某硫酸燒渣中有價金屬綜合回收試驗研究
2022-09-26 01:47:02陳順勛郭建東孫一清
黃金 2022年9期
關鍵詞:工藝
陳順勛,郭建東,孫一清
(山東國大黃金股份有限公司)
引 言
中國每年產出800萬t以上的含金硫酸燒渣,其中高達22.8 t的金沒有得到回收,造成了金資源的巨大浪費[1]。某硫酸生產企業以氰化提金產出的氰化尾渣為原料,經過焙燒制酸后產出的硫酸燒渣,直接作為鐵精礦外售,硫酸燒渣中的金、銀、銅、鋅沒有得到回收,造成有價金屬資源浪費。
目前,氯化工藝僅適合處理金品位高于2.5 g/t的硫酸燒渣,品位再低則利潤低,投資難以在短期內收回,經濟效益不明顯;堆浸法雖然能降低生產成本,但作業指標受環境溫度影響較大,金回收率較低,且不能連續生產,因此該工藝也難以推廣;重選、磁選和浮選雖然也能回收硫酸燒渣中的一部分金,但回收率不高,且從獲得的精礦中再回收金時回收率不理想,也難以推廣。
現有對含金物料的濕法浸出工藝包括硫脲法、硫代硫酸鹽法、鹵化法、石硫合劑法等,這些方法存在或是環保方面的不足,或是藥劑消耗過大,或是浸出后續工藝不完善,金回收率低等問題。這些問題阻礙了非氰提金工藝的發展,因此亟需開發新工藝和新藥劑體系開拓非氰提金工藝,打破非氰提金瓶頸。
本試驗研究本著綜合回收硫酸燒渣中銅、鋅、金、銀等有價金屬的原則,采用三級工藝(一級酸浸脫銅脫鋅、二級硫化沉銅沉鋅、三級金銀環保浸出)處理硫酸燒渣,有效提高了硫酸燒渣的資源利用價值,為促進硫酸生產企業的可持續發展提供了有效途徑。
1 硫酸燒渣性質
試驗用礦樣為金精礦直接氰化產出的氰化尾渣經焙燒制酸工藝處理后產出的硫酸燒渣,其主要金屬礦物為鐵氧化物、銅氧化物、鋅氧化物。金主要以單體金+連生金、氧化礦物包裹金狀態存在。硫酸燒渣化學多元素分析結果見表1,金化學物相分析結果見表2。

表1 硫酸燒渣化學多元素分析結果

表2 金化學物相分析結果
從表1可以看出:該硫酸燒渣中金品位2.10 g/t,銀品位18.00 g/t,銅品位達0.82 %,鋅品位達0.69 %;如能采用適當的工藝予以回收,則可進一步實現有價金屬的綜合利用。
2 試驗原理與流程
2.1 試驗原理
根據硫酸燒渣中銅、鋅以氧化物狀態存在的性質,同時結合金精礦焙燒—酸浸—氰化[2-3]提金生產工藝中銅、鋅的酸浸技術,采用酸浸脫銅脫鋅工藝處理硫酸燒渣。主要化學反應式為:

含銅鋅酸浸液及萃銅余液[4-7]中銅、鋅的回收方法很多,但對于含銅鋅較低酸浸液的回收,采用化學硫化沉淀法具有經濟技術可行性。主要化學反應式為:
酸浸脫銅脫鋅后的酸浸渣,利用BK516環保提金劑,采用濕法浸出、鋅粉置換工藝綜合回收其中的金、銀。
2.2 試驗流程
根據硫酸燒渣中銅、鋅、金、銀的性質,確定采用三級工藝(一級酸浸脫銅脫鋅、二級硫化沉銅沉鋅、三級金銀環保浸出)流程回收其中有價金屬。工藝流程見圖1。
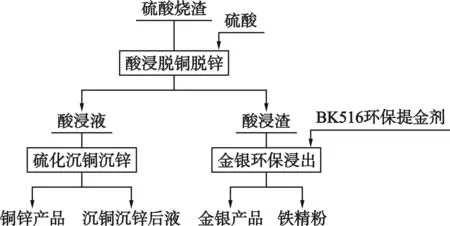
圖1 硫酸燒渣有價金屬綜合回收三級工藝流程
3 試驗結果與討論
3.1 酸浸脫銅脫鋅試驗
3.1.1 硫酸用量
硫酸用量試驗條件:硫酸燒渣500 g,控制液固比3 ∶1,酸浸溫度70 ℃,酸浸時間3 h。試驗考察了不同硫酸用量對硫酸燒渣中銅、鋅浸出的影響,結果見表3。

