緊固連接件級進模設計
2022-09-24 11:49:10李厚佳金龍建
模具工業 2022年9期
關鍵詞:工藝
0 引言
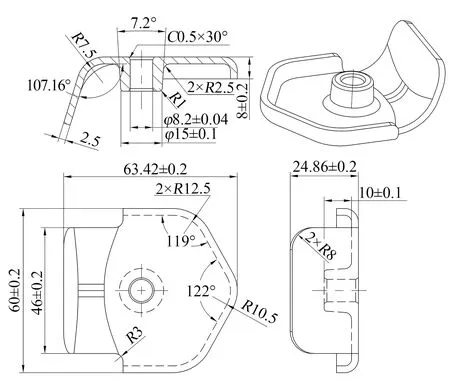
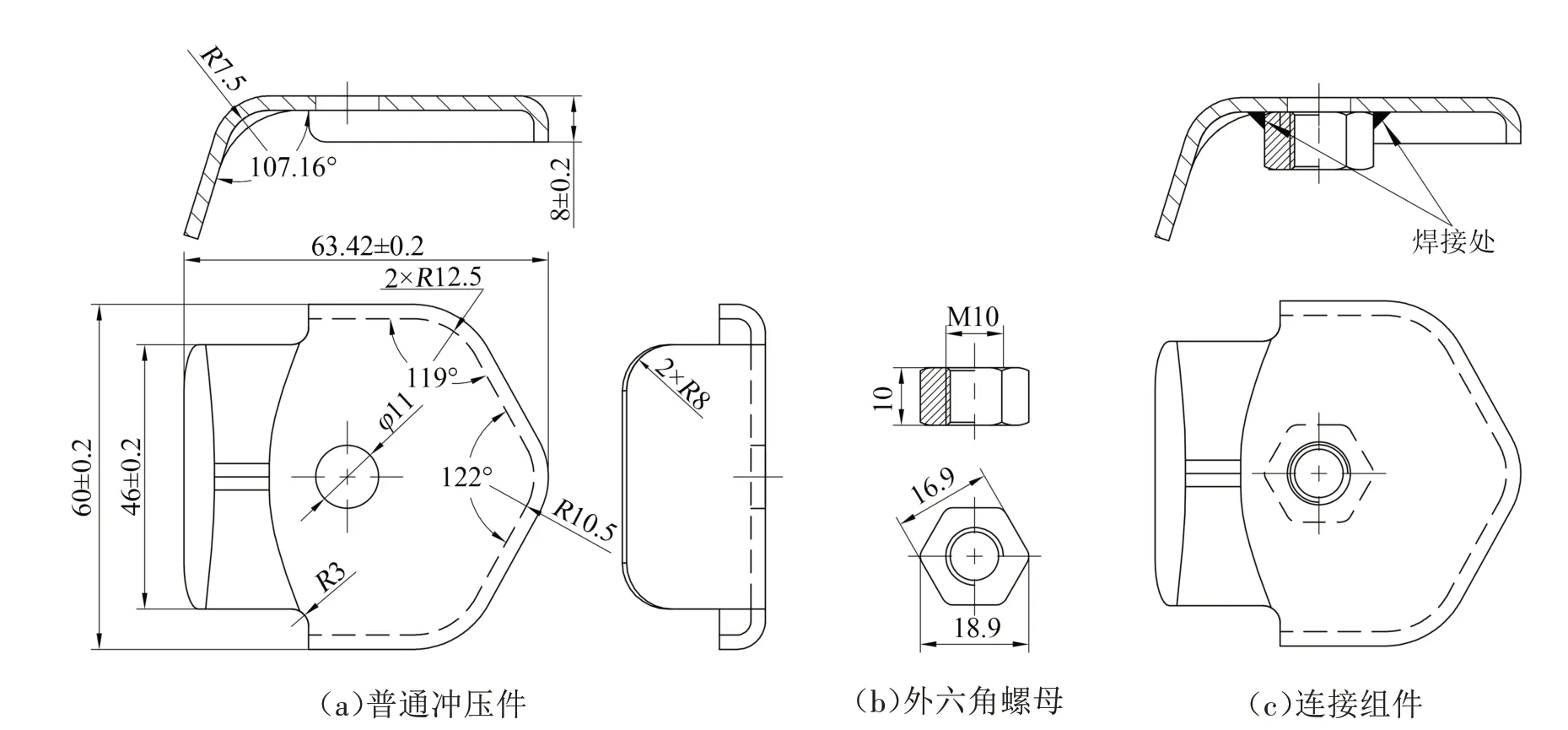
緊固連接件螺母板是某汽車上的緊固件,如圖1 所示,材料為鍍鋅板,板厚為2.5 mm。該制件的傳統工藝是將1 個普通的沖壓件與1 個外六角螺母焊接成1 個連接組件,如圖2 所示。該工藝雖然沖模結構簡單、設計及維修方便、模具制造成本低,但需要多副沖模生產才能完成,且焊接速度慢、成本高,滿足不了日益增長的大批量生產需求,還存在虛焊問題導致沖壓件與螺母在使用過程中出現脫落、松動現象,影響安全性。為確保制件的質量和滿足年產量的需求,將該制件成形工藝改為先拉深后鐓擠的一體化成形,采用1 模2 件級進模進行沖壓,成形的制件強度滿足使用要求,也降低了沖壓件的成本。
1 工藝分析
從圖1可以看出,該制件整體料厚不均勻,拉深部分內孔為直筒形,尺寸為
(8.2±0.04)mm,拉深后在專用設備上加工M10 螺紋,因此拉深部分的強度是該制件成形的關鍵,外形為錐形,底部直徑為
(15±0.1)mm,雙面錐度為7.2°,可以計算拉深件的壁厚為3.4~3.88 mm,其余厚度為2.5 mm。經分析,采用料厚為2.5 mm 的卷料進行沖壓成形,制件壁厚大于原材料厚度,需經過8 次拉深和4 次鐓擠實現,該成形工藝給模具設計、制造及調試增加了難度。
2 工藝計算
2.1 毛坯計算
計算制件的毛坯尺寸首先要計算制件的彎曲部分和翻邊部分的展開尺寸,最后在彎曲和翻邊的展開圖上增加拉深件的修邊余量和拉深底部的工藝補充,再計算制件拉深的毛坯尺寸即可。制件展開尺寸計算步驟如下。
(1)彎曲部分展開。從圖1 可以看出,彎曲
角不規則,可按照彎曲展開公式計算或用專業的鈑金展開軟件計算,展開后形狀及尺寸如圖3所示。
(2)翻邊部分展開。翻邊部分的展開也可按相關公式或采用相關軟件展開,展開后如圖4所示。
