電機殼沖壓件自動取件與搬運系統研發與應用
2022-09-26 02:37:44段海峰廖志青
自動化與儀表 2022年9期
段海峰,廖志青
(廣州城市理工學院 機械工程學院,廣州 510800)
隨著中國汽車行業的蓬勃發展,應用于汽車電動座椅、雨刮、自動收縮后視鏡、天窗等部件的微型電機需求量也越來越大,其外殼的需求量也相應的快速增長。 目前,對于該類外殼的生產,大部分企業仍然采用人工作業的方式進行,加工效率低,產量主要通過增加工人的勞動強度以及延長工作時間來實現, 這有可能導致工人疲勞而發生安全事故;也有少部分企業會采用機器人搬運的方法,但其成本較高,調試困難。
微型機殼小且復雜,其從一個沖壓工序到另一個沖壓工序的過程,往往既要求空間的位移,也要求放置的方式不同,如圖1 所示,沖壓工序模具A中電機機殼需要豎向放置, 搬運到沖壓工序模具B處電機機殼需要橫向放置,即電機機殼取件與搬運時需要對電機機殼進行轉向, 由于機殼小不好定位,如何實現快速且準確的搬運以及如何實現搬運過程中的換向便成了整套微型電機外殼自動化沖壓生產線的難點[1-2]。
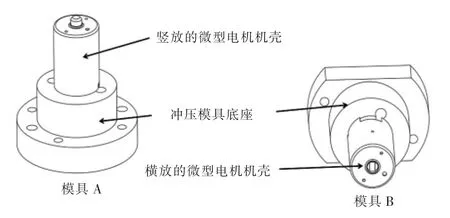
圖1 微型電機機殼沖壓搬運要求Fig.1 Stamping and handling requirements for micro motor casing
1 電機殼沖壓件自動取件與搬運裝置設計
