新能源汽車鐵芯沖裁粘壓一體化成形工藝
2022-09-24 11:49:14黃秀東劉雪東周茂偉鄒春華
模具工業 2022年9期
0 引言
隨著經濟的高速發展,消費者對汽車性能的需求也越來越高,汽車的普及一定程度上會導致不可再生資源的緊缺
。交通燃料的消耗及汽車尾氣的排放是造成環境污染和全球溫室化的主要原因,進而對汽車產業造成沖擊
。節能和環保是當今世界汽車發展的兩大主題
,新能源汽車可以有效避免使用不可再生能源造成的環境污染,是未來汽車的發展趨勢,因此新型能源驅動電機系統的需求也隨之增大
。
①內源性融資不足。我國中小企業普遍缺乏良好的自我積累機制,缺乏長期經營理念,沒有建立完善的融資管理機制,不注重自身積累造血功能,內部積累的資金遠遠不能滿足企業生產經營和發展的需要。
目前,硅鋼片的疊裝方式多數通過焊接、螺栓連接或疊鉚
組裝成鐵芯,無論是焊接、螺栓連接還是疊鉚,鐵芯的完整性都遭到了不同程度的破壞,增大了能量損耗。相比之下,粘膠鐵芯具有明顯優勢:①電機的各方面性能會得到大幅提高;②同等效率的情況下,可以降低鐵芯高度,縮小電機的外形尺寸;③由于回轉角度的限制,比常規扣點小;④有些鐵芯無法采用傳統連接方式,膠粘技術可以避免此類問題;⑤鐵芯的幾何量公差(平行度、垂直度、圓柱度等)更小。
市場上出現的粘膠鐵芯較少,因此其在新能源汽車驅動電機上的應用也較少,原因是該類型鐵芯通過工裝及手工制作,生產效率低,鐵芯的一致性較差,無法大批量生產。目前普遍的制造工藝是采用單沖模沖裁單片的轉子、定子沖片,通過對每片轉子、定子沖片進行點膠,并通過高溫加熱的方式使其固化,得到轉子粘膠鐵芯和定子粘膠鐵芯。
新能源驅動電機鐵芯的體積普遍較大,因此在沖裁加工過程中,需要采用大壓力、寬臺面的高速、高精密沖壓設備。而通常此類設備售價較高,導致單件粘膠鐵芯的生產成本高。要使粘膠鐵芯大批量生產且一致性好,須采用級進模成形工藝,而滿足高效、快速生產等要求則須保證模內噴膠結構穩定、可靠,且膠水能快速固化。合理的設計粘膠鐵芯制造工藝,可以提高鐵芯的加工質量、提升生產效率、降低制造成本。
1 電機鐵芯的成形工藝
電機鐵芯的沖片材料為硅鋼片,一般沖裁片的厚度薄。對于沖片的技術要求如下:孔和槽的沖壓毛刺方向向下,毛刺的大小需要在合理的范圍內,沖片的平面度需滿足鐵芯安裝與使用要求。沖片的結構特點對設計的沖模提出了更高的要求。
定子外徑一般在
180~
270 mm,轉子外徑在
100~
