低壓鑄造水冷機殼機器人取件設計與編程
2022-09-28 09:19:40陳曉斌
中國鑄造裝備與技術 2022年5期
楊 安,陳曉斌,韓 偉,劉 梁
(1.貴州藍輝新材料有限公司,貴州遵義 563000;2.廣州城市理工學院 機械工程學院,廣東廣州 510800)
0 引言
低壓鑄造是給密封的保溫爐充以一定壓力的壓縮空氣,保溫爐內的液體金屬在壓力作用下通過升液管充填型腔,以形成鑄件的一種方法。由于所用的壓力較低,所以叫做低壓鑄造。為了防止砂芯在鑄造過程中被損壞,保證電動機機殼內部螺旋水道的完整性,提高冷卻效果,目前新能源汽車的電動機機殼主要采用低壓鑄造成型。目前國內企業低壓鑄造生產水平參差不齊,國內最先進的已經接近或者達到國際先進水平,然而,大部分中小企業的自動化程度還很低,特別是在鑄件的取出、搬運環節,仍采用工人使用大鐵鉗對鑄件進行裝卸和搬運的方式,不僅勞動強度大而且還具有高溫作業危險,嚴重制約了企業的生產效率[1]。
1 取件機器人技術方案和工作流程
如圖1 所示為某款新能源汽車電動機機殼,直徑450mm,高400mm,材料是以A356.2 為主的鋁合金,其質量達到43kg,屬于大型復雜零件。本文通過研究分析新能源汽車電動機殼的形狀特征,設計專用的夾持器,保證夾具的可靠性;設計機器人取件系統,避免人工作業產生的危險,提高電機機殼低壓鑄造自動化水平[2]。
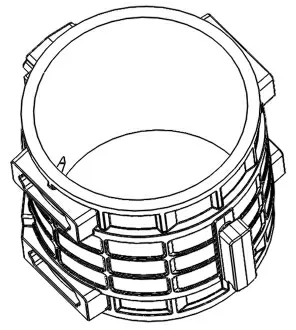
圖1 低壓鑄造的電動機機殼
1.1 取件機器人系統技術方案設計
