基于半自動織樣機的凹凸立體織物設計與開發
2022-09-30 00:52:48林洪芹吳煥嶺甘露露嵇蓉蓉李何玥
毛紡科技 2022年9期
關鍵詞:效果
林洪芹,吳煥嶺,甘露露,劉 琰,嵇蓉蓉,李何玥
(鹽城工學院 紡織服裝學院,江蘇 鹽城 224051)
隨著科學技術的發展以及人們生活水平的提高,研發具有獨特功能或外觀的高附加值紡織品是企業提高市場競爭力的重要手段。具有三維立體結構的凹凸立體織物因能滿足消費者對時尚新穎的追求而深受喜愛。開發具有凹凸立體效果的織物無論是采用針織工藝還是機織工藝,其主要影響因素是原料種類與組織結構的選擇以及制作方法等。凹凸立體織物在制備方法上有很多選擇,如織造法[1]、后處理法[2]、填芯法[3]、回縮法[4]等,這些加工方法都能使織物具有凹凸效果。
為滿足個性家居裝飾和服用的需求,本文采用機織織造法,在半自動織樣機上開發并試織出了凹凸立體織物,使其具有獨特立體結構和凹凸起伏的外觀,其設計與加工方式對開發多種形式的凹凸立體織物有一定的借鑒作用。
1 凹凸立體織物設計思路
本系列凹凸立體織物研發靈感來源于大自然中秀美的石巖景觀[5-6],見圖1。受圖片中凹凸不平與層層排列的巖石層展現出的褶皺外觀啟發,利用凹凸感的蜂巢組織、凸條組織等在半自動織樣機上進行創新設計開發出系列織物。為使織物平紋組織部分有褶皺起泡外觀,在形成起泡效果的經紗(簡稱泡經)上懸掛重物,并將其用編織帶或其他繩線懸掛在最后一頁綜框上,使泡經的張力、送經量區別于其他位置的經紗張力、送經量,從而使織物呈現出規則且連續的凹凸效應。同時結合紗線色彩的搭配,使織成的織物外形美觀、凹凸性較強、色澤柔和豐滿。
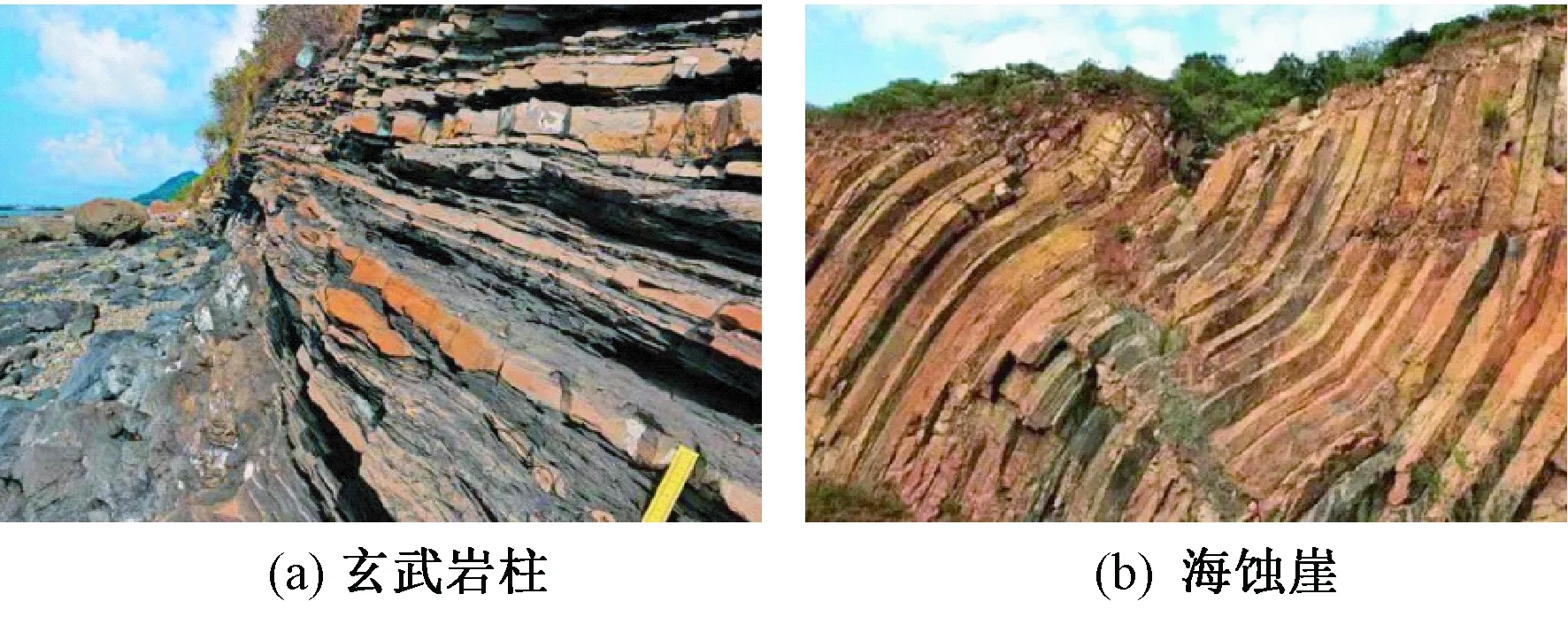
圖1 創意靈感來源Fig.1 Source of creative inspiration.(a) Basalt columns;(b)Marin rock
2 凹凸立體織物設計及試織
2.1 紗線原料的選擇
