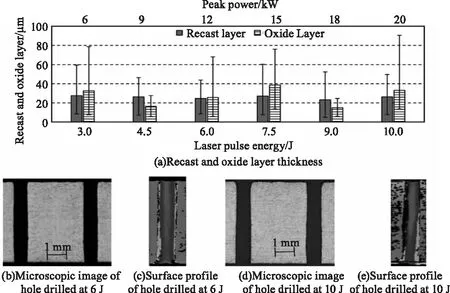
圖4 激光脈沖能量對(duì)激光打孔質(zhì)量的影響
Mishra[15]的實(shí)驗(yàn)顯示熱影響區(qū)的范圍隨著激光能量的增加而增加,由于高熱擴(kuò)散,顯微組織發(fā)生變化的距離增加,擴(kuò)大了熱影響區(qū)范圍。因此在保證打孔速度的情況下,激光能量應(yīng)盡量小。
(2)脈沖寬度對(duì)質(zhì)量的影響
激光的脈沖寬度是指激光一個(gè)脈沖所持續(xù)的時(shí)間,當(dāng)脈沖能量一定時(shí),脈沖寬度越小,能量密度越大,反之能量密度越小。
張靜[16]在實(shí)驗(yàn)中發(fā)現(xiàn)隨著脈沖寬度的增加,上孔徑無(wú)明顯變化,下孔徑隨之減小,如圖5所示。這主要是因?yàn)槊}沖寬度越大,能量分布越不集中,導(dǎo)致下孔口孔徑的減小,也導(dǎo)致了孔錐度的增大。
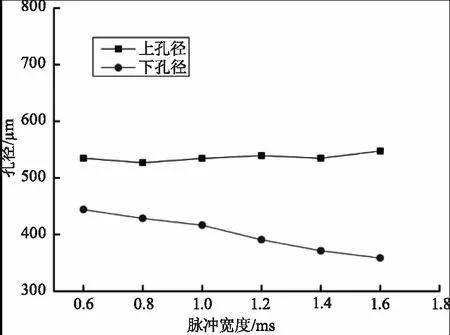
圖5 激光環(huán)切打孔中脈沖寬度對(duì)微孔直徑的影響[16]
葉海彬[10]在實(shí)驗(yàn)中發(fā)現(xiàn)隨著脈寬的增加,孔內(nèi)產(chǎn)生的堵塞情況越來(lái)越明顯,如圖6所示。孔的表面粗糙度降低,孔的尺寸精度下降。Duan[12]的實(shí)驗(yàn)證明孔口的毛刺體積隨著脈寬增大出現(xiàn)先增大后減小的現(xiàn)象。分析認(rèn)為功率密度隨著脈沖寬度的增加而減小,導(dǎo)致汽化排除的部分減少,熔體增多,在出口邊緣重新凝固形成較大的毛刺。然而,如果脈沖寬度過(guò)大,功率密度將會(huì)很低,熔體體積減少,毛刺沉積減少。
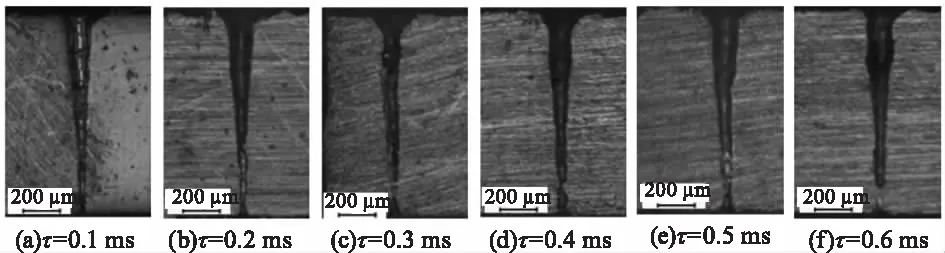
圖6 不同脈沖寬度作用下的微孔剖面圖[10]
Marimuthu[14]等人的實(shí)驗(yàn)探究了脈沖寬度對(duì)重鑄和氧化層厚度的影響。如圖7所示,在低峰值功率下,高脈沖寬度對(duì)激光打孔質(zhì)量有負(fù)面影響。Mishra[15]的實(shí)驗(yàn)證明隨著脈沖寬度的增加,激光與材料的相互作用時(shí)間變長(zhǎng),利于熱能在板材上的擴(kuò)散,熱影響區(qū)范圍增大。

圖7 激光脈沖寬度對(duì)激光打孔特性的影響
(3)激光頻率對(duì)打孔質(zhì)量的影響
激光頻率是指1 s內(nèi)激光能夠發(fā)出的脈沖個(gè)數(shù),激光頻率會(huì)影響到激光打孔時(shí)的熱輸入。對(duì)打孔速度有著重要的影響。