為了解決電機機殼取件效率低并存在高溫作業危險的問題,本文設計了專門的水冷機殼機器人取件系統,如圖2 所示;該系統主要包括:低壓鑄造機床、2 個取件機器人、鑄件傳送帶、鑄件機器人夾持器和水冷機殼鑄件5 個部分。其工作原理為:當低壓鑄造機床完成水冷機殼低壓鑄造以后,低壓鑄造模具打開,模具上模板將鑄件提起,取件機器人使用專門的機器人夾持器夾住水冷機殼鑄件(此時鑄件溫度在200~300℃之間)并取出,通過事先編輯好的軌跡動作程序(通過示教-再現的方式獲得)將鑄件搬運到傳送帶上進行傳送,進一步傳送到下一工位(機加工區域)后,再由取件機器人取下[3]。
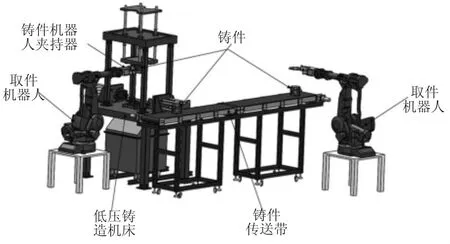
圖2 水冷機殼機器人取件系統
1.2 取件機器人系統工作流程設計
整個鑄件取件系統工作流程如圖3 所示,共分為低壓鑄造部分、鑄件取件部分和鑄件傳送部分。首先,取件機器人安裝在低壓鑄造機床正前方,處于待機狀態;系統工作時,電動機機殼先在低壓鑄造機床中進行鑄造成型,成型后機床開模,由模具拉桿帶動電動機機殼鑄件上升離開模具[4];取件機器人此時開始工作,安裝于機器人手端的夾持器伸入上升的鑄件下方,對準鑄件后緩緩上升,到達夾緊位置后,夾持器夾緊鑄件,接著模具拉桿松開鑄件,機器人便可通過特定的搬運程序將鑄件搬運到旁邊的傳送帶上并松開鑄件,再由輸送帶對鑄件進行傳送,到達下一工位(機加工區域)后,停止傳送,再由取件機器人夾持、搬運、放置于機加工區域,完成整個取件過程[5,6]。