棉纖維的吸濕性與保暖性較好,但其織物易皺、易變形和縮水;滌綸強度高,耐磨性和彈性較好。因所設計的凹凸立體織物主要應用在服裝和家紡裝飾紡織品上,且在織造過程中為了使織物的部分位置有起泡效果需多次調整張力,因此,織造時對紗線的耐磨性和斷裂強度要求較高,故選用結合了棉纖維和滌綸優點的滌/棉混紡紗線來開發凹凸立體織物,使織物斷裂強度高、耐磨性能好、縮水率低,手感硬挺適中且不易折皺等。
2.2 組織設計
凹凸立體織物的組織是采用凸條組織、蜂巢組織、菱形變化斜紋組織與平紋組織組合設計的復雜組織。通過不同組織結構和不同顏色經緯紗的搭配,即可設計開發出具有不同外觀效果的系列化產品。本文試織了4種不同花色效果的織物,現以其中一款織物為例(編號為1#)介紹具體制備工藝,其他3款織物(分別編號為2#、3#、4#)設計與加工方法類同1#織物,本文不再具體介紹。1#織物的上機圖如圖2所示。織物的布邊采用平紋組織。
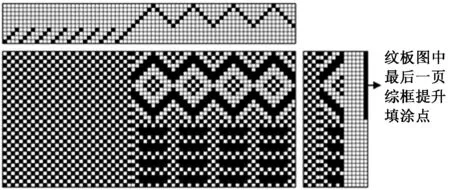
圖2 1#織物的上機圖Fig.2 Looming draft of fabric 1#
2.3 上機織造
2.3.1 工藝參數設計
以1#織物為例,凹凸立體織物經緯紗線均采用線密度為28 tex×2的滌/棉(65/35)混紡紗線。經紗選用2種顏色:乳白色(A)和金黃色(B);緯紗也采用2種顏色:淺咖色(C)和墨綠色(D)。經紗排列為32A41B,緯紗排列為17C17D。織機為SGA598型半自動織樣機(江陰市通源紡機有限公司)。織物的總經根數為362根,穿綜采用照圖穿法;鋼筘筘號為100齒/(10 cm),經紗的每筘齒穿入數為2;上機幅寬為15.6 cm,下機幅寬為15.3 cm;上機平均經、緯密分別為232、210根/(10 cm),下機平均經、緯密分別為237、228根/(10 cm)。
2.3.2 經紗的送經量及其張力控制
試織凹凸立體織物時,因泡經和地經張力相差比較大,需對半自動織樣機進行人工改造達到“雙軸”織造效果[7]。試織時在泡經尾部懸掛重物,并將完成穿綜的泡經用編織帶懸掛在織樣機最后一頁空綜框的上橫梁。在織造起泡位置的過程中,通過調節懸掛重物質量和最后一頁綜框的提升,配合旋轉手輪,使泡經張力小于其他經紗張力,送經量大于其他經紗的送經量,從而織造出規則且連續的凹凸立體織物[8-10]。