220 mm,材料厚度為0.3 mm。為實現電機轉子鐵芯和定子鐵芯模內快速沖裁、固化粘接,設計了圖1所示的電機鐵芯排樣。模具采用沖裁疊壓一體式設計,沖裁與疊壓同時進行,疊壓工序采用機械自動化的回轉疊壓機構,提高了鐵芯的生產效率、節約了制造成本。模具工作原理:將硅鋼條料輸送至沖模中間進行沖裁加工,在條料表面噴涂粘接劑及粘接催化劑,通過催化劑與粘接劑的接觸,使粘接劑快速固化,形成轉子鐵芯和定子鐵芯。轉子鐵芯和定子鐵芯在達到預設的片數后停止噴膠,通過運輸裝置逐一從沖模中運輸出來。
科學設計指標。確立政治生態評價體系的“三二一”框架基礎,即“政治立場、政治作風、政治紀律”三個核心要素,黨員干部和部門單位兩類評價對象,群眾滿意度這一檢驗標準。在此基礎上堅持問題導向,共設置8項一級指標、27項二級指標和45項三級指標,對全市副科級以上單位及科級干部、中層干部、村居主職干部進行評價,并將個人評價結果與單位評價結果實時關聯,確保“畫像”的科學性、客觀性。
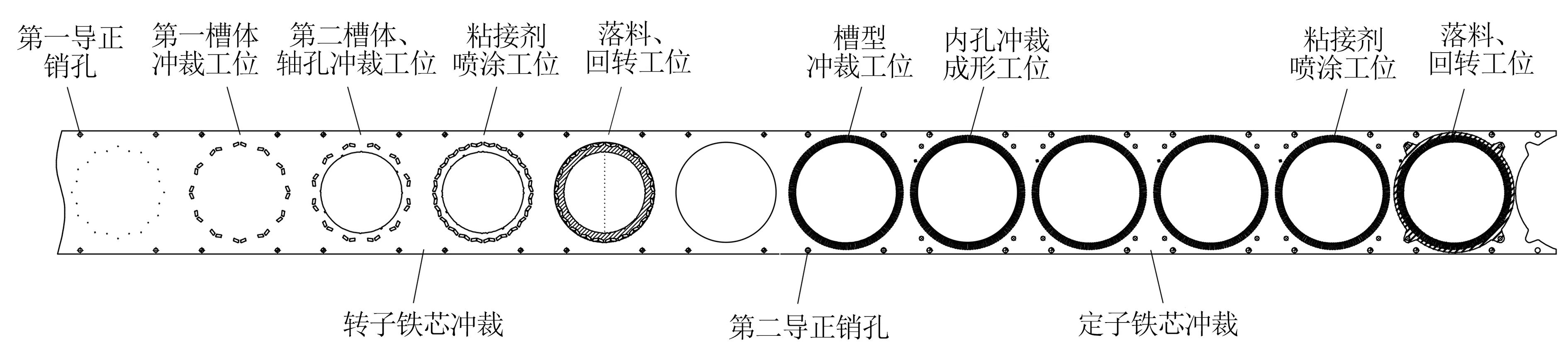
從圖1可以看出,每次向前步進送料后,在條料上沖裁第一導正銷孔,并以第一導正銷孔為參照沖裁第二導正銷孔,條料沿長度方向沖出兩排導正銷孔。在模具沖裁加工過程中,導正銷孔與沖模的導正銷配合,對步進運動輸送的條料起導正作用,使條料在運行到連續沖裁模的每個工位時,都可以對鐵芯各特征進行加工,確保每一個位置加工特征的準確性,提高鐵芯成形質量,保證成品率,提升經濟效益。
2 模內步進式連續沖裁過程
此外,快速固化促進劑和噴膠機構應具備送膠及時、膠量準確、送膠量與送膠速度可調以及能完成送膠的通斷等功能。除此之外,還應考慮制造的經濟性和工藝性等多方面因素。該機構工作時,外部電機帶動活塞桿進行往復運動,當該機構吸膠時,外部電機帶動活塞桿向上運動,使腔室內液體壓強降低,單向閥受壓力影響而打開,此時小活塞被頂起并將出膠口堵住,使膠液無法由出膠口回流,膠液由進膠口吸入腔室內部,順利完成吸膠的動作。當噴膠時,外部電機帶動活塞桿下壓,此時腔室內壓強增大,但進膠口受制于單向閥而無法打開,此時小活塞受到的壓力增大,當壓力超過彈簧的彈頂力時,小活塞打開,膠液由出膠口擠出,完成噴膠動作。
以沖裁的轉子槽體外邊緣作為沖裁轉子鐵芯薄片的外形特征,通過對轉子外輪廓的沖裁落料使轉子鐵芯落料到引導通道內,與前面沖裁的轉子鐵芯固定形成鐵芯成品,在條料上形成一個圓形孔位。該圓形孔位作為步進式沖裁工序中沖裁定子鐵芯薄片的預成形孔,可以省去在條料上重新沖裁定子鐵芯薄片的預成形孔工步,提高加工效率和材料利用率。條料在沖裁定子鐵芯的步驟中,以外形缺口成形孔和安裝孔外輪廓沖裁落料定子鐵芯薄片,并落料至引導通道內。