Bandyopadhyay[13]認(rèn)為過(guò)低的激光頻率會(huì)導(dǎo)致激光打孔的速度過(guò)慢,而當(dāng)脈沖頻率過(guò)高時(shí),材料去除率增加,使得孔徑變大。但是下孔徑受到頻率的影響更大,反而會(huì)使錐度減少。Duan[12]發(fā)現(xiàn)高頻率會(huì)產(chǎn)生較多的毛刺,但這是有限度的,當(dāng)頻率繼續(xù)增加時(shí),毛刺的強(qiáng)度不足以支持其進(jìn)一步增長(zhǎng),毛刺會(huì)破裂。
Marimuthu[14]等人研究了激光頻率對(duì)打孔質(zhì)量的影響,如圖8所示。較高的平均功率對(duì)重鑄層厚度和氧化層厚度有負(fù)面影響。這應(yīng)該是由于在高平均功率下材料過(guò)度熔化所致。Mishara[15]發(fā)現(xiàn)隨著激光頻率的增大,熱影響區(qū)的范圍是先減小后增大的。

圖8 激光頻率對(duì)激光打孔特性的影響
3.2 離焦量對(duì)打孔質(zhì)量的影響
離焦量是激光焦點(diǎn)離工件表面的距離,焦平面位于工件上方為正離焦,反之為負(fù)離焦。離焦量對(duì)孔的幾何形狀有著顯著的影響,負(fù)離焦量在孔的中間位置會(huì)出現(xiàn)典型的重填充現(xiàn)象[17-18]。不同材料或不同厚度有著不同的最佳離焦量[19],且Ghoreishi[20]發(fā)現(xiàn)對(duì)即使同一材料同一厚度打孔,最佳離焦量也會(huì)因?yàn)槠渌蚩讌?shù)的變化而變化,如圖9所示。不恰當(dāng)?shù)碾x焦量會(huì)導(dǎo)致較大的錐度與較厚的重鑄層,因此離焦量要結(jié)合實(shí)際實(shí)驗(yàn)設(shè)定。
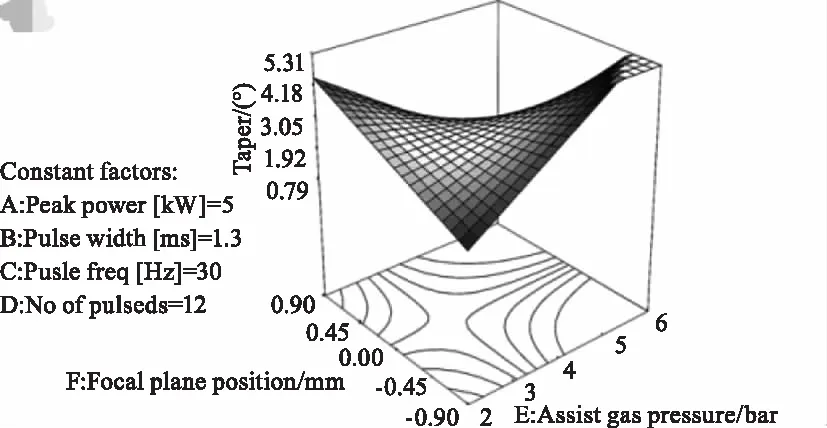
圖9 輔助氣體壓力與離焦量對(duì)孔錐度的影響[20]
3.3 輔助氣體對(duì)打孔質(zhì)量的影響
輔助氣體在激光打孔起到了非常重要的作用,Bandyopadhyay[13]的實(shí)驗(yàn)表明使用O2作為輔助氣體同等條件下得到的孔徑更小,出現(xiàn)這種現(xiàn)象的原因可能是當(dāng)輔助氣體為O2時(shí),反應(yīng)放熱顯著提高了鉆孔可用的總能量,從而增加了金屬蒸發(fā)對(duì)材料去除過(guò)程中的占比,噴射熔融材料對(duì)孔壁的侵蝕減少,導(dǎo)致較小的孔徑.
