超厚不銹鋼零件的沖模設計
2022-09-24 11:49:14束軍平莫仁春
模具工業 2022年9期
關鍵詞:不銹鋼
0 引言
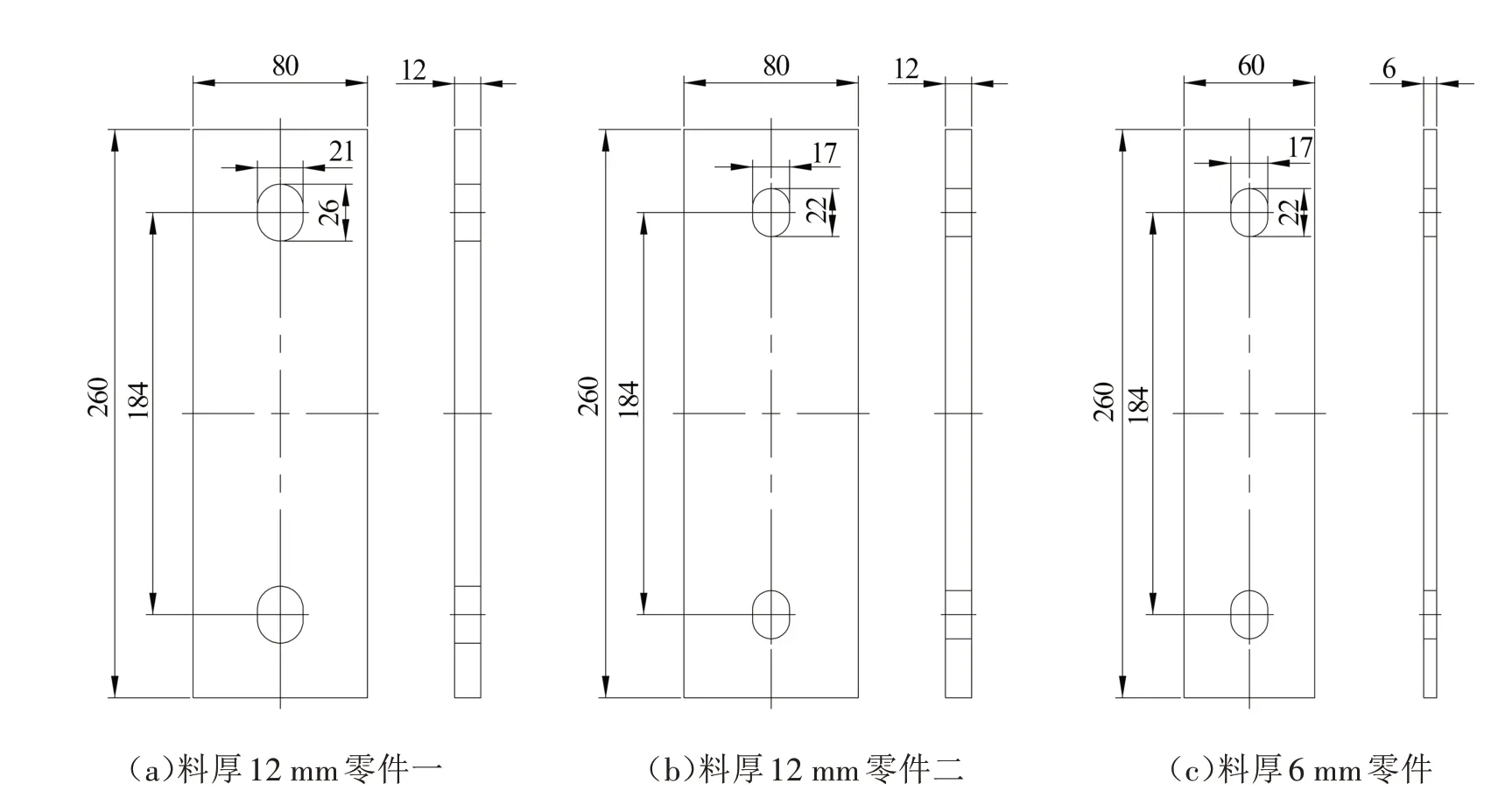
圖1 所示為304 不銹鋼成形的零件,單件月產量約300 件以上,材料板厚分別為12.0 mm 與6.0 mm。該零件外形尺寸可通過機械加工與沖壓成形得到,與客戶交流后,零件長度通過剪板切斷實現,兩長圓孔因材質及板厚原因,采用激光切割加工后,出現割縫發黑或發青,且局部存在細小殘留,影響零件后工序處理并存在安全隱患,建議斷面保留原色澤。
1 零件沖壓工藝分析
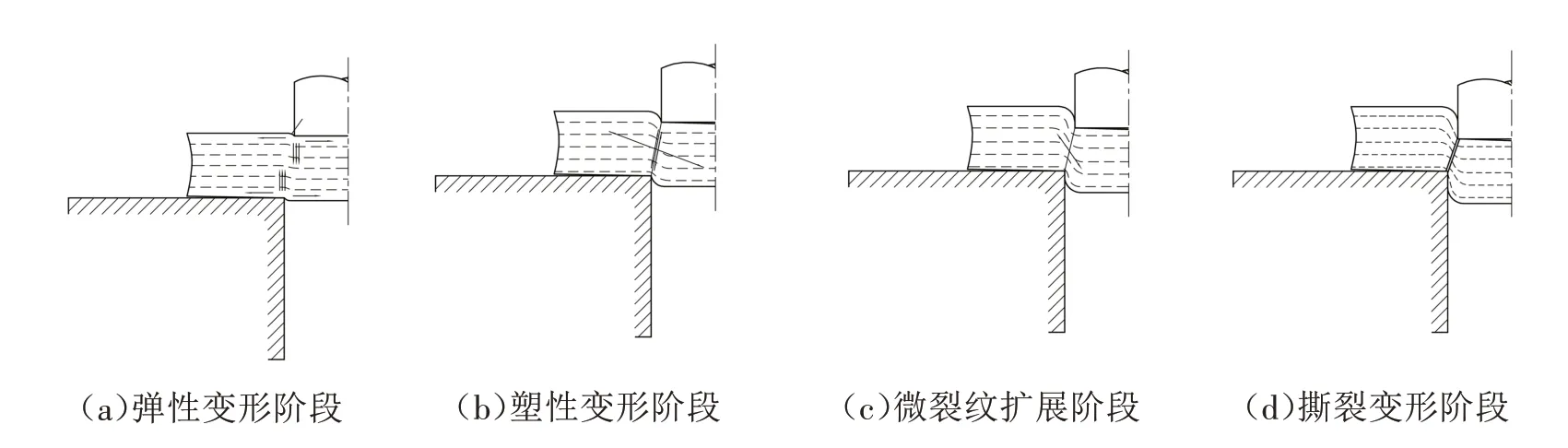
在常規沖裁過程中,隨著材料在凸模的作用下逐漸分離,材料在剪口截面處呈現4個變形階段:彈性變形階段、塑性變形階段、微裂紋擴展階段、撕裂變形階段,如圖2所示。
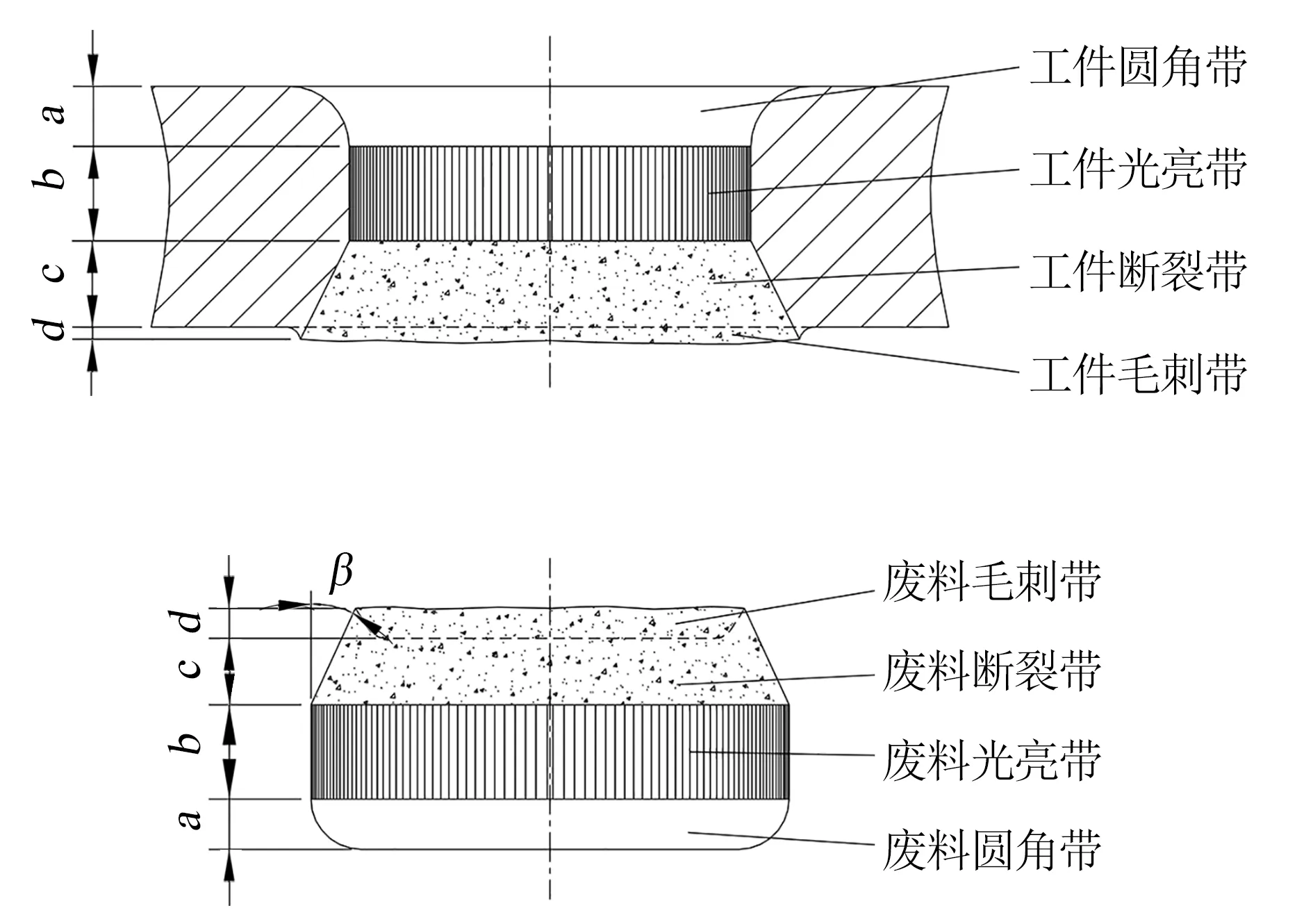
材料沖裁斷面產生4 個特征區:圓角帶、光亮帶、斷裂帶、毛刺帶,如圖3所示。材料加工后,有用部分稱工件,無用部分稱廢料,工件與廢料斷面狀態對應且相反。