在條料完成轉子鐵芯的第一槽體組沖裁后,進行中心軸孔和多個第二槽體組的沖裁。條料在步進式連續沖裁模的帶動下進入第二槽體、軸孔沖裁工位,第二槽體組的沖裁位置分布在第一槽體孔工位預留的空白區域,其形狀結構與第一槽體組一致,第二槽體組的分布同樣呈圓周陣列形式,由2個第二槽體組成,所有沖裁形成的第一槽體組和第二槽體組都均勻環繞在中心軸孔周圍。通過以上描述可知,整個槽體的沖裁過程包括多個第一槽體組與第二槽體組。而多個第一槽體與第二槽體在條料上相互穿插成圓周陣列且均勻分布的結構使電機鐵芯的結構強度更高、電磁性能更穩定。
2013年至2017年,云南鐵路完成建設投資1253億元,是上一個5年的2.2倍。滬昆高鐵、云桂鐵路等近800公里高鐵同時開通運營,全面融入國家“四縱四橫”高速鐵路網。

3 模內快速粘接固化過程
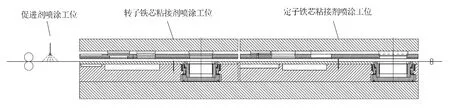
鐵芯沖片與沖片之間采用噴涂膠水的粘接方式。相對于傳統的焊接與鉚接連接方式,通過膠接方式連接電機鐵芯可以提高電機成品的效率,產生的噪聲、振動與聲振粗糙度較小,電機鐵芯的整體結合強度高,耐用性更好、鐵損降低、磁通密度增加。模具外部設有促進劑噴涂工位,在條料通過運輸的輥子進入沖裁模之前,從促進劑噴涂口向條料上噴涂快速固化促進劑,如圖4 所示。從圖4 可以看出,噴膠是位于條料的下方,因此凸模無需讓位。模具內分別設有定、轉子鐵芯噴涂工位,當條料到達粘接劑噴涂工位時,在導正銷的導正作用下,粘接劑噴涂口在沖裁薄片的特定位置噴涂粘接劑。在條料上采用噴涂快速固化促進劑是為了利用其對粘接劑的催化作用,獲得快速固化粘接結構的效果,提高鐵芯的成品效率。轉子鐵芯沖裁薄片成形后需要在其中心軸孔內壁和具有槽體結構的表面噴涂粘接劑,而定子鐵芯沖裁薄片成形后需要在其各槽形的周圍噴涂粘接劑。
快速固化促進劑的噴涂點呈均勻分布的圓形,其噴涂工位可以設置在定、轉子鐵芯噴涂粘接劑工位前的任意位置,根據模具的設計要求合理選取,保證能實現粘接劑的快速固化即可。沖裁模內粘接劑的噴涂工位一般設置在沖裁落料的前一個工位,通過多次試驗得出該位置是沖裁薄片疊裝固定的最佳噴涂工位,可有效避免在沖裁過程中粘接劑提前固化失效而產生不必要的浪費,過早噴涂粘接劑對環境溫度的要求會越高,增加制造成本。噴涂口采用帶有多個噴膠通道的整體結構,在施加壓力的作用下對薄片上各粘接點噴涂粘接劑,可有效提高生產效率和縮短生產周期。
三是注重對當事人權利的保護。法院在調解不成后的審判程序中要對企圖利用調解制度達到拖延或者從中得利的行為給予否定評價,可判決增加其訴訟費承擔比例或者承擔原告的律師費等。