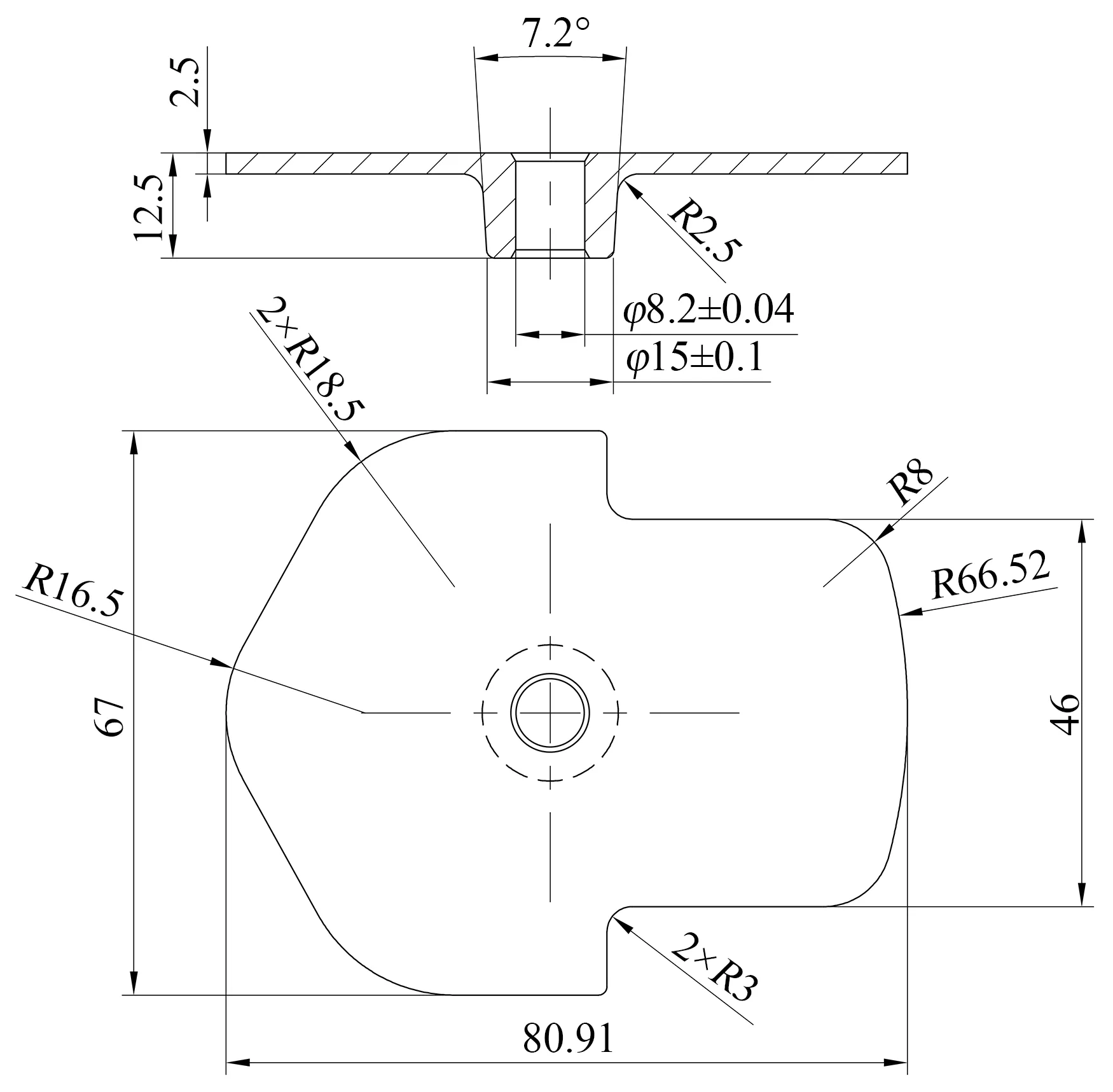
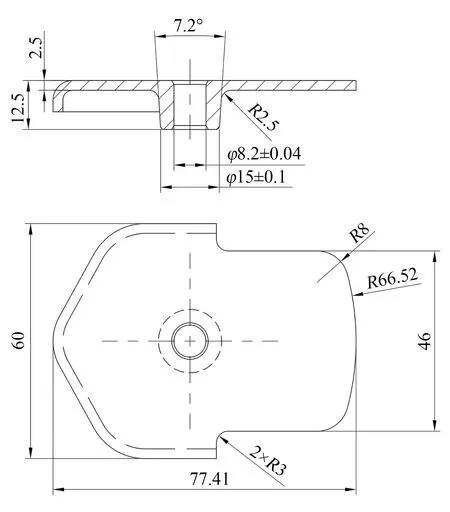
(3)拉深部分工藝圖繪制及展開。該制件結構較特殊,因此計算拉深部分的展開,要先將制件底部進行工藝補充并在凸緣周邊加上修邊余量,如圖5(a)所示。計算及優化后的展開尺寸如圖5(b)所示,圖5(b)中單點畫線
77 mm 的圓用于后續計算拉深工序及凹模圓角半徑。
2.2 拉深工藝計算及工序圖繪制
各工序拉深件與載體連接方式均采用工藝伸縮帶進行連接,其原因是各工序的拉深過程導致拉深直徑不斷縮小,但原則上載體不能有扭曲變形等現象,只有利用工藝伸縮帶變形才能避免,有利于送料的同時也減小拉深時的阻力,使拉深順利進行。
加速推進潛山市內旅游區域公路與各地高速、鐵路、國道的對接,全力打造開放性的旅游交通網絡,并加快環天柱山旅游公路和龍潭--萬澗旅游公路拓改、積翠谷索道等項目的實施,通過“串點成線”打造全域旅游通道,優化城鎮與景區、景區與景區間的交通銜接。
式中:
——假想毛坯直徑,mm;
r
——凹模圓角半徑,mm;
——材料厚度,mm;
——凹模內徑,mm。
根據制件的成形特點設計1 模1 件和1 模2 件兩種排樣方案。
1)拉深凹模圓角計算。首次拉深凹模的圓角半徑按經驗公式計算,即
A:所謂“一招失算滿盤皆輸”,就是你現在的處境。你們作為父母,和孩子沒有“共同成長”的歷程,一切從零開始,那就應該從能力培養的“零”開始,把過去6年缺失的全部補回來,如果現在只是每天忙著“輔導作業”(其實不是輔導,只是幫助完成),作業能及時交上,孩子并沒學習,所以還是零,沒有開始。

(2)計算各次拉深凸、凹模圓角半徑。
以后各次拉深時,
r
值應逐漸減小,可以按式
r
=(0.6~0.9)
r
計算得
r
=5.0 mm,
r
=
r
=4.5 mm,
r
=3.5 mm,
r
=2.5 mm。凹模圓角半徑
r
等于制件的圓角半徑,那么
r
、
r
均為2.5 mm。
2)凸模圓角半徑計算。拉深凸模的圓角半徑