Marimuthu[14,21]等人的實(shí)驗(yàn)證明O2作為輔助氣體產(chǎn)生的孔顯示出極好的表面輪廓,且含有較少的重熔層,如圖10所示,并且O2為輔助氣體打出的孔疲勞性能更好。Okasha[22]發(fā)現(xiàn)在銳角度打孔中O2作為輔助氣體的優(yōu)勢(shì)更加明顯。綜合來(lái)看,打孔時(shí)應(yīng)盡量選用O2作為輔助氣體,沒(méi)有條件時(shí)也可以使用壓縮空氣代替。
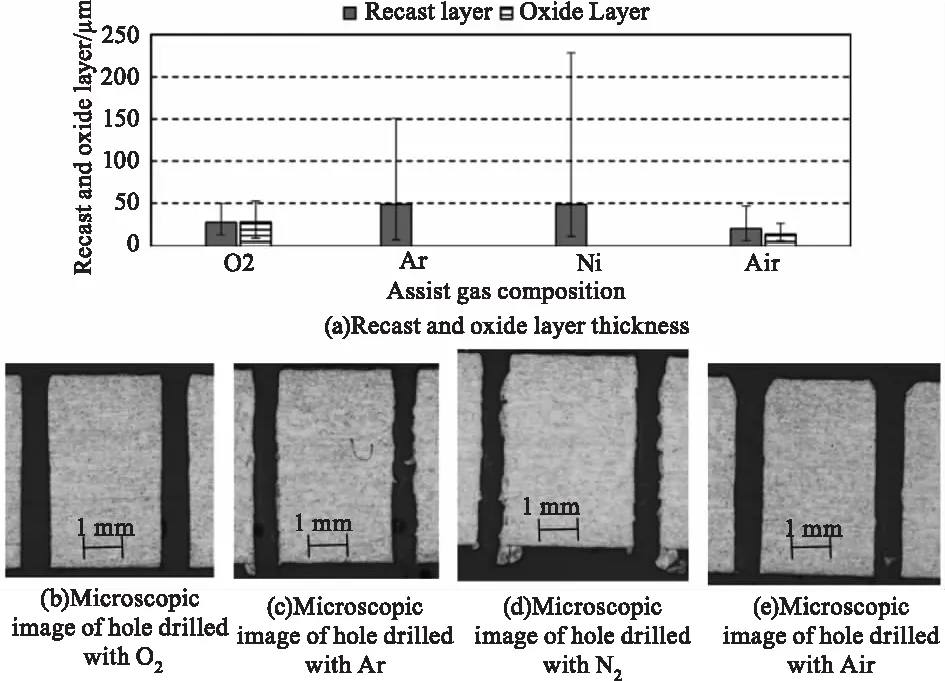
圖10 輔助氣體成分對(duì)激光打孔的影響
Okasha[22]在實(shí)驗(yàn)中發(fā)現(xiàn)孔的入口直徑隨之氣體壓力的增加而減小。Chien[23]注意到較高的氣體壓力會(huì)使重鑄層的厚度減小。當(dāng)選用氧氣作為輔助氣體時(shí),稍高的氧氣壓力可以確保有足夠的氣體分子流到工作區(qū)[24],用于熔融金屬的氧化。氧氣反應(yīng)放出的熱量將為打孔時(shí)提供更多的能量。金屬氧化物的形成也將提高光束耦合效率,這可以增加激光的吸收率。但是,過(guò)高的輔助氣體壓力會(huì)延長(zhǎng)鉆孔時(shí)間,可能會(huì)產(chǎn)生較厚的重鑄層。
3.4 激光光源的影響
現(xiàn)如今除了常見(jiàn)的Nd∶YAG激光器以外,還有一種新興的激光器正在發(fā)展起來(lái),這就是光纖激光器,與傳統(tǒng)的固體激光器相比,光纖激光器是整體化結(jié)構(gòu),大大提高了設(shè)備可靠性;同時(shí),光纖激光器輸出的激光光束質(zhì)量好且穩(wěn)定,有更高的加工質(zhì)量[25]。
Marimuthu[26]等人研究了Nd∶YAG與光纖激光器的激光輪廓發(fā)現(xiàn)YAG激光光束的形狀隨激光束功率發(fā)生顯著變化,這可能是由于 Nd∶YAG棒的熱透鏡效應(yīng)。而光纖在整個(gè)功率范圍十分均勻,并以均勻的禮帽輪廓出現(xiàn),如圖11,12所示。Rihakova[27]等人分別采用了Nd∶YAG與光纖激光在氧化鋁陶瓷上打孔,結(jié)果表明,光纖激光器由于其小光斑和更好的光束質(zhì)量以及高功率和能量密度可形成更小的孔,孔的表面更加光滑。