零件原生產工藝采用機加工形式,工作過程:準備待加工材料、裝夾材料、銑削加工、松卸夾具、工件移位、再夾緊材料、銑削加工、松卸夾具、卸取工件、去毛刺。原生產工藝在采用合適銑刀工況下,加工
=6.0 mm 不銹鋼板上1 個孔需要12~15 min,即加工圖1(c)一個零件需耗時0.4~0.5 h;加工
=12.0 mm 不銹鋼板上1個孔需要25~30 min,即加工圖1(a)或圖1(b)所示1 個零件需耗時0.8~1.0 h;再疊加實際加工工況,如銑刀材質、刀損、磨刀量、備用刀數量等,則需延長工時。原機械加工工藝方案擬升級為激光切割加工方案,經試切及送樣后反饋斷面有色澤差異、氧化殘留而不接受,因此激光切割加工方案不予考慮。在綜合分析原機械加工工藝、月產量、批量加工所需投入成本等要素后,依據材料特性、不同厚度規格,采用快拆共模方式進行沖壓成形,在已有需求量的支撐下,既能充分發揮投入可控、體現沖壓加工的經濟性及合理性,又能更好滿足客戶在品質上的要求,是生產的可替代工藝。
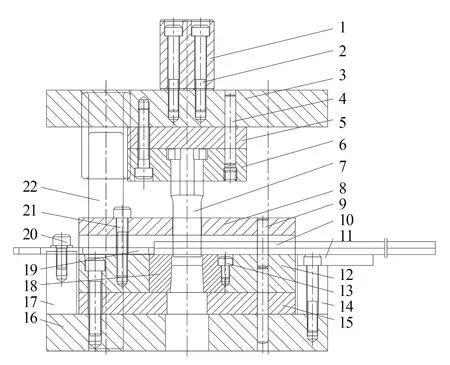
2 超厚不銹鋼快拆型模具結構分析
