200/50-10 6.50F M2高性能叉車充氣式實心橡膠輪胎的設計
2022-09-30 04:28:14宋國星孔延坤
輪胎工業 2022年9期
關鍵詞:設計
宋國星,孔延坤
[特瑞堡輪胎工業(河北)有限公司,河北 邢臺 054000]
叉車使用極為廣泛,尤其在港口碼頭是主力車輛,工廠的貨物搬運都必不可少地使用叉車。據中國叉車后市場聯合會統計,叉車市場保有量不少于260萬臺,輪胎使用更換周期在8個月左右,輪胎需求量很大。充氣輪胎因需要經常維護充氣壓力、抗刺扎性能差和壽命短等造成維修維護費用高,因此我公司設計了M2系列叉車專用充氣式實心橡膠輪胎。現以200/50-10 6.50F M2高性能叉車充氣式實心橡膠輪胎為例,介紹產品的設計情況。
1 技術要求
為使輪胎在中國市場和國外市場能夠通用,根據GB/T 10823—2020《充氣輪胎輪輞實心輪胎規格、尺寸與負荷》和歐洲輪胎輪輞技術組織標 準ETRTO—2020,200/50-10 6.50F M2高性能叉車充氣式實心橡膠輪胎主要技術參數確定為:標準輪輞 6.50F-10,充氣外直徑(D′) 456(453~462) mm,充氣斷面寬(B′) 200 (197~205) mm,行駛速度為10 km·h-1時標準負荷 2 910 kg。
2 結構設計
2.1 外直徑(D)和斷面寬(B)
D和B是輪胎承載能力和成本的基礎性數據,通過采集大量同類產品數據、走訪叉車市場、了解競品輪胎數據和輪胎損壞類型,應用充氣式實心橡膠輪胎設計仿真軟件,通過輸入不同膠料性能及不同D和B等參數值,選取最優的D和B值。本次設計D取460.2 mm,B取203 mm,輪胎外直徑收縮率(D′/D)為0.991,斷面寬收縮率(B′/B)為0.985。
2.2 行駛面寬度(b)和弧度高(h)
b和h是決定胎冠形狀的主要參數,合理取值對輪胎的牽引性能、接地性能和耐偏磨性能影響很大。由于叉車在載貨時速度較低、空車返回時速度在15 km·h-1以上,充氣式實心橡膠輪胎變形較小,要求輪胎具有較高的牽引性能和通過性。適當增大b,可以增大接地面積,減小單位面積接地壓力,提高輪胎的抗切割性能和行駛安全性。b的確定以參考輪輞寬度(Rm)為基礎,一般情況下,對于508 mm(20英寸)以下輪胎,b=Rm±16 mm;對于508 mm(20英寸)以上輪胎,b=Rm±33 mm。然后結合實際路況確定具體數值,在較好路況條件下,b取值較小,在較差和惡劣路況條件、速度較低時,b取值較大。
h的取值與b值相關聯,b值較大時,相應h值較大。同時h取值必須考慮與行駛面弧度半徑、防擦線部位寬度和斷面高(H)的協調配合關系。本次設計b取177.6 mm,h取3.86 mm,b/B為0.875,h/H為0.035 7,胎面冠部一般采用一段弧線加直線結構[1-3]。