整個鑄件取件系統工作流程如圖3 所示。取件機器人安裝在低壓鑄造機床正前方,處于待機狀態;當鑄造完成后,鑄件隨上模移動離開模腔后,機器人手端的夾持器伸入上升的鑄件下方,對準鑄件后緩緩上升,到達夾緊位置后,夾持器夾緊鑄件,接著模具拉桿松開鑄件,機器人便可通過特定的搬運程序將鑄件搬運到旁邊的傳送帶上并松開鑄件;輸送帶對鑄件進行傳送,到達下一工位(機加工區域)后,再由取件機器人夾持、搬運、放置于機加工區域,完成整個取件過程[5,6]。
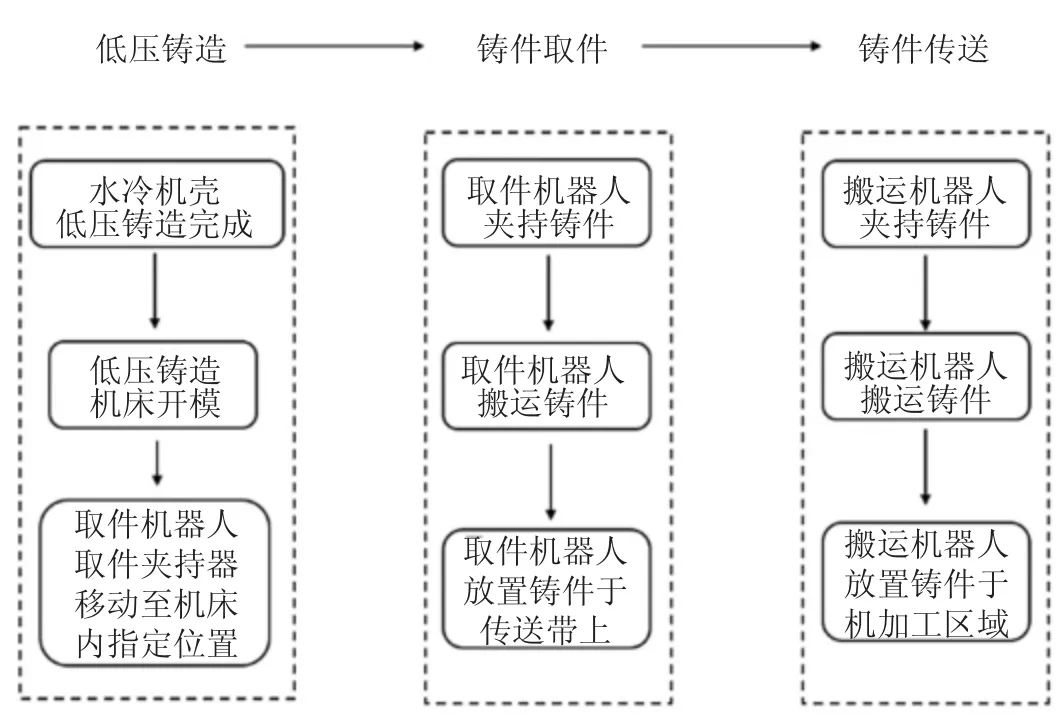
圖3 機器人取件動作流程圖
2 取件機器人系統主要組成
2.1 低壓鑄造機和機器人
低壓鑄造機使用浙江萬豐公司的WFXJ4510低壓鑄造機,該機為用低壓鑄造的方法來生產鋁合金鑄件的通用鑄造設備。該系統中,機器人和搬運機器人夾取的對象一致,都是完成持、搬運、放置三個動作,因此選用同類機器人即可。由于工件的質量約為43kg(較重),這里選用了ABB-IRB-4400 的六軸機器人,其有效負載為60kg>43kg,可以較好的完成本套系統的取件要求。
2.2 機器人夾持器結構設計
如上所述,本系統需要取件機器人和搬運機器人各一個,主要為低壓鑄造機鑄造電動機機殼提供夾持、搬運和放置功能。由于夾持的是同一件機殼,所以只需采用同樣的夾持器即可。該電動機機殼由鋁合金低壓鑄造而成,表面硬度較低,夾持時如果受到大摩檫力容易發生磨損,破壞機殼表面。