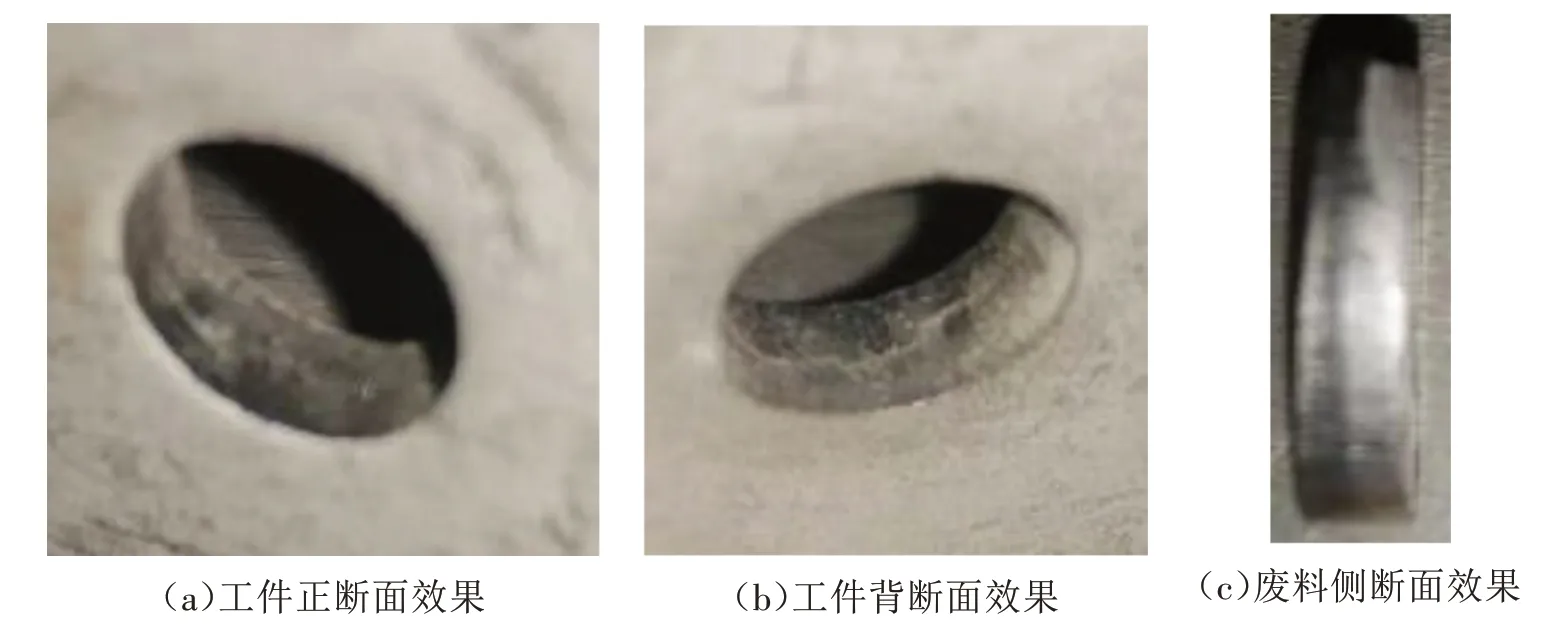
圖4 所示為快拆型模具結構,考慮板厚的變化及卸料的通用可靠性,模具在沖壓平板不銹鋼時采用剛性卸料。在試沖不同型號不銹鋼角鋼樣件時,因工件外形及空間受限等因素,改用彈性卸料結構(即聚氨脂包絡凸模),則工況呈現差異性。當快拆鑲件18采用正常雙邊間隙時(按常用不銹鋼沖裁間隙推薦表即Ⅰ類按(5%~8%)
、Ⅱ類按(8%~11%)
、Ⅲ類按(11%~15%)
取值,此處取Ⅲ類中較大值即14%
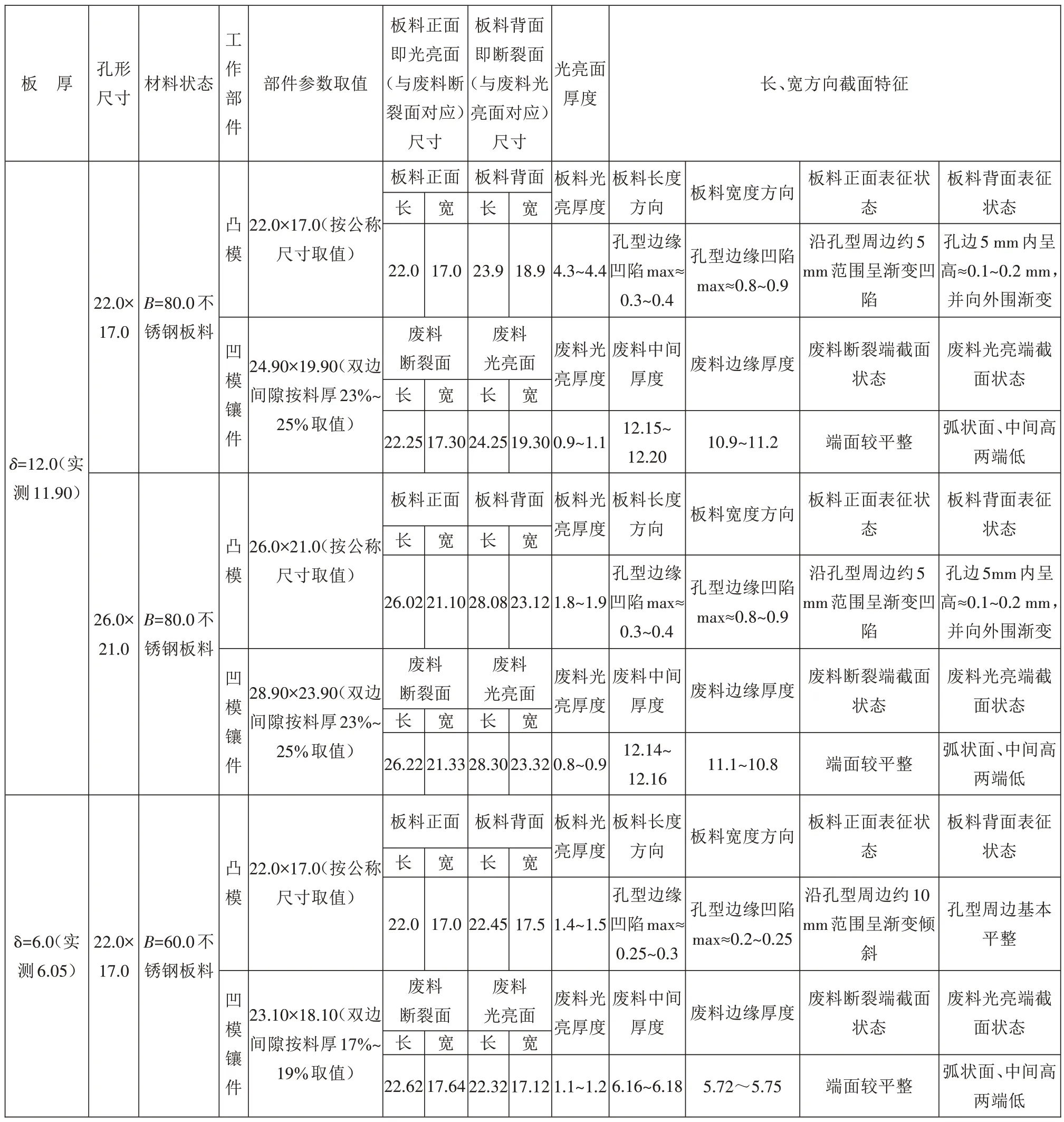
),沖壓后工件粘連凸模,如圖5所示,工件光亮區較大且不均勻,雖已預留6 mm 聚氨脂預壓量,但仍不能有效卸出工件。在沖壓過程中采用冷卻液潤滑后,沖壓工況有改善,但卸料不良率達80%~90%。當快拆鑲件18 采用超大雙邊間隙時,如表1所示,不銹鋼角鋼卸料較好,但工件及廢料斷裂帶明顯增大,截面斷裂角(見圖3中
)明顯變大。在沖壓過程中輔以冷卻液,快速連續沖壓時(即沖壓頻率提高40%~50%時),模具彈性卸料仍保持順暢。
模具沖壓過程:隨上模持續下行,凸模7穿過鋼性固定卸料板8 至沖壓件10 上表面。因材料特征及厚度不同,此沖壓過程有明顯差異。通過沖壓驗證(以