轉子鐵芯和定子鐵芯粘接噴膠方式可分為內圈噴涂和外圈噴涂2 種,每種粘接劑噴涂方式都包含多個噴膠點,具體的噴膠點數量根據鐵芯的槽形數量確定,合理布置膠點位置,保證鐵芯上噴膠面積充足的同時,避免疊壓時溢膠。而在快速固化劑噴涂工位設置有內噴涂環和外噴涂環2 種方式,同樣每種固化劑噴涂方式也包含多個噴涂點。對于每次粘接劑噴涂工位的噴膠量都需要通過沖裁薄片的尺寸確定,為獲得粘接可靠的鐵芯結構,一般膠滴的直徑小于
1 mm。選擇內噴涂和外噴涂方式都可行,具體需要根據實際需求進行選擇。
新能源汽車驅動電機定子鐵芯的結構如圖3所示。在轉子鐵芯落料后的條料上進行定子鐵芯槽形的沖裁工序,槽形的內側端遠離圓形孔內壁。在內孔上直接沖裁槽形,槽的沖裁數量根據定子鐵芯的使用性能及需求進行選擇。在條料槽形結構的內側區域沖裁定子鐵芯的內孔,在槽形結構的外側區域沖裁外形缺口成形孔和4個安裝孔。安裝孔均勻分布在定子鐵芯外側,各沖裁結構的位置精度較高,保證各沖裁薄片能夠精確疊裝,同時定子鐵芯內孔成形后在槽形上形成缺口。
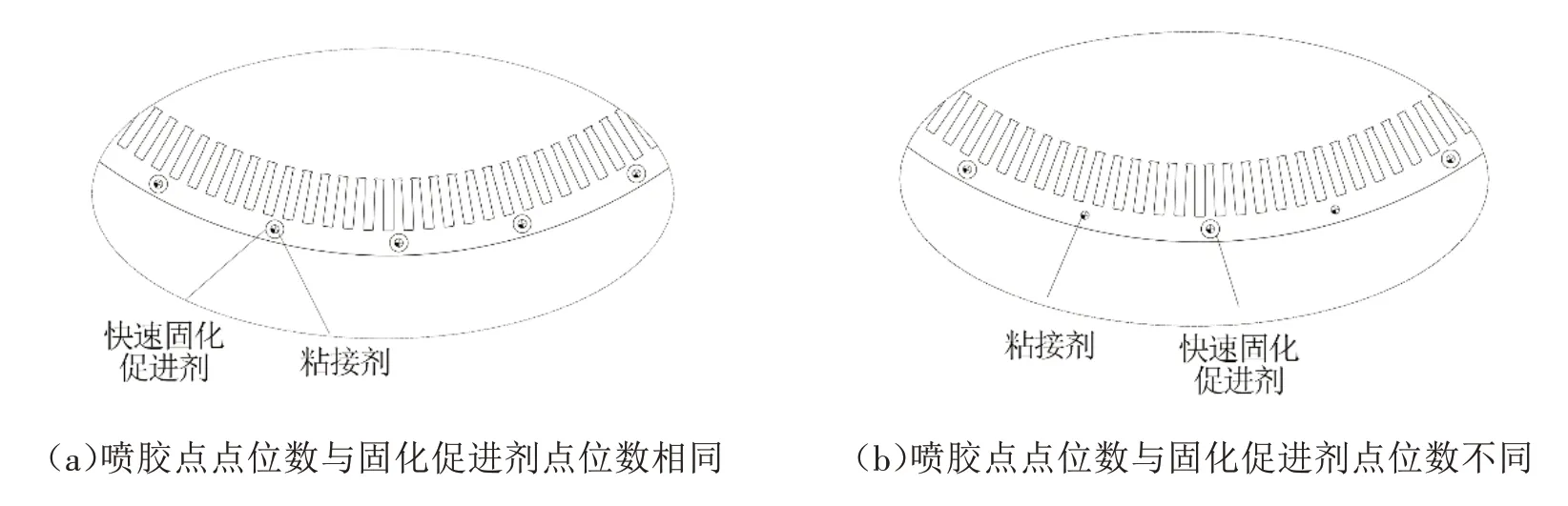
快速固化促進劑噴涂點與粘接劑噴膠點的數量可以選擇相等,且點位之間是相互對應的關系,使噴涂的全部快速固化促進劑點位與所噴涂的全部粘接劑點位在疊壓時完全接觸并充分混合,實現粘接劑的快速固化,如圖6 所示。噴膠點的數量設置也可以比快速固化促進劑的噴涂點的數量多,目的是多余的粘接劑點位不與快速固化促進劑結合,而是直接與鐵芯沖裁薄片接觸,使不與快速固化促進劑結合的粘接劑在沖壓薄片落料、疊壓和出料后,在自然條件下進行固化,在室溫條件下實現固化劑快速固化與自然固化相結合,有效增加各鐵芯片層之間的固化連接強度,提高鐵芯的整體結構強度,為電機鐵芯在使用時提供可靠的保障。
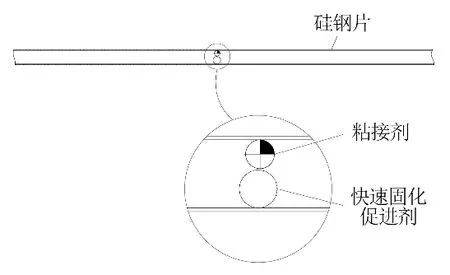
粘接劑和快速固化促進劑噴涂的位置可以是不同的工位也可以在同一工位上,具體通過實際需要進行選擇。噴涂時,需要保證條料上、下2個相鄰沖片的接觸面分別涂有粘接劑和快速固化促進劑且位置對應,如圖5 所示。根據生產環境溫度的高低,需調整快速固化促進劑的噴出量、濃度及快速固化促進劑和沖壓油的混合比;而快速固化促進劑的使用也與沖壓速度有關,當沖壓速度越快時,快速固化促進劑的濃度也會越高。
上料過程是將條料放置在步進式連續沖裁模內,通過轉動的輥子帶動條料連續向前運動,形成步進式連續沖裁工位。條料在連續沖裁模的輸送下,將前一工位完成的沖裁件輸送到后一工位中繼續沖裁相關的結構,最后將整個成品薄片在條料上沖裁落料形成鐵芯成品。