r
對拉深的影響雖沒有
r
顯著,但也要選用合適。一般除最后一次拉深外,其他各次拉深工序中,凸模圓角半徑
r
可取與凹模圓角半徑相等或略小的數值,可按
r
=(0.6~1)
r
計算,計算得到
r
=6.0 mm,
r
=3.0 mm,
r
=2.0 mm,
r
=1.5 mm,
r
=1.0 mm,
r
=1.0 mm,
r
=0.8 mm,
r
=0.5 mm。
(3)拉深高度計算。厚料小型拉深件的高度按理論計算會導致后工序各次拉深過程中的坯料難以進入凹模內,造成底部變薄嚴重,甚至出現斷裂或脫底現象。通常采用經驗值,以拉深高度相等的原則來選取,即各工序的拉深高度等于制件的高度,具體在模具調試中進一步調整拉深高度即可。因此可按圖5(a)的拉深高度為基準,各工序的拉深高度等于圖5(a)的高度,即拉深高度為13.0 mm。

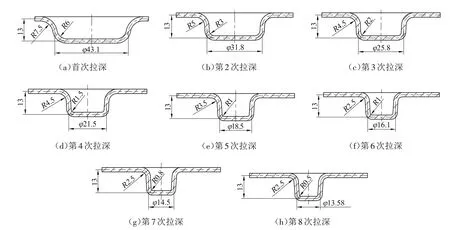
(4)制件拉深工序圖繪制。根據拉深系數、拉深直徑、各次拉深凸、凹模圓角半徑及拉深高度的計算,繪制圖6所示的拉深工序。
3 排樣設計
3.1 載體設計
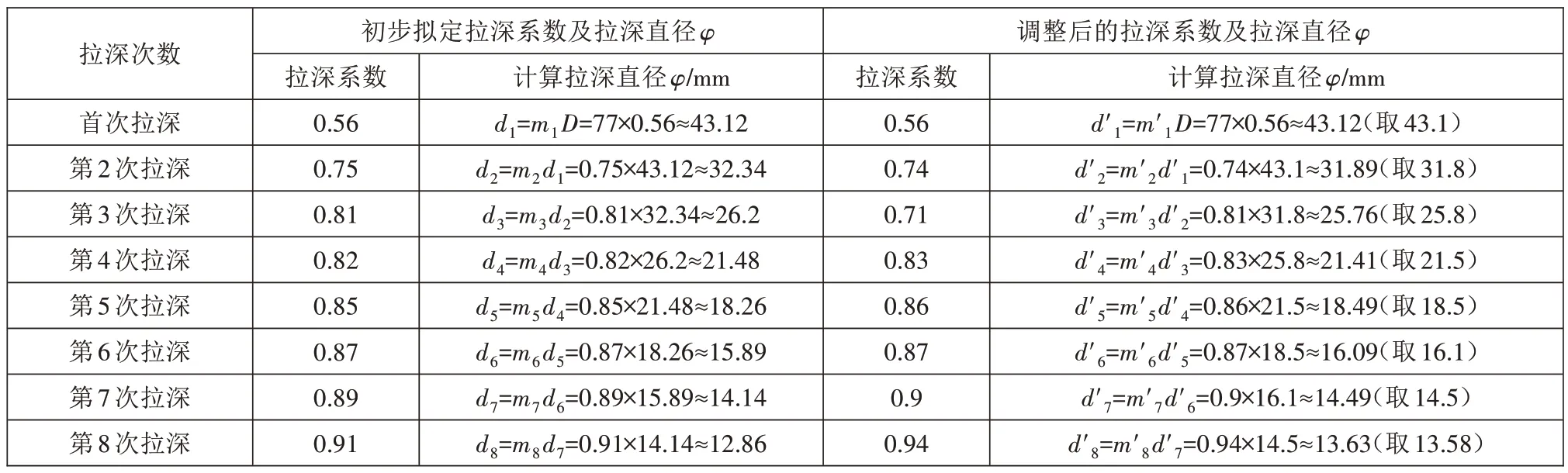
(1)計算拉深系數和拉深直徑。因制件采用工藝伸縮帶進行連接,在首次拉深時應留出凸緣,即拉深系數可按帶凸緣筒形拉深件計算。考慮制件原材料的拉深性能較差,因此拉深系數取略大些,拉深系數的選取及具體計算如表1 所示。從第8 次拉深的直徑可以看出,其直徑小于計算拉深毛坯工藝圖的中心線
13.58 mm,可以確定該制件為8次拉深,最后結合經驗調整拉深系數及拉深直徑。
ZHAN Qian, HUANG Ting, WANG Tie-gong, PENG Wen-jia, CHEN Lu-guang, SHAO Cheng-wei
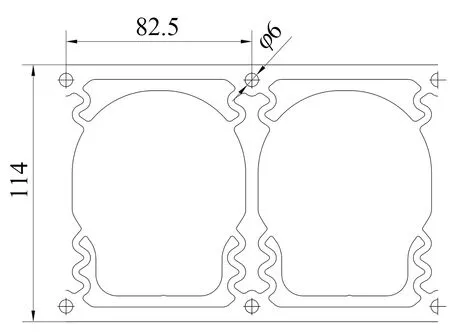