以1#織物的紋板圖為例,圖2右側最后一頁綜框對應的紋板圖上有連續填涂黑點,表示綜框在引緯時被提升,懸掛適當質量重物的泡經也相應被提起,泡經送經量大于其他經紗;而沒有填涂黑點標記處,表示綜框在織造過程中不被提升,泡經在懸掛重物的適當重力作用下正常織造(調節重物質量使泡經和其他經紗送經量一樣)。因組織結構選擇的不同和經紗織縮率的差異,泡經在紋板圖中最后一頁綜框提升填涂點縱向長度和位置不同,以及懸掛重物的質量等多種因素,所得織物起泡部分凹凸造型的長短、形態、高低有一定差異,從而使織物立體花型圖案造型各有魅力,試織的4款織物的外觀照片見圖3。
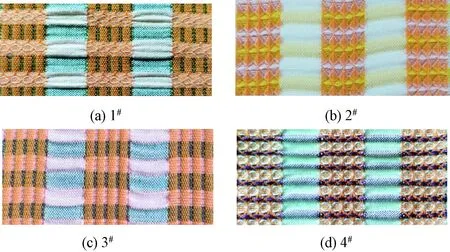
圖3 織物外觀照片Fig.3 Photos of fabric appearance
2.3.3 紗線色彩的選配
根據市場的需求和色彩流行趨勢,該系列產品經紗選用乳白色和金黃色滌/棉混紡紗線;緯紗分別選用不同深色和淺色2種滌/棉混紡紗線,且各按一定的比例排列與經紗相互交織。利用深淺色的緯紗搭配和不同組織結構的配合使織物更富有層次感與立體感[11]。以4#織物為例,采用2種織造方法試織形成了2種外觀效果,實物照片見圖4。其中:圖4(a)為采用正常方法織造的4#織物外觀照片,即采用單軸織造,經紗采用常規方法進行綁把,緯紗選擇深紫色和淺藍色2種紗線,可從視覺上看出織物平整的平紋部分稍有層次感;圖4(b)為采用改進方法織造的4#織物外觀照片,即采用雙軸織造,并通過懸掛經紗、加減泡經上懸掛物質量的方法,使織物的平紋部分具有褶皺起泡效果,也因緯紗采用深紫色和淺藍色紗線交替與經紗交織,在一定程度上又從視覺上加強了織物平紋部分起泡處的凹凸立體效果。
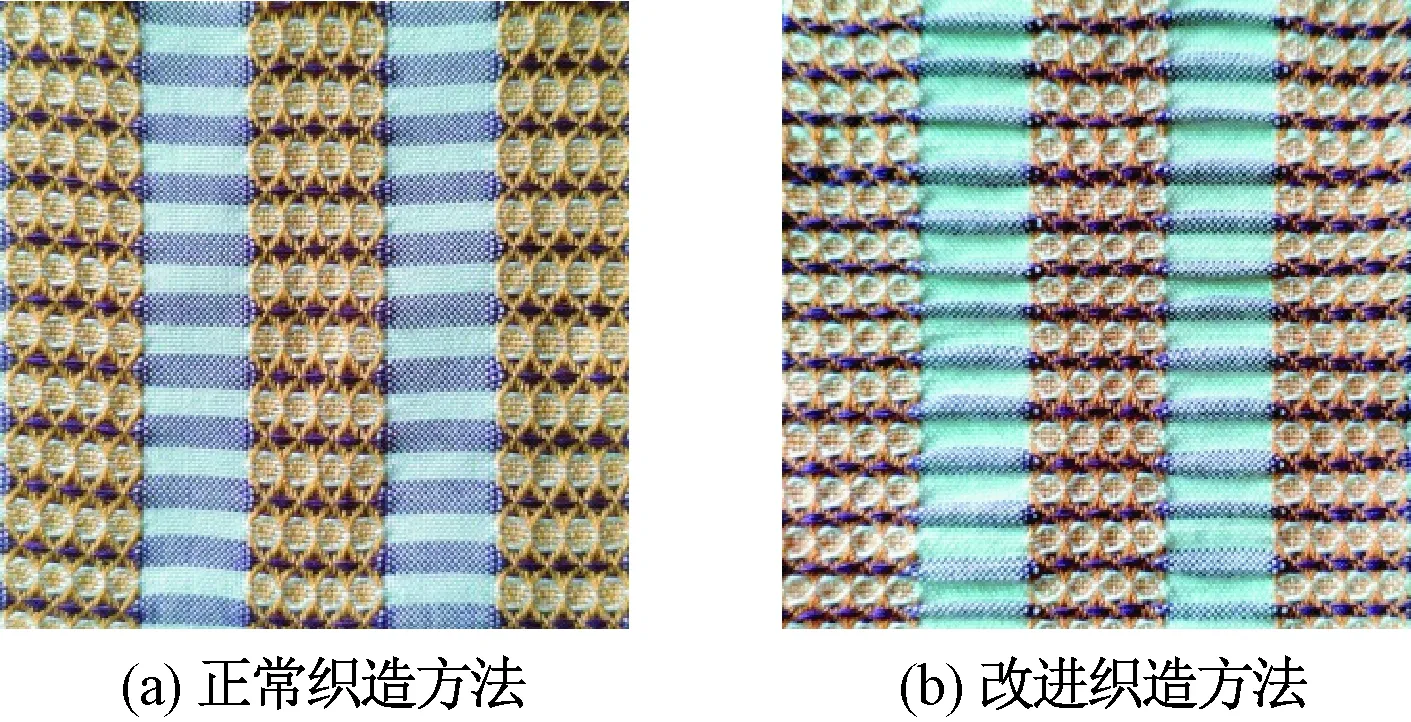
圖4 4#織物外觀照片Fig.4 Photos of fabric 4# appearance. (a) Normal weaving method; (b) Improve weaving method
3 產品風格特點及其應用