4 鐵芯回轉疊壓過程
新能源汽車驅動電機轉子鐵芯的結構如圖2所示。條料在步進式連續沖裁模的帶動下進入第一槽體沖裁工位,每次條料步進后在工位上沖裁所需要的第一槽體組結構,包括2 個相互對稱的第一槽體,其中第一槽體組的分布如圖1 所示呈圓周陣列形式。同時在條料上預留沖裁第二槽體組的位置。
1.2.4 指導患者掌握情緒調節的方法。對神經衰弱患者而言,容易遭受事物、環境等影響,以至于情緒不穩定。對此,護理人員應該注重患者情緒變化觀察,當患者忠實傾聽者,在傾聽過程中適當通過點頭、鼓勵性眼神等方式向患者傳遞出正在耐心傾聽,從而讓患者感受到自己笨重視,從而將不良情緒宣泄出來。另外,護理人員還應該指導患者掌握情緒調節的方式,通過聽音樂、看電視等轉移消極情緒,若存在不良情緒時可以通過深呼吸的形式來控制情緒。
薄片之間的快速固化促進劑與粘接劑充分混合并固化實現鐵芯片層之間的緊密結合,在沖裁落料的過程中,向下的沖壓力與鐵芯落料引導通道底部的支撐液壓缸向上的托舉作用,使通道內的各鐵芯薄片相互粘合更加牢靠,形成成品鐵芯。由于每一片沖裁薄片落料時都會增加鐵芯的厚度,為了使條料在沖裁過程中順利輸送至下一工位,支撐液壓缸存在背壓力,在每次沖裁落料時,每增加一片,液壓缸相應下降一片鐵芯厚度的距離,確保每次粘接的壓合力不變。疊壓系數是表征鐵芯硅鋼片疊片工藝水平的一個重要指標,而膠層厚度會影響疊壓系數的大小,鐵芯支撐液壓缸在薄片落料時提供背壓,確保膠水攤開的厚度滿足成品要求,膠層厚度不超過0.003 mm,使成形后鐵芯電磁性能可靠。
與教學科研雙肩挑的教師人員相比,從事機能實驗教學的實驗人員工作地位較低。這是由于在處理教學與科研的關系上,各高校普遍存在一定的失衡現象[2],高校各項政策都向科研傾斜,進一步降低了較少有機會參與科研工作的技術人員的地位。從加強高校教學建設的角度,增加對教學的投入,重視實驗教學,關注實驗人員的工作狀態,理解他們的訴求,給他們提供可以繼續發展的機會,這將直接影響實驗技術人員的工作積極性,從根本上提高其工作地位[3],使其愿意在教學工作上投入精力。
回轉疊壓是對步進式模具沖裁的薄片零件進行疊壓和旋轉,回轉是對沖片旋轉一個角度再進行疊壓,旋轉角度可以通過實際需要設定,主要目的是解決硅鋼片存在的同板差(不論是熱軋硅鋼片還是冷軋硅鋼片都存在中間厚兩邊緣薄的現象,會造成鐵芯長度的偏差)。定子鐵芯和轉子鐵芯的內、外輪廓一般都有方形槽或弧形槽,且這些特征不是中心對稱分布。為了順利并高質量完成定子沖片和轉子沖片的回轉疊壓,定子鐵芯和轉子鐵芯的回轉都需要各自的回轉機構,所以步進式沖裁模中共有2 組回轉機構,用于完成定子鐵芯和轉子鐵芯的落料與回轉疊壓。