2.3 胎圈著合直徑(d)和著合寬度(C)
根據GB/T 12939—2020《工業車輛輪輞規格系列》中6.50F-10平底5°輪輞曲線設計胎圈寬度。由于輪胎裝配于平底輪輞,因此胎圈必須與輪輞緊密配合,保證輪胎行駛時不打滑,且裝卸方便。本次設計采用過盈配合,標準輪輞直徑為253.2 mm,d取245 mm,保證輪胎與輪輞緊密配合。此外,合理設計輪緣高度和胎圈配合部位的半徑,使胎圈部位曲線與輪緣曲線吻合,起到保護輪緣的作用,標準輪輞寬度為165 mm,本次設計C取172 mm[4]。
2.4 斷面水平軸位置(H1/H2)
為了擴大輪胎的使用范圍,通過更換模具STD(適用于標準輪輞)鋼圈和LOC(適用于無鎖圈充氣式實心輪胎輪輞)鋼圈,實現生產兩種充氣式實心橡膠輪胎。本次設計STD和LOC輪胎的H1和H2取值是一致的。
H1/H2的取值對輪胎整體性能影響很大,根據輪胎的使用條件、應力分布情況及輪廓扁平的結構特點,為避免輪胎中間層膠料生熱過大,H1/H2的取值結合耐磨層、中間層和基部膠的分布、變形、生熱和受力特點,本次設計H1取48.11 mm,H2取59.49 mm,H1/H2為0.809,輪胎斷面輪廓如圖1所示。
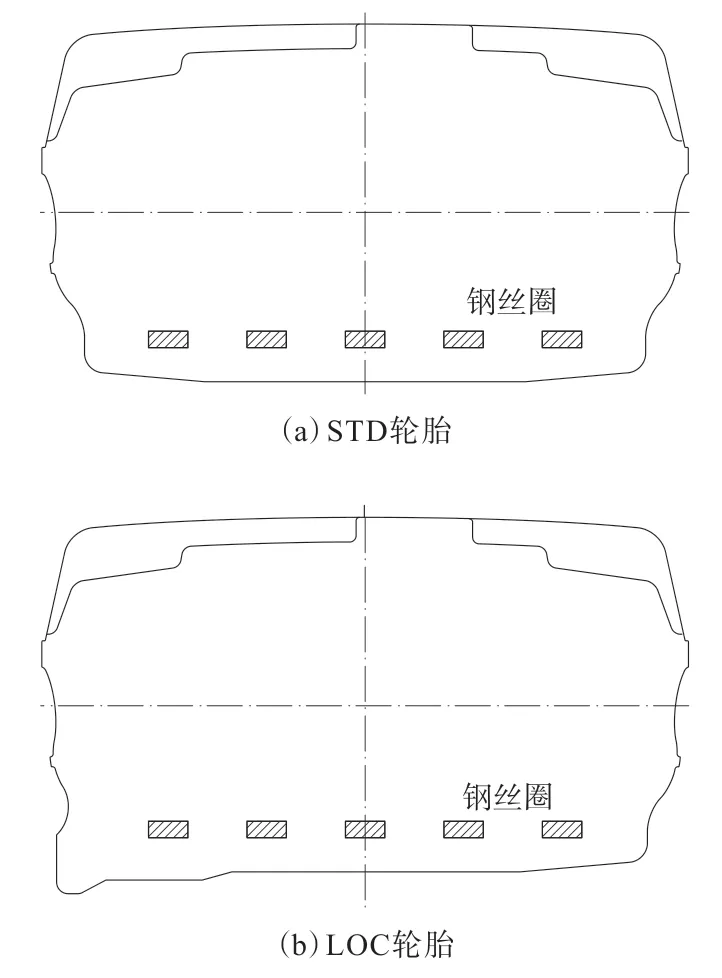
圖1 輪胎斷面輪廓示意
2.5 胎面花紋
胎面花紋設計不僅關系到輪胎使用性能的發揮,更能提升輪胎的外觀美感。叉車既在良好路面行駛,又在苛刻的建筑工地、松土路、砂地上行駛,要求輪胎胎面具有良好的抗刺扎性能、自潔性能、牽引性能和散熱性能。因此本次設計采取M2型大塊狀花紋設計,每個花紋塊角度均采用較大圓弧進行過渡連接,花紋溝采取變角度過渡,以提高胎面自潔性能,有效減少輪胎崩花掉塊問題發生。M2型花紋設計可以減小花紋塊滑移,增大花紋塊接地面積,有利于冠部受力時胎冠膠(耐磨膠)與中間膠(應力緩沖膠)層的粘合和應力過渡,同時也提高了輪胎的耐磨性能。本次設計花紋深度取值為:冠中 7.5 mm,冠部1/3處 10 mm,肩部過渡處 15 mm,充分考慮到輪胎應力應變和散熱的需要,花紋飽和度為77.6%,花紋周節數為 12。
胎面花紋展開圖和UG軟件立體效果圖分別如圖2和3所示[5]。
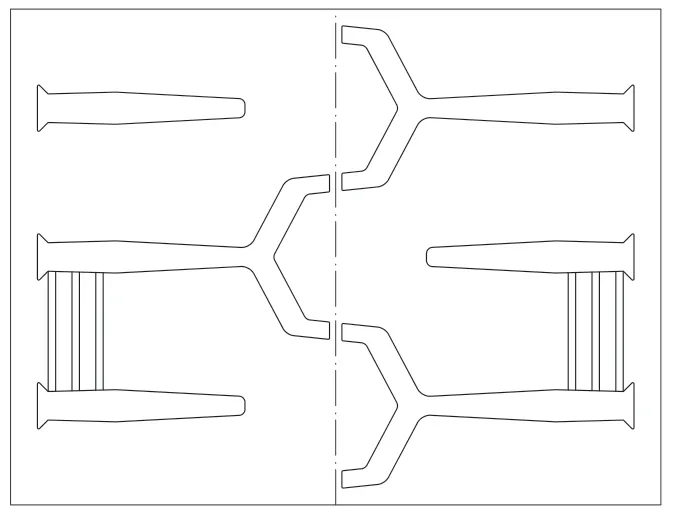
圖2 胎面花紋展開示意

圖3 輪胎花紋立體效果
3 施工設計
3.1 膠料配方及分布結構