=12.0 mm為例),采用2種間隙、3種壓力設備進行沖壓并比對試樣。第1 種工況:當快拆鑲件18采用正常雙邊間隙,取(16%~18%)
、小壓力液壓機1 200 kN時,上模開始向下微壓(積蓄能量的短停時段),隨上模持續下壓,當能量積蓄到材料變形直至斷裂時,凸模7沖壓材料進入凹模,伴隨較沉悶的金屬斷裂聲。當快拆鑲件18 采用超大雙邊間隙,取(24%~25%)
、小壓力液壓機1 200 kN 時,上模向下微壓,材料有漸變過程;隨上模持續下壓,當能量積蓄到材料斷裂、凸模7沖壓材料進入凹模內,伴隨稍清脆的金屬斷裂聲。當快拆鑲件18 的雙邊間隙采用(24%~25%)
、稍大壓力液壓機1 600 kN 時,上模持續向下微壓、材料漸變直至斷裂,凸模7沖壓材料進入凹模內,伴隨較清脆的金屬斷裂聲。第2 種工況:除采用800 kN 或1 100 kN 壓力機替代液壓機外,其余驗證條件及方法相同,因壓力機具有機械運動的連慣性,凸模7 在材料表面停頓間隔比采用液壓機時短、聲音更脆、震動更大。同類沖壓設備,因800 kN 壓力機的沖壓力比理論沖裁力僅大10%~15%,從沖斷過程看,1 100 kN 壓力機比800 kN 壓力機省力省顫。