本文產品選用凸條組織、蜂巢組織、菱形變化斜紋組織等與平紋組織進行不同組合,在改造的半自動織樣機上采用“雙軸”織造,泡經通過懸掛重物(織造過程中依據經驗增減質量)和最后一頁綜框調節張力,并利用紋板圖操控最后一頁綜框提升或不提升,達到對泡經送經量的控制。通過增減懸掛重物的質量和旋轉送經手輪等方法共同控制泡經和其他經紗的上機張力,從而使織物呈現出規則且連續的凹凸效應,同時巧妙結合紗線色彩豐富多變和深淺色的搭配,在視覺上進一步加強織物的皺褶凹凸效果。此產品既時尚又有個性,符合當前面料的流行趨勢,在市場上更具有競爭優勢,主要適合做各類春秋女裝、套裝、裙裝等服用紡織品,也可制作抱枕、沙發套等家紡裝飾紡織品。產品應用于馬甲、抱枕的效果模擬圖見圖5。
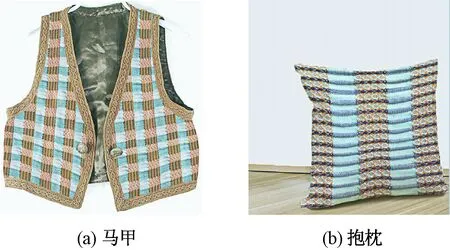
圖5 產品應用效果模擬圖Fig.5 Simulation diagram of product application effect.(a)Waistcoat;(b)Pillow
4 結束語
借助改造的半自動織樣機創新開發了具有凹凸外觀效果的織物。織造時采用“雙軸”織造,用綜框提升、變化懸掛重物質量等方法控制平紋部分經紗送經量,實現起泡效果。織造過程中,經紗上機張力、送經量以及打緯力要控制適當,否則會造成起泡大小不勻。
平紋區起泡造型長短、形態、高低與產品選用的組織、平紋起泡經紗選擇的紋板圖中最后一頁綜框連續提升的次數和位置、懸掛物的質量等多種因素有關。
結合不同的織物組織與上機織造工藝并配合不同色紗,可突破傳統織物平整的布面效果,更好地顯示織物凹凸效果,提高產品的檔次和附加值,滿足市場需求,給消費者以個性和美的享受。這類產品無論是在服用方面還是在裝飾用方面都有較好應用前景。
由于織造時需對半自動織樣機加裝橫桿,達到雙軸的織造效果,并需人工控制經紗張力和送經量等,對織造人員的經驗要求高,成為開發這類織物的技術難點,故要批量生產需對織造時的地經停送、停卷機構的運動、不同經紗送經量和張力調節等進行精準控制配合,與在半自動織樣機上織造還有較大差異。本文介紹的織物設計思路和開發經驗,對在半自動織樣機上研發新產品具有一定的指導意義。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11