輪胎采用全分層結構,分別是耐磨層、中間層和基部膠。胎面膠(耐磨層)采用高耐磨性能、低滾動阻力的天然橡膠(NR)/順丁橡膠(BR)并用膠優化配方,以提高輪胎的耐磨性能和抗刺扎性能。中間層也采用低生熱的NR/BR并用膠優化配方,使用導熱性能好的活性氧化鋅等助劑,達到接受和傳導應力快、低生熱、高散熱的性能要求。基部膠采用NR/BR/丁苯橡膠并用膠優化配方,邵爾A型硬度控制在70度,既滿足與輪輞配合的硬度要求,又避免因膠料過硬脆性增大,使胎圈部位具有足夠的剛性。根據同類產品設計經驗,結合競品輪胎性能分析和輪胎使用損壞形式,應用充氣式實心橡膠輪胎設計仿真軟件進行分析,選取合理的膠料配方設計。M2型輪胎膠料分布如圖4所示[6-8]。
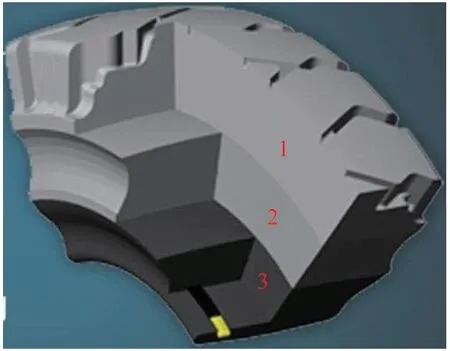
圖4 M2型輪胎膠料分布示意
國內廠家為節約成本,多采用胎面膠+混有短纖維的基部膠構成,在基部膠中加入鋼筋圈,以提高基部剛性,減小基部變形,硫化后,胎面、短纖維基部胎芯和基部膠的邵爾A型硬度分別為65,72和84度,質量比一般控制在35/40/25。這種結構輪胎剛性較大,適合支架平臺車在速度8 km·h-1以下使用,否則生熱較大,易從鋼筋圈底部或側部中間起泡,應根據車型和使用環境設計性價比最合理的輪胎。
國外為提高輪胎負荷和應力分散能力研發的新產品在耐磨層與中間層、中間層與基部膠接觸部位使用2層中間帶有膠片的930dtex/2錦綸6浸膠簾布,分布級差為15~40 mm,極大地避免了花紋溝裂口和使用中期脫層爆胎問題,同時對膠料設計提出了新要求[9]。
根據冠部應力分散情況,930dtex/2錦綸6浸膠簾布角度在2°~35°分布范圍內調整取值,膠料配方設計必須使用AS MK400 PS抗靜電劑等助劑。簾布的應力應變和彈性模量與上下層膠料有所區別,可以起到過渡層的作用。這種設計多在礦用實心橡膠輪胎中探索使用,其極大適應實心橡膠輪胎低速高載的特性,同時通過胎側曲線設計和增加應力減震孔延長輪胎在突破行駛速度20 km·h-1時的連續使用時間和運行距離。
3.2 鋼絲圈
利用輪胎理論設計公式合理選取鋼絲圈的過盈力、總壓力及安全倍數[4]。
鋼絲圈采用符合GB/T 1445—2020《胎圈用鋼絲》的Φ1.0 mm回火鍍銅胎圈鋼絲,鋼絲圈結構為7×4,鋼絲圈數量為5個,鋼絲圈內直徑取269 mm,鋼絲總數量為140根,鋼絲圈安全倍數大于5.9,以保證胎圈部位具有足夠的強度和剛性。鋼絲圈采取扁平化設計,有利于增大與輪輞的受力面積,發揮輪胎行駛過程中鋼絲圈的彈性作用,減小應力集中生熱,其排列方式見圖1。
3.3 成型
(1)成型機頭直徑。成型機頭直徑根據d而定,一般情況下,對于381 mm(15英寸)以下輪胎,成型機頭直徑比d大2~4 mm;對于381 mm(15英寸)以上輪胎,成型機頭直徑比d大5~7 mm,以便于裝模硫化。本次設計d為245 mm,成型機頭直徑確定為251 mm,機頭寬度可根據輪胎B取值,成型機頭寬度=B+(50~150) mm,本次設計成型機頭寬度確定為300 mm。