方案一:單排排列方式(即1 模1 件),排樣如圖7 所示。計算料寬為114 mm,步距為82.5 mm,材料利用率為49.8%。優點:模具調試簡單,制造成本低。缺點:生產效率低,制件單件成本高,翻邊成形存在側向力,制件質量穩定性差。
追溯發動機E的給定質量表詳細信息時,根據給定的質量表類型(如技術通知JSTZ、燃燒室裝配檢驗表RSSZJ等)和節點關聯關系,在數據世系中查找給定質量表的詳細信息{(q,(Exci,TExci)),}。例如對于技術通知JSTZ,查找到的信息為{(JSTZ1504-2,(工藝員張一,2015/4/1 08:05)),(JSTZ1504-5,(工藝員張一,2015/4/1 08:15)),},表示工藝員張一分別在2015/4/1 08:05和2015/4/1 08:15將1504-2號技術通知和1504-5號技術通知分別關聯給相應的發動機。
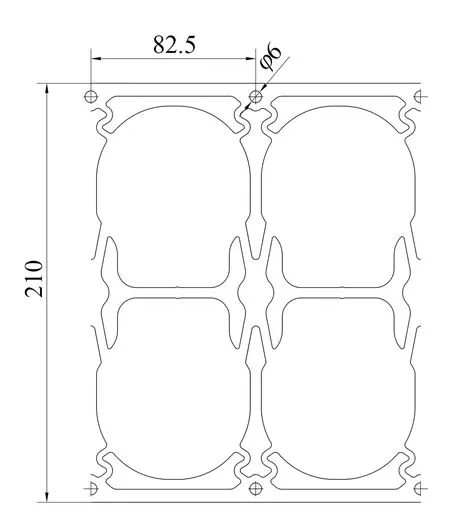
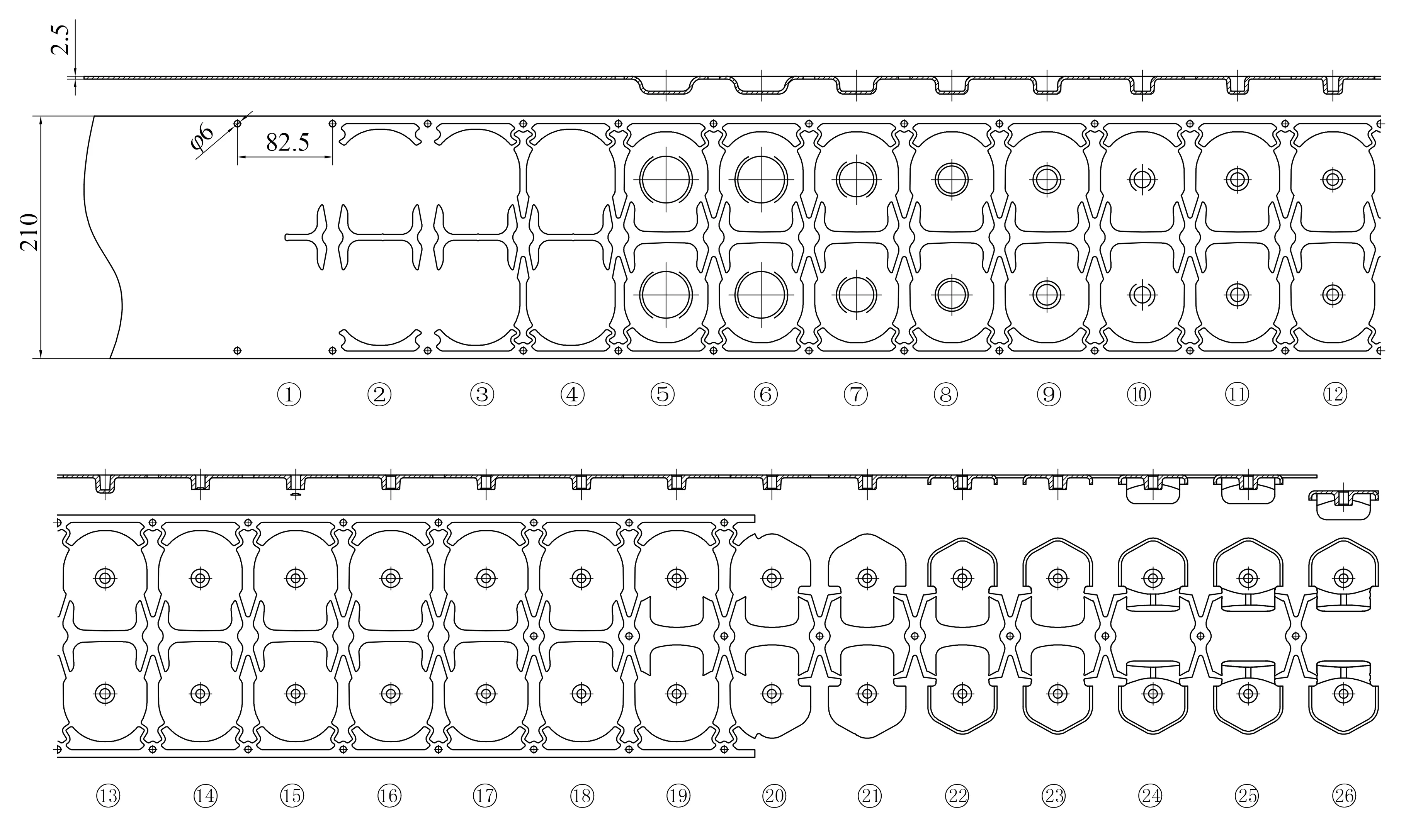
方案二:雙排排列方式(即1 模2 件),排樣如圖8 所示。計算料寬為210 mm,步距為82.5 mm,材料利用率為54.1%。優點:消除制件在翻邊過程中的側向力,生產效率高,制件單件成本低。缺點:模具調試復雜,制造成本高。
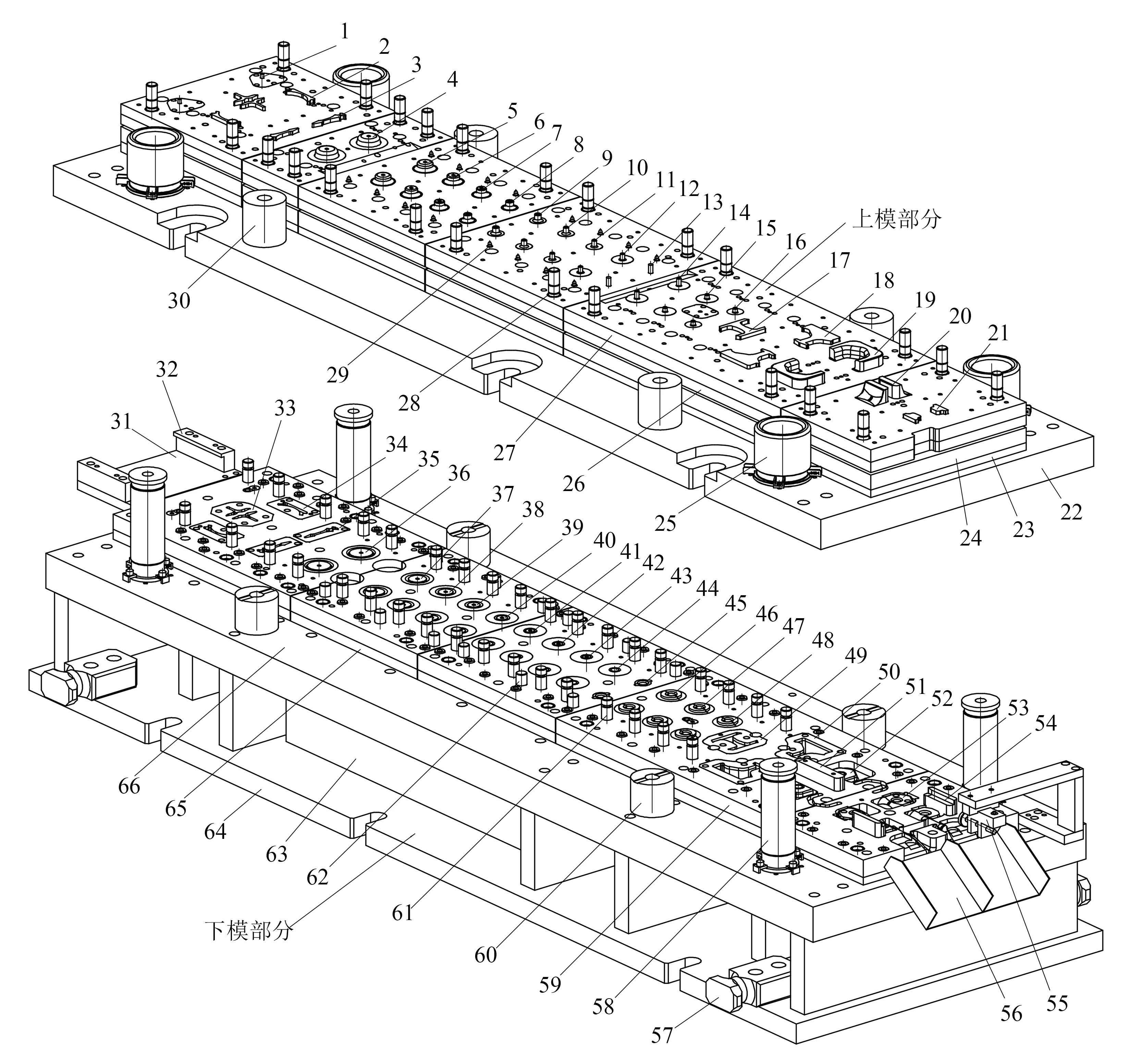
模具結構如圖10所示,主要分上、下模兩部分。上模部分分為6組,主要模板由上模座22、凸模墊板23、上夾板24、卸料墊板26 及卸料板27 組成;下模部分分為5組,主要模板由凹模固定板59、凹模墊板65、下模座66、墊塊63 及下托板64 組成。模具總體結構復雜,外形尺寸為2 300 mm×750 mm×470 mm。
部分漢日語IT新詞在表記方式上都出現了縮略化的特征,這也是上述構詞經濟、效率原則的體現,即“用最經濟的手段達到交際的目的”。
3.2 制件排樣設計