汽車微型電機外殼沖壓件工序多、抓取作業步驟多,搬運困難,手工作業安全性、準確性差,在此以圖1 中微型電機機殼從模具A 搬運到模具B 過程為例,其為該機殼沖壓工序中的第4 個工序到第5 個工序的搬運, 這里擬設計一套電機殼沖壓件自動取件與搬運系統,方便實現微型電機殼沖壓件從一個沖壓模具到另一個沖壓模具的取件、搬運和換向安裝工作,沖壓過程中需將其安裝于兩臺沖床中間[3],具體如圖2 所示。
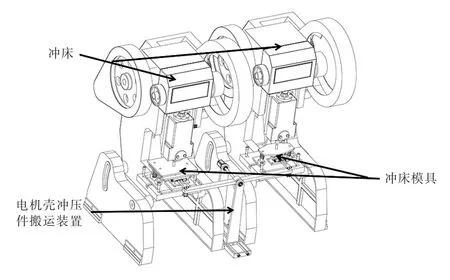
圖2 電機殼沖壓件自動取件與搬運裝置應用布局Fig.2 Application layout of automatic pick-up and handling device for stamping parts of motor housing
微型電機殼取件與搬運裝置設計如圖3 所示,在旋轉電機驅動下,旋轉支架上旋轉連桿會繞著連桿旋轉軸轉動, 實現兩個搬運手爪位置的互換,即實現機殼位置的互換搬運。
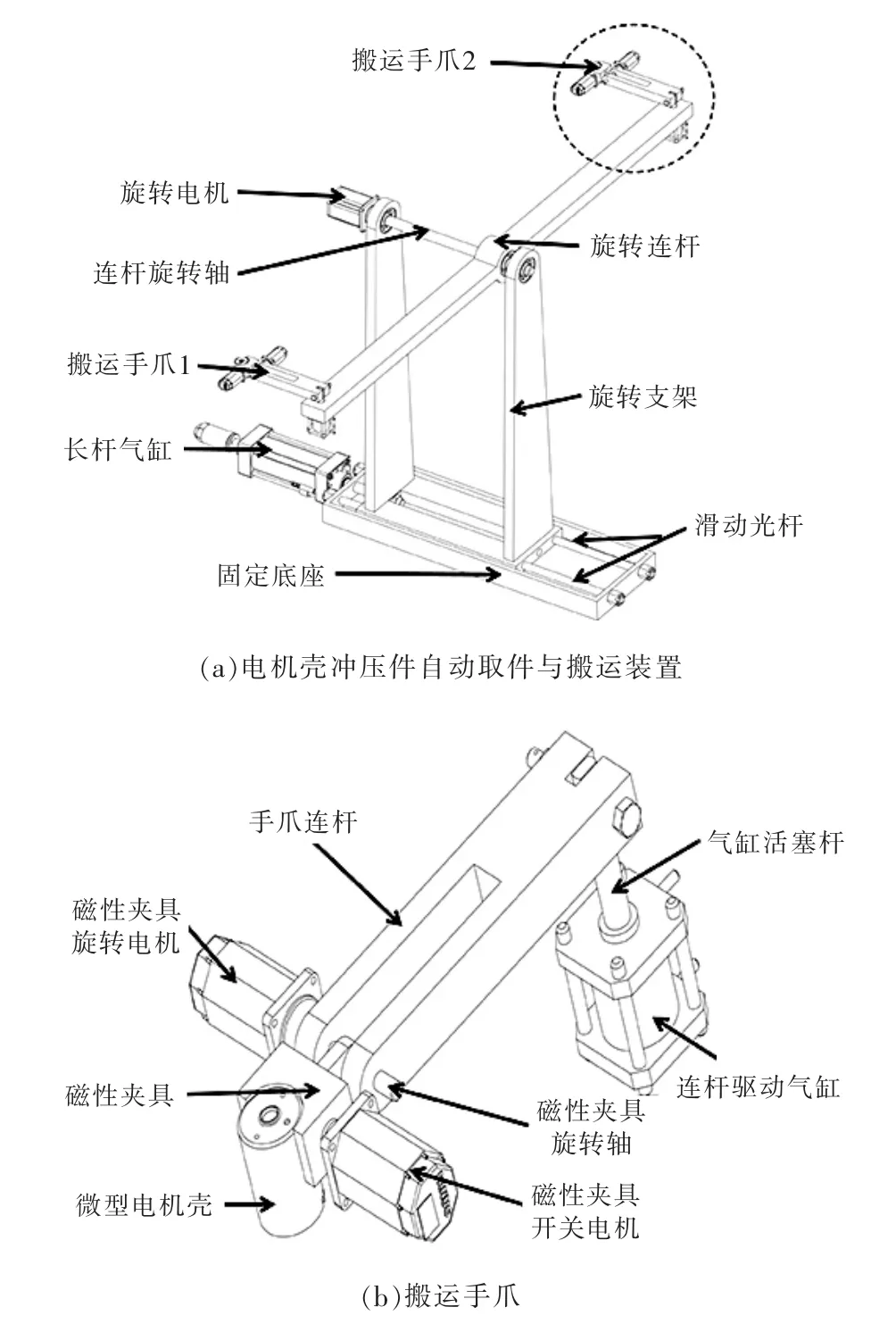
圖3 電機殼沖壓件自動取件與搬運裝置Fig.3 Automatic picking and handling device for stamping parts of motor shell
旋轉支架安裝在固定底座上,在長桿氣缸推動下,旋轉支架可以沿著滑動光桿滑動,實現兩個搬運手爪自由出入沖壓模具模腔,也方便旋轉支架整體脫離沖床位置, 進行兩個搬運手爪的位置旋轉,實現電機機殼位置的互換。
搬運手爪為電機機殼的夾取裝置,其中連桿驅動氣缸安裝在旋轉連桿的兩端,氣缸活塞桿的動作可以實現搬運手爪的上下短距離移動,一方面方便微型電機殼脫離模具A 內的模座,另一方面可以調節微型電機殼在模具B 內的安裝高度[4-5]。