表3 硫酸用量對硫酸燒渣中銅、鋅浸出的影響
從表3可以看出:銅、鋅的酸浸率隨硫酸用量的增加呈升高趨勢,但當硫酸用量超過6 %時,銅、鋅的酸浸率升高不明顯。綜合考慮,選擇硫酸用量6 %為宜。
3.1.2 酸浸溫度
酸浸溫度試驗條件:硫酸燒渣500 g,控制硫酸用量6 %,液固比3 ∶1,酸浸時間3 h。試驗考察了不同酸浸溫度對硫酸燒渣中銅、鋅浸出的影響,結果見表4。

表4 酸浸溫度對硫酸燒渣中銅、鋅浸出的影響
從表4可以看出:銅、鋅的酸浸率隨酸浸溫度的增加呈升高趨勢,但當酸浸溫度超過70 ℃后,銅、鋅的酸浸率增幅變緩。綜合考慮,選擇酸浸溫度70 ℃為宜。
3.1.3 液固比
液固比試驗條件:硫酸燒渣500 g,控制硫酸用量6 %,酸浸溫度70 ℃,酸浸時間3 h。試驗考察了不同液固比對硫酸燒渣中銅、鋅浸出的影響,結果見表5。
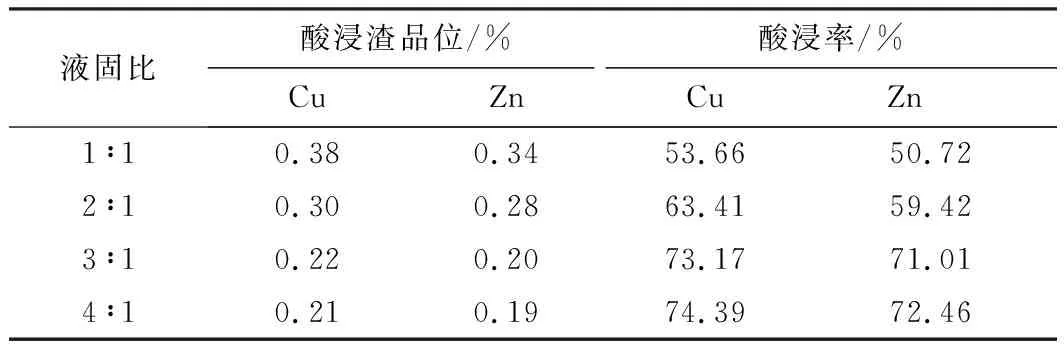
表5 液固比對硫酸燒渣中銅、鋅浸出的影響
從表5可以看出:隨液固比的增加,銅、鋅的酸浸率先升高后趨于平穩。當液固比為3 ∶1時,銅、鋅的酸浸率指標較好。綜合考慮,選擇液固比3 ∶1為宜。
3.1.4 酸浸時間
酸浸時間試驗條件:硫酸燒渣500 g,控制硫酸用量6 %,液固比3 ∶1,酸浸溫度70 ℃。試驗考察了不同酸浸時間對硫酸燒渣中銅、鋅浸出的影響,結果見表6。
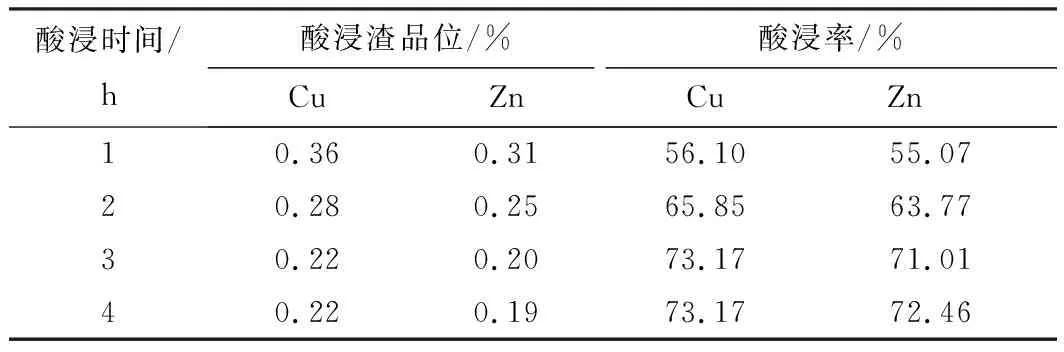
表6 酸浸時間對硫酸燒渣中銅、鋅浸出的影響