模具裝模過程:按沖模裝夾規范與沖壓設備裝配好,松開螺釘21,移開固定卸料板8,松開快拆鑲件18的螺釘13,換上與材料厚度相匹配的快拆鑲件18(依次采用正常雙邊間隙、再采用超大雙邊間隙,以下類似);再順序緊固螺釘13、移回固定卸料板8、螺釘21。隨上滑塊下行,上模部分在上滑塊的帶動下下行。
目前,我國對跨境人民幣結算業務與貿易關系的研究不多。研究“一帶一路”倡議下兩者是否存在相互促進關系的研究更是少之又少。
模具沖壓回程:上模帶動凸模7 沖孔后,凸模7進入快拆鑲件18內,沖壓件10包絡凸模7側面。當快拆鑲件18 采用較小間隙時,凸模7 的卸料力遠大于快拆鑲件18 采用超大間隙的卸料力。在驗證中采用冷卻液循環冷卻時,沖壓件包絡凸模的卸料力有較大改善。當快拆鑲件18采用正常間隙、小壓力沖床時,卸料順暢性有較明顯的改善;當快拆鑲件18 采用超大間隙、小壓力沖床時,卸料已無障礙順利實現。
2.1 治療前后兩組尿蛋白水平對比 治療后兩組尿蛋白水平均明顯低于治療前,而觀察組尿蛋白水平明顯低于對照組,組間對比差異有統計學意義(均P<0.05)。見表1。