該制件沖壓工藝較復雜,排樣開始先沖切毛坯外形廢料,再進行拉深、鐓擠、翻邊及彎曲等工序,最后落料,排樣如圖9 所示,共26 個工位:①沖導正銷孔及中部外形廢料;②預切外形廢料;③預切外形廢料;④空工位;⑤首次拉深;⑥空工位;⑦第2次拉深;⑧第3 次拉深;⑨第4 次拉深;⑩第5 次拉深;?第6 次拉深;?第7 次拉深;?第8 次拉深;?第1次鐓擠;?沖底孔;?第2 次鐓擠;?第3 次鐓擠、沖中部導正銷孔;?第4 次鐓擠;?精切外形廢料;?精切外形廢料;?空工位;?翻邊;?空工位;?彎曲;?空工位;?制件與載體分離。
4 模具結構
4.1 模具總體設計
綜上分析及結合制件年產量的需求,最終決定該制件采用1模2件排樣較為合理。
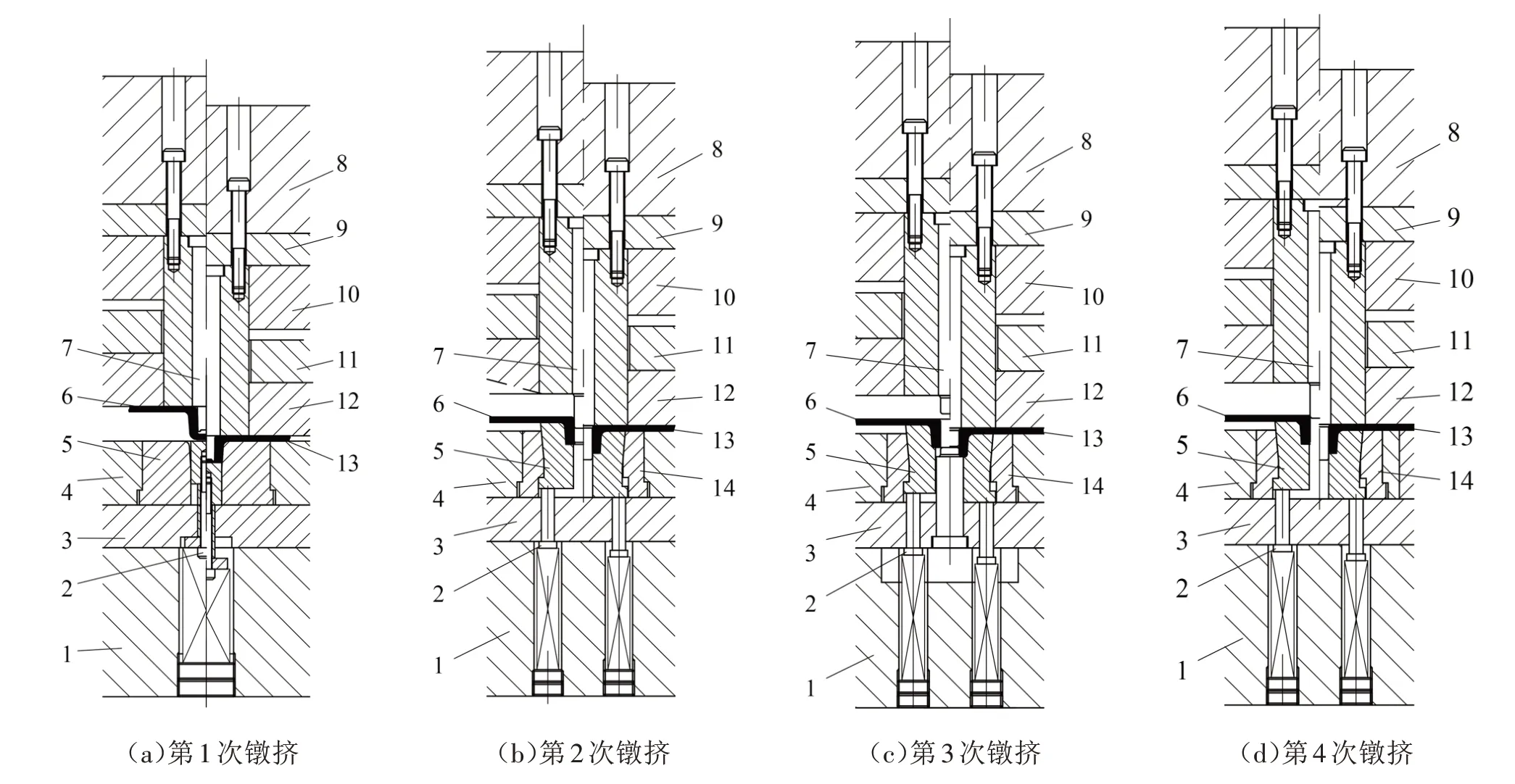
(1)鐓擠結構設計。從制件排樣設計可以看出,完成該制件的鐓擠工藝需分為4 次,如圖11 所示,具體工藝介紹如下。
(2)卸料裝置設計。模具第1組(沖切伸縮帶部分)、第2 組(首次拉深)及第5 組(部分鐓擠、沖切外形廢料、翻邊等)、第6組(彎曲、落料等)卸料板在沖壓開始起壓料作用,在沖壓結束上模回程起卸料作用;而其余拉深、鐓擠部分的卸料板在模具閉合時對帶料起整平作用,模具開啟時卸料板將卡在拉深凸模上的拉深件卸下。拉深過程中采用安裝在下模部分的反推桿62 先將卸料板往上推出一定的高度,使拉深過程中拉深、鐓擠凸模先露出卸料板后再對各工序進行拉深及鐓擠。
安徽省“十三五”規劃明確表示,全省到2020年,污染物的排放強度和排放總量要持續降低,有效控制住環境風險,進一步完善環境治理體系。各市經濟發展、污染排放和污染控制等諸多方面均存在差異,要因地制宜制定相應的措施。選取2016年安徽省16市的相關數據,用因子分析和聚類分析法了解各市環保方面的問題,提出相應建議。
(3)導正銷孔與導正銷設計。首先在第①工位載體兩邊沖切出2 個
6.0 mm 的導正銷孔,接著在第②~?工位的載體兩邊各設置導正銷進行精確定位。從制件排樣可以看出,在第?工位將兩邊載體切除后,第?~?工位無法采用第①工位沖切的導正銷孔進行定位,因此該模具在第?工位的中部載體沖出另一個