針對電機機殼的形狀特征,設計專門的夾持器,如圖4 所示。該夾持器的鉗型手爪能夠很好的抓牢電機機殼,其結構主要由夾持器底座、錐齒輪、驅動連桿和夾持手爪4 個部分組成。其夾持原理是:電機安裝在底座上,與錐齒輪連接,電機旋轉帶動錐齒輪運動。錐齒輪與驅動連桿連接,驅動連桿帶動夾持手爪進行夾緊松開的動作[7]。該電動機機殼外表面周圍有凸起處,在進行夾持時手爪能貼合卡緊凸起處,利用凸起處提供支撐力托住機殼,對機殼進行固定,能夠避免破壞機殼表面。
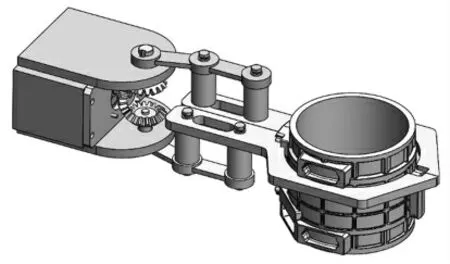
圖4 夾持器整體裝配圖
2.3 輸送帶平臺的設計
如圖2 所示,整條傳送帶由一個電機、一個輥筒、一個托輥和一條輸送帶以及配件組成。托輥通過標準件的選型設計,其直徑為72mm。電機通過聯軸器與輥筒進行連接,輥筒通過與輸送帶的面摩擦傳遞扭矩,最終完成工件的輸送。
需要強調的是水冷機殼取出后溫度介于200~300℃之間,故傳送帶的材料需選用鋼帶;為了使得傳送帶的整體高度可以得到一定值的調節,提高輸送帶的可調性以及移動性,傳送帶選用了地腳螺母和萬向輪雙重固定移動模式。
傳送帶首末兩端安裝光電傳感器用于檢測機殼鑄件,當機器人從鑄造機中取出機殼,放置在傳送帶首端時,傳感器檢測到機殼鑄件,發出信號延時啟動電機,傳送帶運轉,把機殼運輸到傳送帶末端,末端傳感器檢測到機殼鑄件到位,發出信號停止電機,等待第二工位機器人進行取件,把機殼搬離傳送帶。
3 程序設計(取件機器人程序設計)
3.1 取件機器人運動規劃