LIU Cheng-ling, LIU Xing-chen, HU Xing-ye, YANG Chao
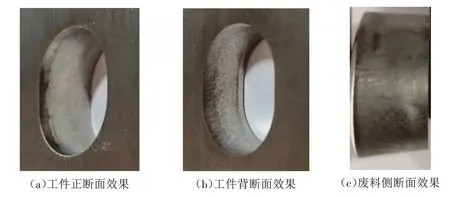
在沖壓參數優化后,經工時核定,
=6.0 mm及
=12.0 mm 不銹鋼可達6~10 沖次/min,即每分鐘可生產3~5 件。成形零件毛刺面符合質量要求,如圖6所示。
3 模具零件材料的選用
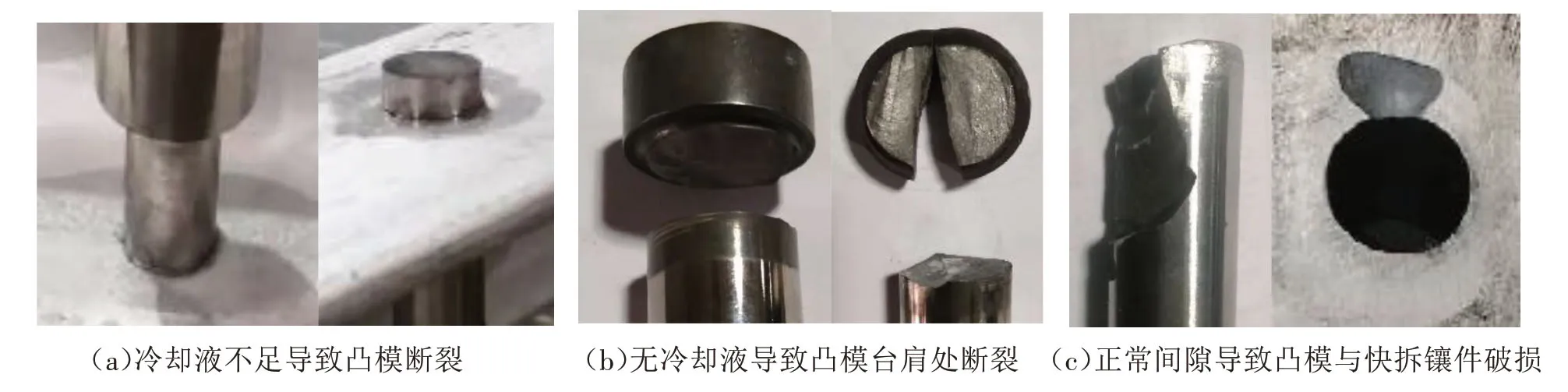
凸模7 常用材料有Cr12MoV、SKD-11、D2、DC53、SKH-51,快拆鑲件18 常用材料有Cr12MoV、SKD-11、DC53 等。結合不銹鋼超厚材料沖壓特性及經濟性,驗證時凸模選用Cr12MoV(熱處理硬度60~61 HRC)、D2(熱處理硬度61~62 HRC)、DC53(熱處理硬度63 HRC 以上),快拆鑲件選用Cr12MoV(熱處理硬度58~59 HRC)、DC53(熱處理硬度59~61 HRC)。依據凸模材料特征、工作端面等不同工況對沖壓的影響,開展了對凸模工作面進行TD鍍層的沖壓效果比對。