手爪連桿為整個搬運手爪的支架,磁性夾具為搬運手爪的手指,其通過磁性開關電機旋轉控制磁性夾具的旋轉開關,進而控制磁性夾具的磁性,從而實現電機機殼(電機機殼材料為鍍鋅合金鋼板,可被磁性吸取)的吸取和松開。
磁性夾具旋轉電機繞著磁性夾具旋轉軸向上旋轉時, 可以將電機機殼由縱向放置改為橫向放置,從而實現電機機殼在模具B 上的轉向安裝。 需要強調的是,旋轉連桿每旋轉一次,即代表搬運一次,整個搬運過程可以連續進行[6]。
2 電機殼沖壓件自動取件與搬運裝置控制系統設計
2.1 電機機殼沖壓件自動取件與搬運裝置控制動作和搬運手爪動作分析
整套取件與搬運裝置安裝于兩個沖床中間,根據整條沖壓生產線的節奏工作,一次沖壓動作完成后,該裝置開始工作,旋轉支架在氣缸驅動下沿著滑動光桿滑動,到沖壓模具模腔位置由限位開關限位, 實現將兩個搬運手爪送入沖壓模具模腔的目的。 左邊搬運手爪取件,右邊搬運手爪同時安裝,兩個搬運手爪工作都完成后, 旋轉支架再次滑動,滑出沖床位置后,旋轉換位,再次滑入沖床位置,兩個搬運手爪再次取件和安裝。
為了保證微型電機殼取件和搬運的連續性,實現一個手爪取件時,另一個手爪安裝的目的,兩個手爪的結構、驅動和動作設計都是一樣的,這里以單爪的具體動作細節為例,如圖4 所示,整個搬運單爪的動作設計共有5 對, 由5 個驅動元件完成,分別以1 至5 號數字標識,當第4 個沖壓工序完成后,整個裝置開始工作,首先1 