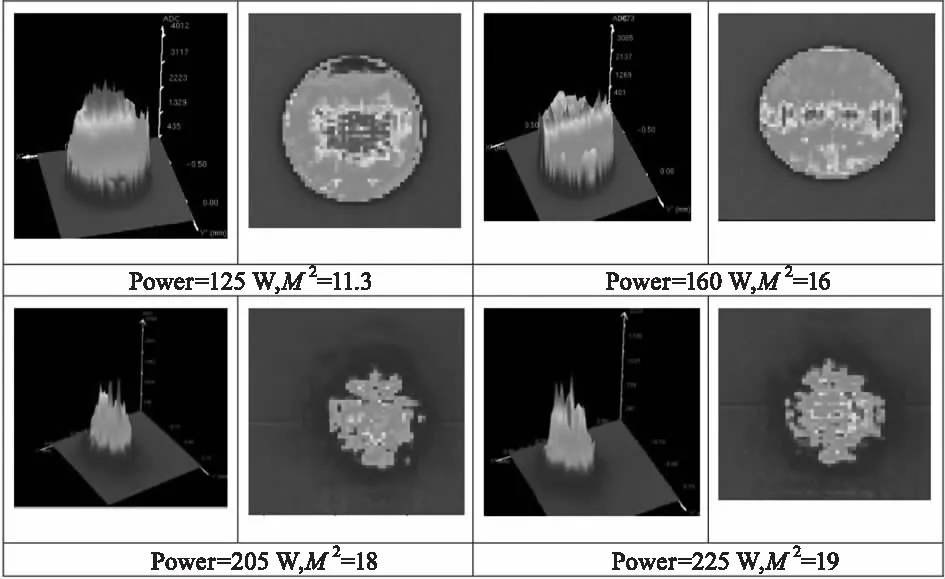
圖11 焦點(diǎn)處的典型Nd∶YAG激光光束輪廓隨功率變化圖[26]
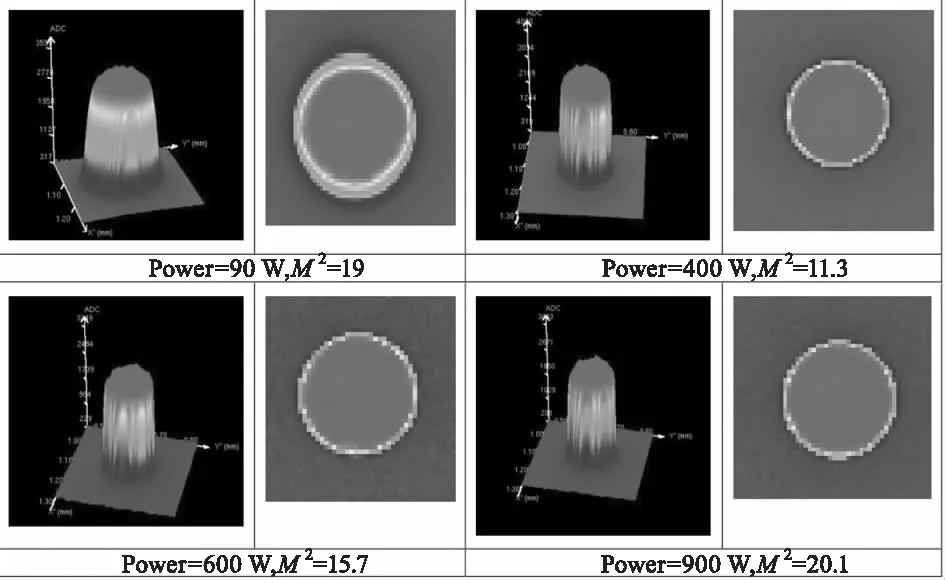
圖12 焦點(diǎn)處的典型光纖激光光束輪廓隨功率變化圖[26]
4 總 結(jié)
(1)準(zhǔn)連續(xù)波激光包括ms與μs激光,相比其他激光準(zhǔn)連續(xù)波激光能夠更好的在工業(yè)中快速的打出高質(zhì)量的孔。
(2)激光能量過(guò)大會(huì)產(chǎn)生大孔徑與厚重鑄層,但對(duì)孔錐度影響不大。脈沖寬度對(duì)孔的入口直徑影響不大,但脈沖寬度越大孔的出口直徑越小,因此會(huì)導(dǎo)致錐度的增大,過(guò)大的脈沖寬度會(huì)導(dǎo)致重鑄層的增厚。脈沖頻率的增大會(huì)導(dǎo)致入口孔徑與出口孔徑的同時(shí)變大,對(duì)錐度沒(méi)有大的影響,但是頻率過(guò)高會(huì)導(dǎo)致重鑄層的增厚。
(3)離焦量對(duì)激光打孔質(zhì)量的影響較為復(fù)雜,受到其他因素的影響較大。
(4)O2是最為優(yōu)秀的輔助氣體,可以減小孔徑,控制重鑄層的厚度,較高的輔助氣體壓力可以得到更小的孔徑,但是當(dāng)輔助氣體壓力過(guò)高時(shí)反而增加重鑄層的厚度。
(5)光纖激光與固體激光相比光束更加穩(wěn)定,并且具有更高的頻率,因此打孔速度更快,而且孔的錐度會(huì)更小,孔表面也會(huì)更加光滑。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(shù)(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2016年3期)2016-02-27 16:15:49
現(xiàn)代檢驗(yàn)醫(yī)學(xué)雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學(xué)低年級(jí)版)(2011年3期)2011-01-01 00:00:00