經驗證,在不銹鋼超厚板材正常頻次沖壓中,當快拆鑲件采用正常間隙、同材料、無冷卻液工況時,凸模進行TD 鍍層處理所呈現的工效期(指凸模工作部位本次刃磨到下次刃磨期內,工件沖壓毛刺合格所開展的沖壓次數)稍長,凸模失效形式如圖7 所示。據現場統計,沖壓次數不超過20~30沖次時,凸模臺肩處斷裂;當快拆鑲件采用超大間隙、同材料、有冷卻液工況下,凸模進行TD 鍍層處理的工效期比不做處理時約延長一倍以上,沖壓200 次以上的凸模、快拆鑲件刃口仍較好。從沖壓超厚不銹鋼驗證來看,不考慮鍍層厚度、均勻性等因素,凸模材料的穩定性、耐用性從高到低依次是DC53、D2、Cr12MoV。從快拆鑲件工況來看:工作刃口采用鍍層與不采用鍍層的實際使用效果差異較小;同種材料,采用超大間隙其實際工作效果好于采用正常間隙;對不同材料,凸模材料的沖壓穩定性、耐用性從高到低依次是DC53、Cr12MoV。綜合經濟性、可接受的沖壓壽命、有效刃磨性考量,凸模選用DC53 并進行TD 處理,快拆鑲件采用Cr12MoV+超大間隙參數處理,冷卻方式采用乳白色皂化液介質循環冷卻。
4 結束語