6.0 mm的導正銷孔,從第?~?工位在中間載體的導正銷孔上設置導正銷進行銜接定位,可以使整個帶料在沖裁、拉深、鐓擠、翻邊、彎曲等過程中能準確定位。該導正銷孔不能在第②工位沖切,否則在后續拉深、鐓擠及各工序成形過程中會導致導正銷孔變形不規則,起不到對帶料精確定位的作用。
4.2 主要模具結構設計
(1)內、外導柱、導套設計。為確保拉深、翻邊、鐓擠及彎曲時,上、下模能準確定位,在上模座設置4 個外導套、下模座相對應的位置設置4 個
63 mm的鋼球外導柱;在各組上夾板設置4個
20 mm 的小導柱,同時在相對應的各組卸料板與各組凹模固定板位置設置4個
20 mm 的小導套,對整副模具起雙重對準定位作用。
1)第1次鐓擠在第?工位上完成(見圖11(a))。該鐓擠是將坯件6在鐓擠凸模與凹模的受壓下體積成形,使其鐓擠到高為11 mm、底部內孔直徑為
8.1 mm、雙邊錐度為1.5°,底部厚度由2.5 mm 鐓擠到環形部分最薄處的厚度為0.7 mm,使多余的材料返回到底部外圓角及凸緣處。
干預組患者的治療有效率為94%(47例),明顯高于常規組的76%(38例),兩組患者治療有效率比較具有統計學意義(P<0.05,X2=6.3529)。
2)第2次鐓擠在第?工位上完成(見圖11(b))。該工序是將前一工序沖完底孔后留下的小臺階擠光順及上一鐓擠工序后的高度11 mm 鐓壓到高度10.5 mm,多余的材料往拉深件的外形擴張及凸緣處流動,使凸緣及拉深口部的局部位置增厚,增加螺母板強度。
因該工序內孔徑帶有擠光工藝(將坯件的內孔徑
8.1 mm 擠壓到該工序件的內孔徑
8.17 mm),不能在凹模內設置推出裝置。因此,將凹模5 分為兩瓣并在外形加工單邊5°的錐度,考慮此凹模外形不能直接安裝在凹模固定板上,因此在凹模固定板與凹模間設置1個兩瓣結構的凹模襯套14。安裝時先分為兩瓣的凹模合并,再分為兩瓣的凹模襯套箍在凹模上,最后將此組件安裝在凹模固定板的孔內即可。