從表6可以看出:銅、鋅的酸浸率隨酸浸時間的增加呈先升高后平穩趨勢。綜合考慮,選擇酸浸時間3 h為宜。
3.2 硫化沉銅沉鋅試驗
酸浸液硫化沉銅沉鋅試驗在XJT攪拌機上進行,中和試劑[5]采用氫氧化鈉,考察了不同pH、硫化鈉用量對銅、鋅沉淀富集回收的影響。
3.2.1 酸堿度
取5份1 000 mL酸浸液,采用氫氧化鈉中和至不同pH,控制攪拌轉速100 r/min,中和反應時間2 h,反應結束后檢測中和后液中銅、鋅質量濃度。不同pH對酸浸液中銅、鋅沉淀的影響見表7。
從表7可以看出:隨著pH的增大,酸浸液中一定量的銅、鋅發生沉淀反應,中和后液中銅、鋅質量濃度呈降低趨勢。綜合考慮,選擇最佳pH值為3.0。
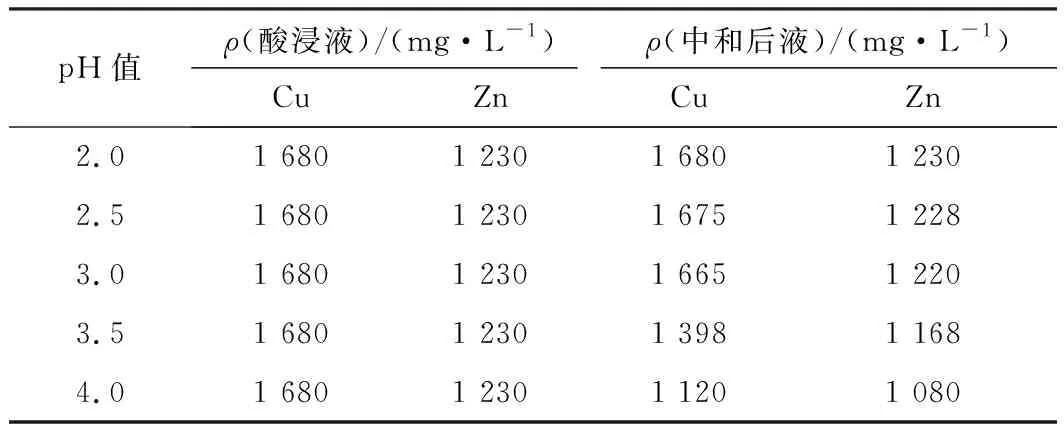
表7 不同pH對酸浸液中銅、鋅沉淀的影響
3.2.2 硫化鈉用量
取5份中和后酸浸液1 000 mL,控制攪拌轉速200 r/min,添加不同用量硫化鈉,沉淀反應1 h,反應結束后檢測沉銅沉鋅后液中銅、鋅質量濃度。不同硫化鈉用量對銅、鋅沉淀的影響見表8。
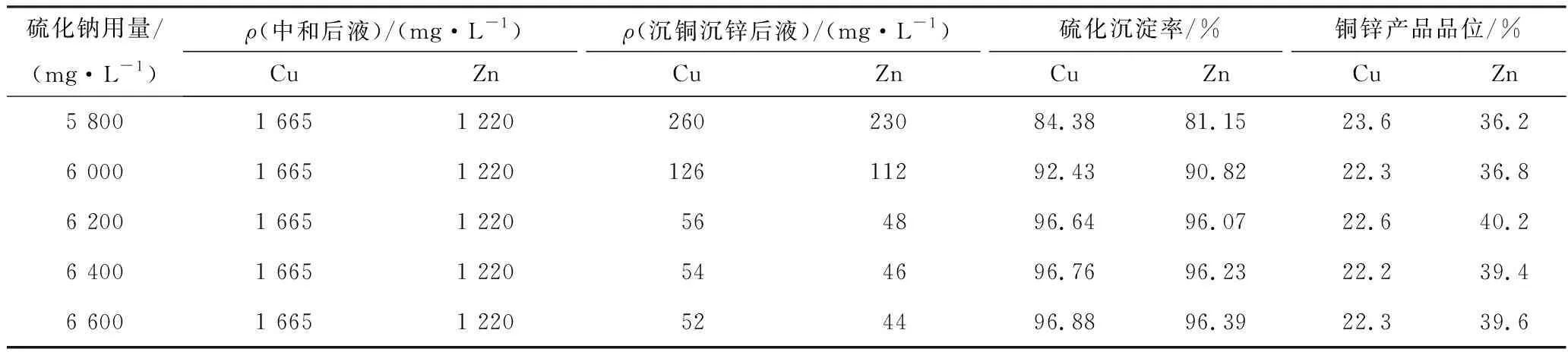
表8 不同硫化鈉用量對銅、鋅沉淀的影響
從表8可以看出:隨硫化鈉用量增加,硫化沉淀率先快速增加后趨于平穩,適宜的硫化鈉用量為6 200 mg/L,此時銅、鋅硫化沉淀率分別為96.64 %、96.07 %,銅鋅產品中銅、鋅品位分別達到22.6 %、40.2 %。
3.3 金銀環保浸出試驗
酸浸脫銅脫鋅試驗在最佳條件下獲得的酸浸渣化學多元素分析結果見表9。