號驅動元件氣缸驅動整套裝置整體向前移到可以碰到微型機殼的位置,然后4 號驅動元件電機旋轉開啟磁性夾具磁性,吸附機殼,完成手爪對機殼的吸附功能,再由手爪氣缸(2 號)驅動手爪上移,帶動機殼脫離模具A底座位置,接著整套裝置(1 號)整體后移,回到初始位置;等設備穩定后,左邊手爪(2 號)下移到初始位置后,兩個手爪完成旋轉換位(3 號),左邊手爪便將機殼搬運到右邊模具B 位置,實現機殼的搬運,接著在右邊完成旋轉機殼(5 號)和調整高度(2 號),然后整個裝置(1 號)前移到安裝位置,手爪松開機殼(4 號),機殼便留在了沖壓模具上,準備開始沖壓第5 個工序;與此同時,整套裝置回到初始位,整個手爪復位到初始位置,等待下一次工作[7-9]。

圖4 搬運手爪單爪動作細節圖Fig.4 Carrying hand claws single claw action detail
2.2 電機殼沖壓件自動取件與搬運裝置觸摸屏系統設計
控制元件安裝好后需要開發特定的控制系統,這里選用觸摸屏控制,根據電機殼沖壓件自動取件與搬運裝置工作原理,設計觸摸屏面板,如圖5所示。
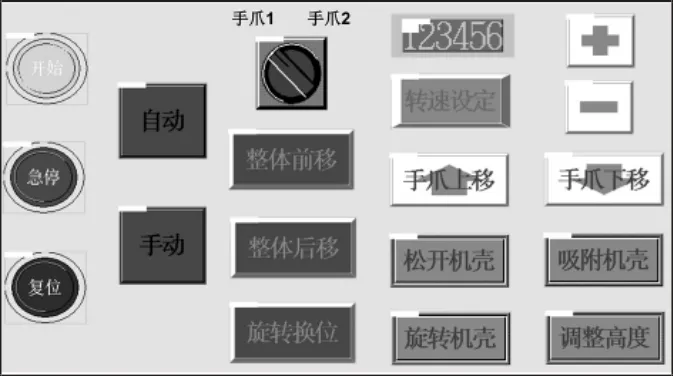
圖5 自動取件與搬運裝置觸摸屏系統Fig.5 Touch screen system for automatic pickup and handling device