工作時上模下行,坯件在該工序凸模的作用下壓入兩瓣凹模內,上模繼續下行,凹模隨著外形錐面軌跡下行的同時向中心合攏,這時凹模上平面與凹模固定板的上平面平齊。上模繼續下行,凸模將坯件的內孔進行擠光,模具即將閉合時,在鐓擠凸模組件7 的作用下將坯件高度11 mm 鐓擠到10.5 mm。模具回程,在彈頂器2 的作用下兩瓣凹模隨著外形錐面的軌跡上行向外擴張,此時被鐓擠的工序件順利出件。
會計電算化的理論與實踐知識較為復雜,即使學生已經掌握了相應的操作方法,實踐過程中仍可能忽略相應的操作流程[2]。就目前的情況看,我國各高校會計電算化課程教師,已認識到了上述問題。多數教師均會在課堂中提醒學生,應按流程操作。但由于教學資源匱乏,缺乏教學案例,學生往往很難意識到按流程操作的重要性。
3)第3次鐓擠在第?工位上完成(見圖11(c))。該工序主要是將坯件的高度10.5 mm 鐓擠到10.2 mm,并將上口部及底部擠壓出
角,其沖壓動作與第2次鐓擠類似。
隨著社會的快速發展,文化形式呈現多元化的發展趨勢。為了適應社會經濟的發展形勢,需要建立統一的文化產業,更好地滿足市場文化的發展需求。而群眾文化在文化產業的發展中起到了一定的支撐作用,文化產業是文化建設中的重要內容,有效地反映了社會經濟的發展情況。與此同時,文化產業體現了人民群眾的文化藝術消費水平,而群眾文化活動的開展,在建設文化產業的過程中發揮著重要作用,在很大程度上實現了文化產業的穩定發展。
4)第4次鐓擠在第?工位上完成(見圖11(d))。該工序主要是將坯件的高度10.2 mm 鐓擠到10 mm,并將內孔徑
8.17 mm 擠光到
8.2 mm,其沖壓動作也與第2次鐓擠類似。
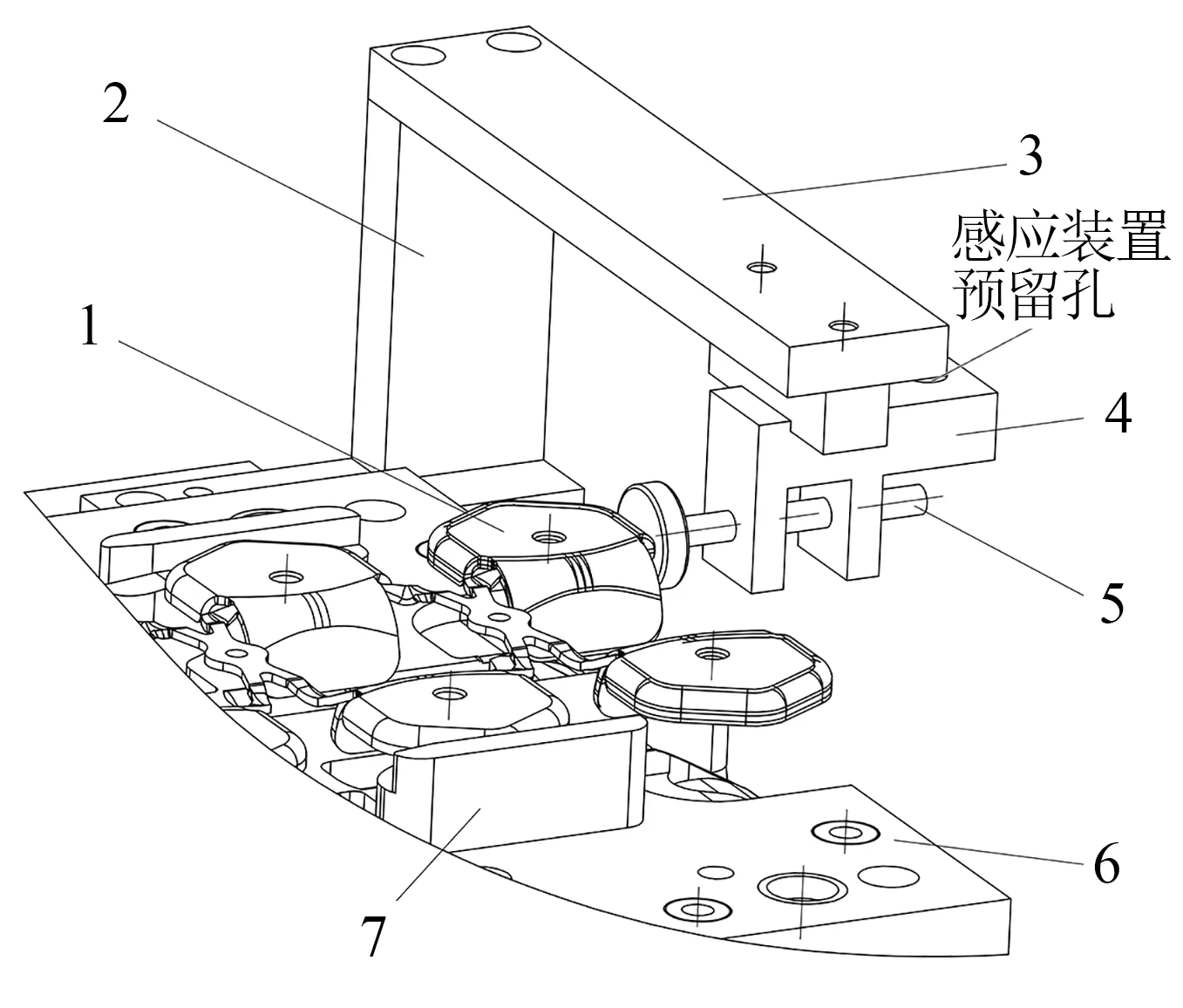
(2)模具監測裝置設計。在級進拉深模中設計帶料監測裝置,如圖12 所示。該監測裝置的原理:當帶料1末端將T形圓柱監測銷5從左向右移動,使T形圓柱監測銷5另一端圓柱部分接觸感應開關,當感應開關接收到信號時,壓力機繼續循環工作,沖壓結束,T 形圓柱監測銷在彈簧的作用下復位。若感應開關未接收到信號,可判定帶料送錯位置或未送料到位,這時壓力機停止工作,使凸模及卸料板不接觸帶料,起保護作用。
