中小件造型線鉆孔機程序優化
2022-09-28 09:19:46何新田喬勝欽
中國鑄造裝備與技術 2022年5期
何新田,喬勝欽
(一拖(洛陽)鑄鍛有限公司,河南洛陽 471003)
0 引言
中小件造型線輥道系統包含1 臺銑澆口機、3臺鉆孔機和1 臺扎孔機,來滿足工藝需要。在生產過程中,帶有砂型的砂箱依次經過以上機器,對砂型進行加工:銑澆口機負責在砂型背面定位銑出合格的澆冒口,鉆孔機根據零件需要在砂型背面鉆出若干個排氣通道,最后由扎孔機從砂型正面貫穿排氣銷與鉆孔,達到澆注時排氣順暢的目的。以上五臺設備機器雖功能不盡相同,但定位方式基本類似,都是利用雙軸伺服電機對X、Y 軸實現定位,位移傳感器對Z 軸實現定位。在程序設計中,根據不同零件的工藝要求,每種零件的坐標參數都保存在上位機中,不同零件對應不同的坐標參數,方便生產時自由調取。每個設備根據當前加工的零件自動調用所需的坐標參數。
1 改造程序優化的動因
3 臺鉆孔機的坐標原參數設定是在控制室的上位機上以表格、數字形式顯示,在控制室的上位機上看到的全是數字,而實際鉆孔位置的二維數值在人腦里很難與上位機的數字參數進行相關聯。當需要修改某個坐標值時,尤其是鉆孔較多或數值較接近的情況,很難定位到正確的坐標上去。常常會因為理解上的偏差造成參數輸入錯誤。
3 臺鉆孔機的坐標參數都是獨立存儲和錄入的,當某臺鉆孔機發生故障時,這臺鉆孔機的數據不能被正常調用,需要人工將此設備的相關坐標參數輸入到其他2 臺鉆孔機中,此時會對造型線生產效率造成影響,同時有可能會給臨時參數與原始參數的存儲帶來混亂,非常不利于工藝參數一體化管理,長期會造成整個鉆孔機參數的混亂和重復。改造前的畫面如圖1所示。
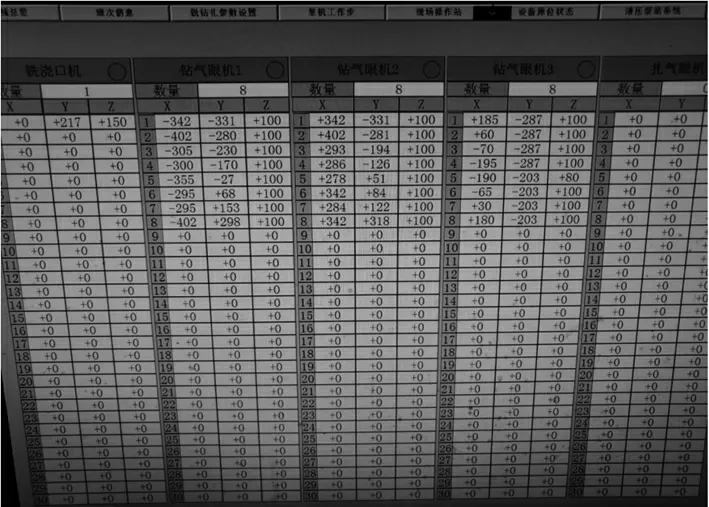
圖1 程序優化前上位機零件參數設置
2 改造目標
優化銑澆口、鉆孔機和扎孔機的參數程序,使坐標參數實現統一管理,并在上位機上顯示出效果圖。
2.1 程序優化方案
在上位機的電腦上安裝SQL 數據庫程序,創建3 個數據表,分別存儲銑澆口機、鉆孔機、扎孔機的參數,如圖2 所示。
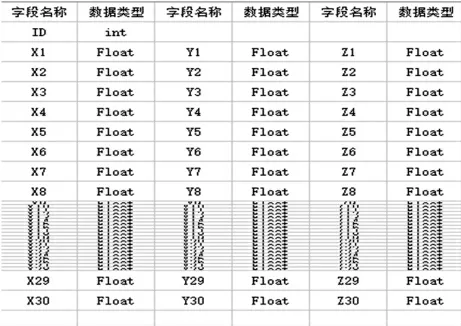
圖2 SQL 數據庫程序數據表
2.2 新增鉆孔效果圖畫面
在上位機的監控系統中新增獨立的鉆孔效果圖畫面,并創建一個矩形,矩形用來表示砂箱,矩形的長寬比例與砂箱尺寸一致。在進入畫面后,點擊按鈕觸發腳本函數,讀取數據庫中當前零件的坐標參數集,根據X、Y 值,在圖形的不同位置上顯示成正方形,用來表示鉆孔的實際位置。不同的鉆孔機用不同的顏色來區分。銑澆口只有一個坐標,所以使用橢圓形表示澆冒口的實際位置,如圖3 所示。
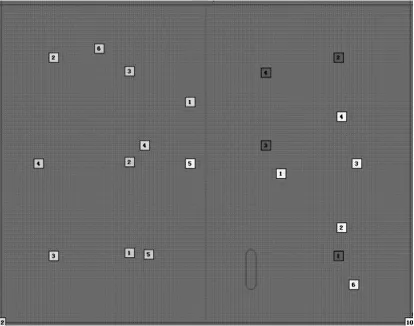
圖3 上位機新增的鉆孔效果圖
2.3 新增坐標修改窗口
生產中需要對其中某個鉆孔坐標進行校正、修改,因此需要為所有的正方形添加鼠標左鍵點擊事件,從而彈出參數修改窗口,如圖4 所示,窗口顯示后,讀取當前鉆孔坐標的數值并顯示在文本框中,修改數值后點擊確定按鈕,即可將數值寫入當前鉆孔坐標,并刷新正方形的位置。

圖4 新增坐標修改窗口
2.4 新增鉆孔排序功能
鉆孔機運行軌跡不合理會直接影響到整個造型線運行的節拍,如果鉆孔機的順序過于混亂,所需的時間就會很長,因此需要對鉆孔機的鉆孔順序進行優化排序。在這里使用排序規則,按照Y 軸坐標值由小到大的方式進行排序,在畫面中增加排序的按鈕,如圖5 所示。
圖5 新增鉆孔排序功能
2.5 新增鉆孔機參數分配功能
在實際生產中有可能出現某臺鉆孔機故障,此時需要將該鉆孔機的參數臨時分配給其他鉆孔機來保證生產的正常進行,因此需要增加鉆孔機參數自動分配功能,如圖6 所示。具體操作是:在所有的正方形添加鼠標右鍵點擊事件,彈出窗口,用來將原鉆孔機坐標分配給另一臺鉆孔機。分配完成后,刷新正方形的顏色。
圖6 新增鉆孔機參數分配功能
3 程序優化后的效果
通過對銑澆口機、鉆孔機、扎氣眼機程序優化,腳本編寫,畫面制作。實現了五臺機的坐標參數統一管理,精確分配,自動排序功能。以圖形顯示的方式直觀展示鉆孔的實際位置,方便了工人操作,節約參數調整時間。
4 結語
中小件分廠通過對銑澆口機、鉆孔機和扎孔機的程序優化,滿足了工藝需求,方便在生產過程中對參數進行精確修改,同時也提高了工藝設備的安全性。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