整套觸摸屏系統中, 左邊3 個為系統啟動、急停和復位按鈕,負責整套系統的開始工作,停止工作和回原點工作。 第二列為自動和手動模式切換按鈕。 第三列下面3 個按鈕可以控制整套裝置的前移、后移和兩個搬運手爪的旋轉換位工作,上面旋鈕為搬運手爪1 和搬運手爪2 的選擇旋鈕。 右面6個按鈕為搬運手爪取件和搬運電機殼沖壓件的動作按鈕[10]。
2.3 電機殼沖壓件自動取件與搬運裝置控制元件明細及作用
整套電機殼沖壓件自動取件與搬運裝置中,中控器(PLC)為整套系統的控制核心,通過接線端子和各個柜內電氣元件、觸摸屏連接端口以及控制元件相連接,完成整個系統的自動控制建設,根據設計,控制元件明細及作用如表1 所示。
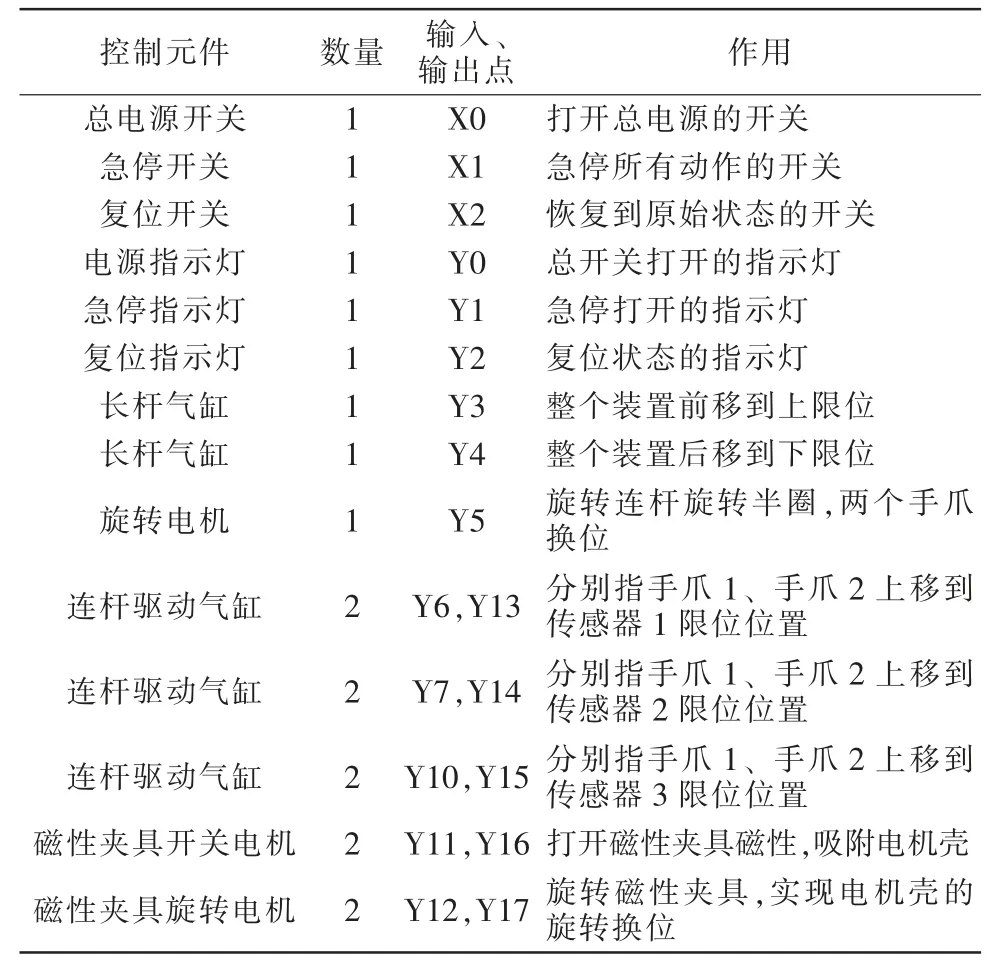
表1 系統控制元件及作用Tab.1 System control components and functions
2.4 電機殼沖壓件自動取件與搬運裝置控制程序設計
根據電機殼沖壓件自動取件與搬運裝置的結構設計,電柜設計,裝置工作原理以及電控元件設計,設計PLC I/O 端口分配表如表2 所示,共有輸入端口20 個,輸出端口16 個。
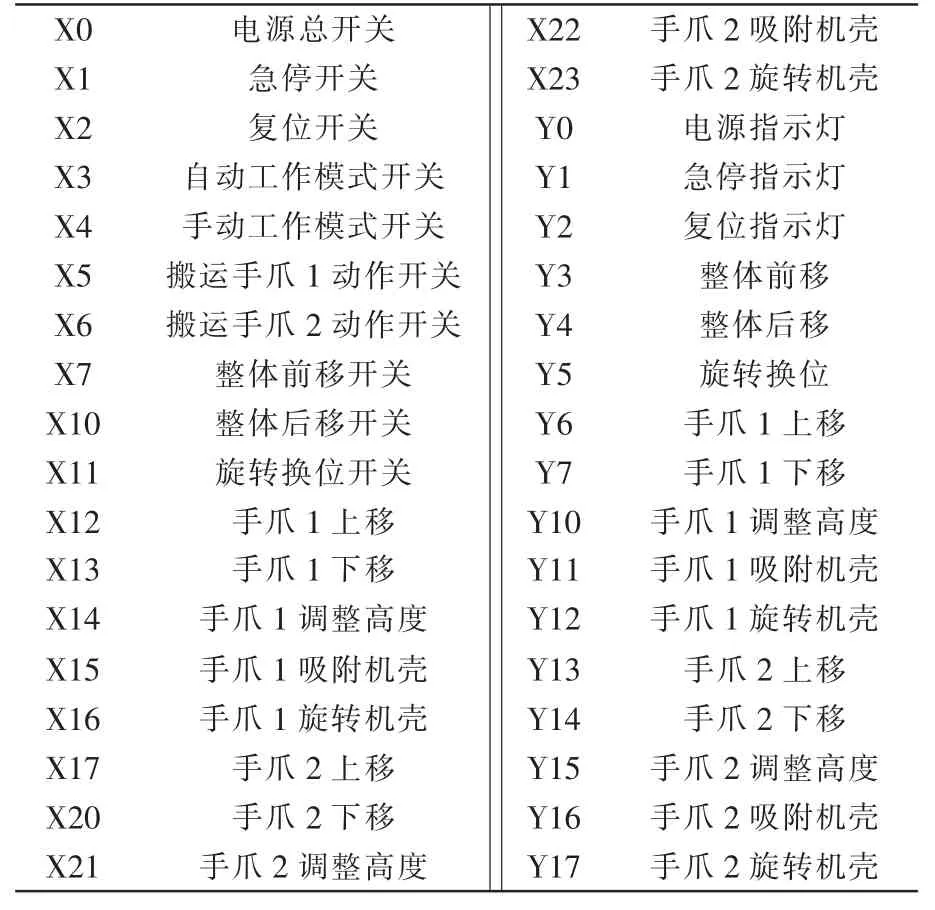
表2 PLC I/O 端口分配表Tab.2 PLC I/O port allocation table
根據自動化取件及搬運裝置的工作原理,電控系統的設計,觸摸屏控制系統和電控元件設計,需要設計相應的PLC 控制程序,這里設置整套裝置在限位和氣缸控制下,前后移的單程時間為2 s,搬運手爪在小氣缸控制下上移和下移的單程時間為2 s,手爪吸附機殼、松開機殼、旋轉機殼、調整高度的時間為2 s。 篇幅原因,這里只展示了電機殼沖壓件自動取件與搬運裝置搬運手爪1 的自動化取件及搬運過程的PLC 程序(梯形圖),如圖6 所示。