表9 酸浸渣化學多元素分析結果
金銀環保浸出[8-9]試驗在XJT攪拌機上進行,酸浸渣采用環保提金劑BK516浸出,考察了提金劑用量、浸出時間對酸浸渣中金、銀浸出的影響。
3.3.1 提金劑用量
取酸浸渣500 g,細度-0.037 mm占90 %,控制液固比2 ∶1,氫氧化鈉調節pH值至9~10,浸出時間18 h,考察不同BK516提金劑用量對酸浸渣中金、銀浸出的影響,結果見表10。

表10 BK516提金劑用量對酸浸渣中金、銀浸出的影響
從表10可以看出:金、銀的浸出率隨BK516提金劑用量的增加呈先快速升高后趨于穩定趨勢。當BK516提金劑用量超過0.09 %后,金、銀的浸出率穩定。綜合考慮,選擇BK516提金劑用量0.09 %為宜。
3.3.2 浸出時間
取酸浸渣500 g,細度-0.037 mm占90 %,控制液固比2 ∶1,氫氧化鈉調節pH值至9~10,BK516提金劑用量0.09 %,考察不同浸出時間對酸浸渣中金、銀浸出的影響,結果見表11。

表11 浸出時間對酸浸渣中金、銀浸出的影響
從表11可以看出:金、銀的浸出率隨浸出時間的增加呈升高趨勢,但當浸出時間超過18 h后,金、銀的浸出率升高不明顯。綜合考慮,選擇浸出時間18 h為宜。
3.4 綜合回收試驗
根據上述最佳試驗條件,對硫酸燒渣采用三級工藝(一級酸浸脫銅脫鋅、二級硫化沉銅沉鋅、三級金銀環保浸出)流程進行綜合回收試驗,結果見表12、表13。從表12、表13可以看出:在最佳條件下,金、銀的浸出率分別為54.17 %、56.52 %,銅、鋅的綜合回收率分別達到70.08 %、67.66 %,回收效果較好。

表12 金、銀綜合回收試驗結果
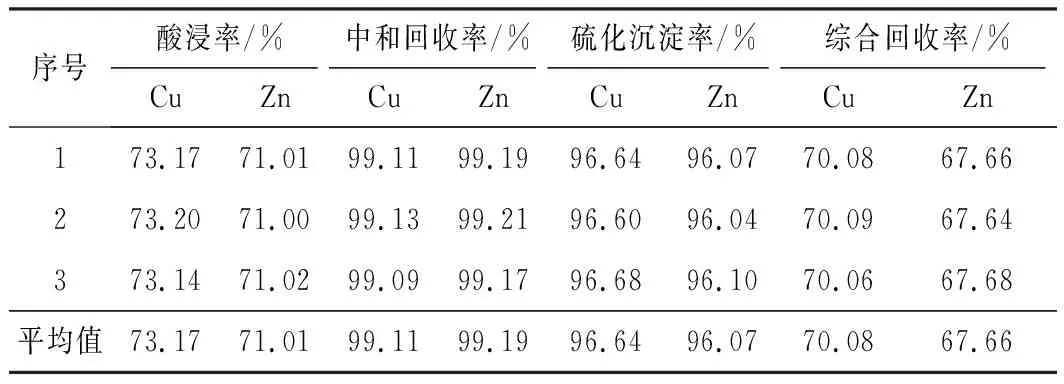
表13 銅、鋅綜合回收試驗結果
4 結 論
1)某硫酸燒渣采用三級工藝(一級酸浸脫銅脫鋅、二級硫化沉銅沉鋅、三級金銀環保浸出)處理,金、銀的浸出率分別為54.17 %、56.52 %,銅、鋅的綜合回收率分別達到70.08 %、67.66 %,實現了硫酸燒渣中有價金屬的回收;鐵精粉鐵品位為63.49 %,可作為鋼鐵冶煉企業的生產原料,實現了硫酸燒渣的資源化高價值利用。
2)該三級工藝中金銀環保浸出采用BK516環保提金劑提金,解決了硫酸燒渣中金、銀、銅、鋅難以利用、難以全面回收的技術難題。整套工藝流程基本為全濕法閉路循環,顯著提高了硫酸燒渣的綜合利用效率,實現了固體廢棄物零堆存、廢水零排放,避免了環境污染,提高了企業的經濟效益。該工藝方法為硫酸生產、金銀冶煉行業的生產企業有效處理硫酸燒渣提供了借鑒,具有廣泛的推廣和應用價值。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