以上從超厚不銹鋼加工工藝方面作了經濟性分析,也對影響超厚不銹鋼沖壓加工的重要因素進行了論述,結合沖壓輔助要素在超厚不銹鋼加工過程中的靈活使用,實現經濟性加工。對供需方所提供的鈑金零件,采用何種方式加工,需要結合周邊可借用的生產要素(如人、機、料、法、環)加以衡量,零件加工的經濟合理性是其重要的參考指標。當零件加工數量變化時,其加工工藝性會隨之變化,即加工工藝性具有適變性。在生產過程中,需要對常見加工工藝或特殊加工工藝的差異性加以了解與總結,形成可量化或物化的指標特性。當客戶的品質要求及需求量有變化時,才能更好地結合客觀要素作出適應性變化,實現較好的經濟效益。
[1]中國機械工程學會.中國模具設計大典(第三卷)[M].南昌:江西科學技術出版社,2003:40-48.
[2]束國棟,張維光.厚板零件精密沖裁工藝分析與模具設計[J].模具工業,2015,41(5):51-53.
[3]鄭家賢.沖壓模具設計實用手冊[M].北京:機械工業出版社,2007:430-440.
[4]王孝培.實用沖壓技術手冊[M].北京:機械工業出版社,2013:48-53.
[5]金龍建,楊 梅.沖壓模具-從入門到精通[M].北京:化學工業出版社,2022:113-115.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