5 模具驗證
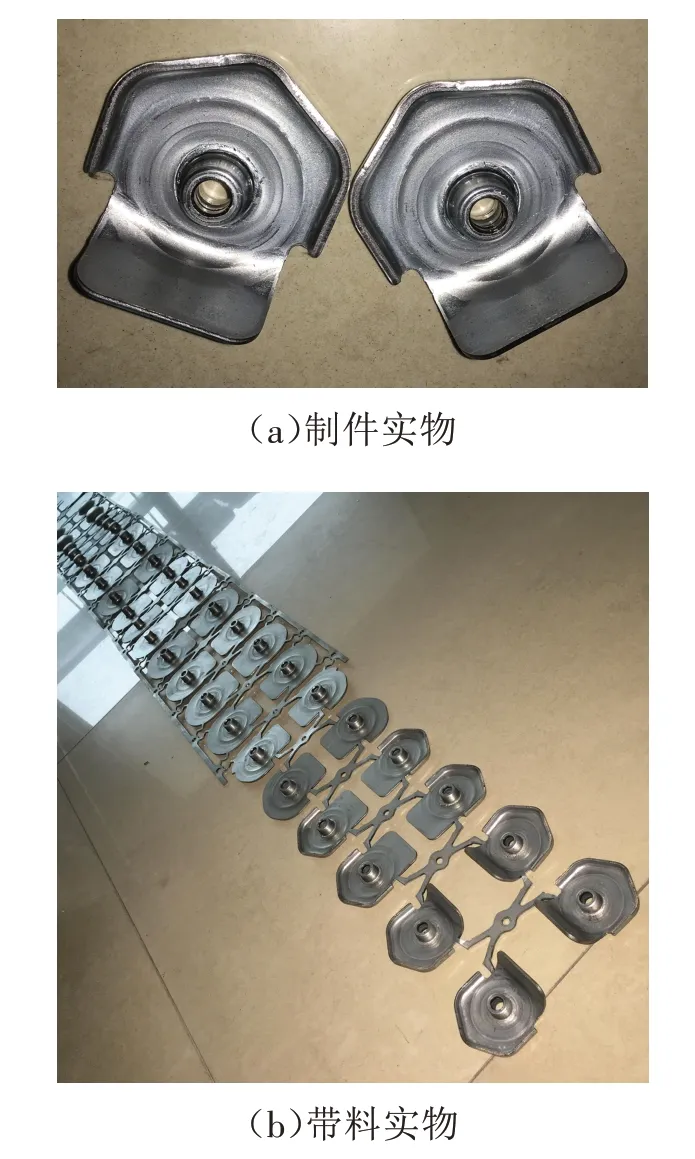
模具在3 000 kN 雙點壓力機上進行沖壓,制件實物如圖13(a)所示,帶料如圖13(b)所示。實際生產證明,沖壓速度在40 沖次/min,拉深凸模材料選用SKH51,拉深凹模材料選用V4E,兩者平均使用壽命可達到100萬沖次左右。
6 結束語
通過對緊固連接件螺母板的沖壓工藝進行分析與計算,提出將沖壓與焊接相結合的傳統工藝改進為拉深、鐓擠、翻邊及彎曲等連續沖壓工藝,改進后提高了制件的強度和生產效率,降低了制件的不良率及沖壓成本。對該制件沖壓工藝進行計算后,得出采用8 次拉深和4 次鐓擠工藝能較好地解決制件筒壁增厚的難題。經生產驗證,該工藝與模具結構設計合理、可靠,生產的制件成形質量符合設計要求、生產效率高,能滿足制件大批量生產的需求。
[1]陳炎嗣.多工位級進模設計手冊[M].北京:化學工業出版社,2012:226-241.
[2]金龍建.多工位級進模設計實用手冊[M].北京:機械工業出版社,2015:88-99.
[3]洪慎章.實用沖壓工藝及模具設計[M].北京:機械工業出版社,2015:131-135.
[4]金龍建.沖壓模具設計實用手冊(多工位級進模卷)[M].北京:化學工業出版社,2018:418-422.
[5]金龍建,楊 梅.沖壓模具從入門到精通[M].北京:化學工業出版社,2022:342-346.
[6]張 驁.保護罩沖壓工藝與拉深模設計[J].模具工業,2016,42(10):29-31.
[7]趙 勇,金龍建.ELG 外殼連續拉深模設計[J].鍛壓技術,2016,41(3):99-104.
[8]陶 永,聶海賓.一種落料拉深模設計[J].模具工業,2016,42(1):25-27.
[9]金龍建.旋蓋式油杯底座連續拉深模設計[J].模具工業,2018,44(10):21-28.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