回轉過程通過鐵芯落料引導通道的回轉體實現旋轉。工作時,電機通過同步帶帶動從動輪轉動,進而帶動回轉體轉動,回轉體內的凹模鑲件跟隨回轉套進行轉動,完成回轉動作。當轉動到指定角度時,外部傳感器發出信號,電機停止轉動,回轉動作停止,下一個回轉動作開始時,傳感器繼續發出信號,電機再度工作,回轉開始,如此實現整個鐵芯結構的回轉疊壓。
轉子鐵芯和定子鐵芯在完成沖裁落料后,當落料引導通道內的薄板數量達到預期需要的片層數量時,模具停止噴膠動作,在落料引導通道內得到回轉疊壓的定、轉子鐵芯整體,最后將鐵芯成品從模具內輸送出來。
5 結束語
針對新能源汽車驅動電機粘膠鐵芯加工制造過程中遇到的問題,設計了能一次性完成電機鐵芯沖片沖裁、旋轉疊壓和噴膠的步進式連續沖裁模。該鐵芯制造工藝采用疊壓噴膠一體式機構生產轉子鐵芯和定子鐵芯,即條料經步進式沖裁模沖出后,利用旋轉機構進行疊壓,利用噴膠機構在鐵芯用薄板之間進行噴膠,避免了采用其他連接方式出現的鐵芯缺陷。采用合理的噴膠點布局得到更合理可靠的連接強度,生產的鐵芯更堅固且高效,采取合理的鐵芯落料結構及推出方式也體現了智能制造的優勢。
[1]歐陽明高.我國節能與新能源汽車發展戰略與對策[J].汽車工程,2006,28(4):317-321.
[2]石瑞東.新能源汽車產業發展現狀、問題及對策探索[J].時代汽車,2020(13):81-82.
[3]謝婉茹,張鵬煒.中國新能源汽車產業現狀及發展對策淺析[J].時代汽車,2020(2):51-52.
[4]YUAN X,LIU X,ZUO J.The development of new energy ve?hicles for a sustainable future:A review[J].Renewable &Sustainable Energy Reviews,2015,42:298-305.
[5]李攀平.基于新能源汽車推廣應用相關政策及趨勢分析[J].內燃機與配件,2020(11):197-198.
[6]王震坡,袁昌貴,李曉宇.新能源汽車動力電池安全管理技術挑戰與發展趨勢分析[J].汽車工程,2020,42(12):15.
[7]張國俊.支持并促進電動汽車產業健康發展[J].國際融資,2020(6):27-28.
[8]袁 崇.電機定轉子鐵芯自動疊裝模設計[J].模具工業,2007,33(3):20-23.
[9]文學紅,吳遠平.電機定子和轉子片自動疊裝級進模設計[J].模具工業,2015,41(2):8-10.