機器人取件應采用科學合理的運動方式,進行運動規劃,改善運動作業,避免工件在搬運過程中,因搬運手段不當,造成磕、碰、傷等問題,從而影響工件質量。
機器人取件的動作,可分解成為“抓取工件”、“移動工件”、“放下工件”等一系列子任務。可以進一步分解為“把機械手移到工件前方”、“移動機械手貼近工件”、“打開夾持器抓取工件”、“移動機械手運輸工件”等一系列動作。
3.2 程序編制
常見的程序編制方法有兩種:示教編程方法和離線編程方法。
離線編程需要創建一個完整的仿真環境,要對整個工作系統的所有設備進行三維建模并且按照實際的車間現場進行空間布局,過程復雜、工作量大。因此本次編程采用示教編程方法,由操作人員直接引導機器人運動,對機器人進行示教。程序分兩部分編制:(1)機器人從鑄造機中取出工件(如表1 所示);(2)機器人將工件放置傳送帶上(如表2 所示)。
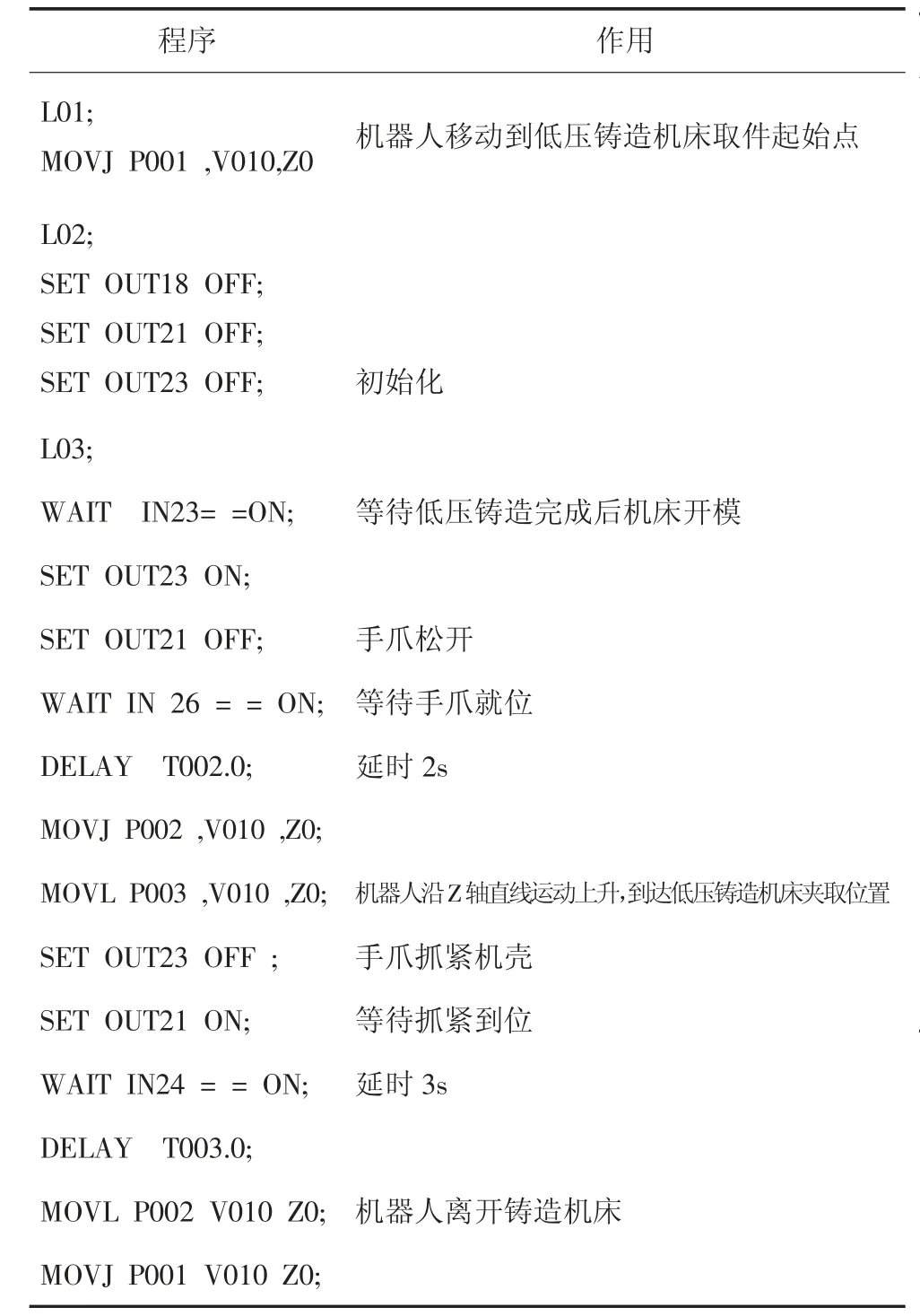
表1 取件程序
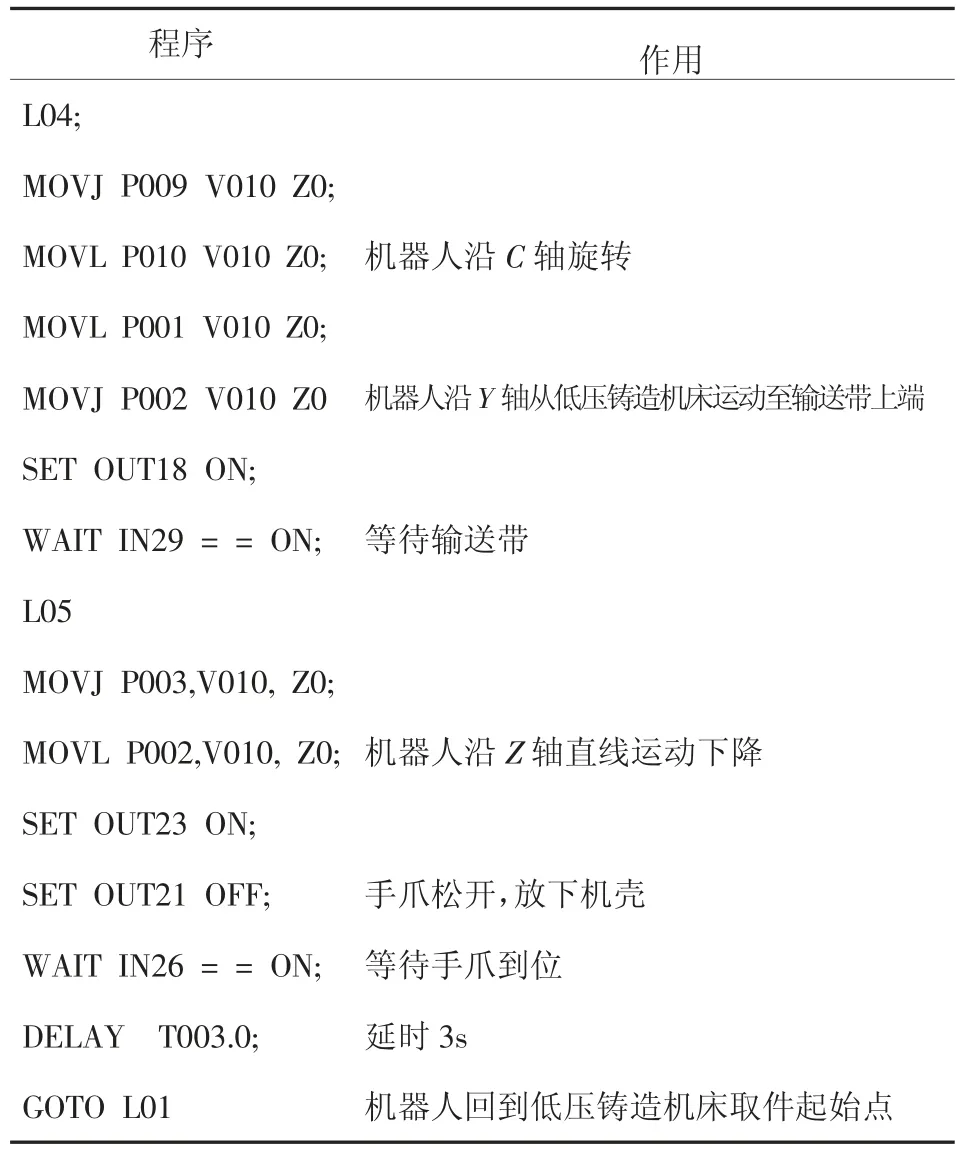
表2 送件程序
4 結語
為了解決新能源汽車電動機殼大且重,人工取件搬運效率低且危險的問題,本文設計了專門的鑄件自動取件系統,安裝了鑄件傳輸平臺,選用了合適的取件、搬運機器人,為電機機殼量身設計了專門的鉗夾式夾持器,保證了機器人手爪能有效的承受鑄件,保障了水冷機殼鑄件從低壓鑄造成型傳送到機加工區域過程的鑄件自動化取件和搬運任務;降低了企業的人工成本,解決了企業人工搬運鑄件時的安全隱患,提高了企業的生產效率。