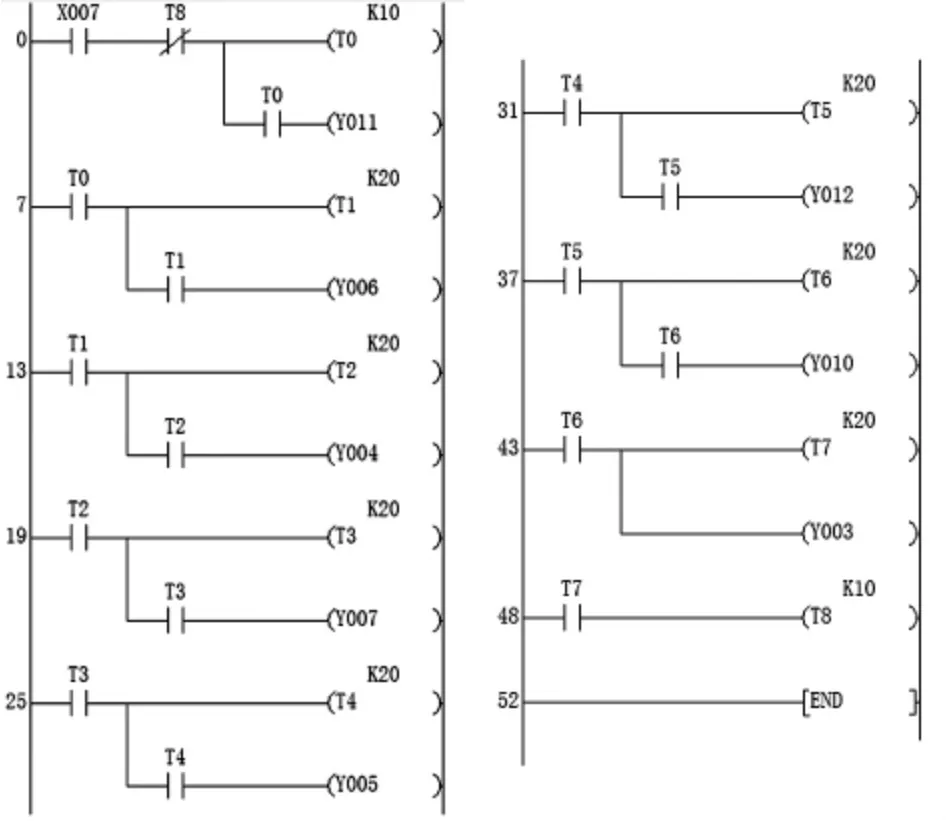
圖6 自動取件與搬運裝置PLC 控制程序Fig.6 PLC control program of automatic pick-up and handling device
3 應用成本及效率分析
目前,該設備正處于試制階段,整套設備成本不超過1 萬元, 而一套同樣作用的機械手最少10萬元。 根據該設備的應用范圍,一套設備可以替換一個沖壓工位,從成本上講,該設備可以24 h 不間斷工作,既一套設備相當于一個工人3 班倒不停地工作,假如1 位工人每月工資5000 元,其每套設備每月可以節省人工成本5000×3=15000 元, 若微型電機殼沖壓線需要7 套類似設備,其1年就可以節省人力成本15000×7×12=1260000 元, 故該設備可以節省大量人力成本,有著較高的應用價值。
4 結語
本文根據微型電機殼沖壓過程中電機殼的取件和搬運要求設計了一種自動取件與搬運裝置,并根據取件和搬運要求設計了配套的電柜、控制元件和觸摸屏控制系統,編寫了該套裝置自動工作時搬運手爪動作的PLC 程序。 該裝置安裝于兩臺沖床之間,可以完成將微型電機殼從沖壓工序5 到沖壓工序6 取件、搬運和換向安裝的工藝要求,且其對其他工序的取件和搬運也能起到相當的借鑒作用, 相較于手工搬運,該自動取件與搬運裝置可以提高微型電機殼沖壓過程的沖壓效率和自動化水平。