(2)成型方式。考慮到實心輪胎膠料硬度高、自粘性較差,為提高膠層間的粘合性能,應控制膠料在開煉機上的粗煉和細煉工藝,下片調整到施工要求的厚度和寬度,使用貼輥式成型機纏取到指定厚度,利用成型機轉輥貼合到開煉機轉輥上產生的壓力壓實膠片,再利用兩個轉輥的轉速比不同,使膠片產生一定的張力,排除氣體,壓實膠片,同時在一定的混煉溫度下可利用膠片的自然收縮使膠層之間粘合緊密,確保成品輪胎在高負荷下使用不脫層。
(3)鋼絲圈制作。鋼絲圈直徑等于成型機頭直徑+第1層基部膠的厚度+2~3 mm,本輪胎鋼絲圈直徑取269 mm,使用公司自制的SX10-15LCX型成型機成型。
使用鋼絲圈省去了在實心輪胎制作中鋼筋圈涂刷開姆洛克的工藝,鋼絲圈本身帶有專用509鋼絲膠,加強了與基部膠的粘合強度,充分發揮了鋼絲圈彈性好的特性,鋼絲圈制作是實心輪胎生產中的重要工藝,鋼絲圈制作包括以下步驟:鋼絲導開、調直、擦拭清洗、電預熱、擠出和覆膠、冷卻、盤卷成形、裁斷、覆隔離粉。覆隔離粉通過覆粉輸送裝置完成,以防止覆膠成型后鋼絲圈發生粘連。鋼絲圈尺寸應符合施工要求,無噴霜、拔絲、露銅、雜質、粘連,存放溫度不高于45 ℃,新生產的鋼絲圈停放4 h后才允許使用,最長停放時間不超過72 h,并按先后順序使用,需要合理安排生產計劃,避免造成浪費。
3.4 硫化
采用600 t熱板式硫化機硫化輪胎,硫化條件為:熱板溫度 131~137 ℃,合模壓力 (30±5) t,硫化前15 min為升溫階段,溫度由110 ℃升至 137 ℃,中間為正硫化階段,溫度為131~137 ℃,后10 min是降溫階段,溫度為137~120 ℃,總硫化時間為195 min,裝模后合模次數不少于2次,余膠應及時清理干凈。
4 成品性能
4.1 外緣尺寸
安裝于STD和LOC輪輞輪胎各1條,因為實心輪胎散熱較慢,試驗后至少停放72 h再進行測量,其他條件和方法按照GB/T 10824—2020選取,測量D′為460~461 mm,B′為198~201mm,符合設計標準要求。
4.2 物理性能
成品輪胎物理性能測試結果如表1所示。
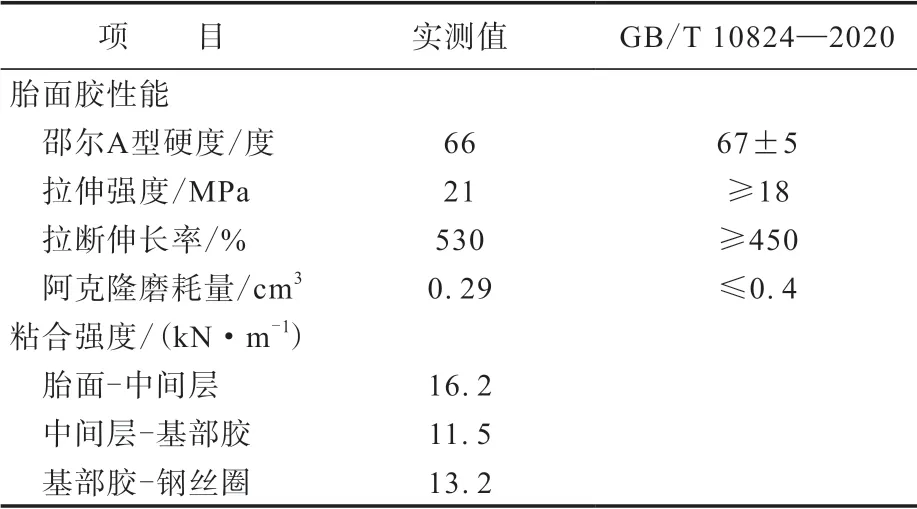
表1 成品輪胎物理性能測試結果
從表1可以看出,成品輪胎的物理性能達到國家標準要求。
4.3 靜負荷性能
按照GB/T 10824—2020進行成品輪胎靜負荷試驗,試驗輪胎硫化后停放72 h以上,其中包括至少在GB/T 2941—2006規定的標準試驗環境下停放24 h以上,輪胎外觀質量符合HG/T 2177—2011的要求,試驗結果如表2所示。

表2 成品輪胎靜負荷性能試驗結果
從表2可以看出,輪胎受力平穩均勻,同時兼顧剛性和彈性的要求,在行駛時既可減小阻力,又滿足輪胎抓著性能的需要,符合國家標準要求。
4.4 耐久性能
按照GB/T 10824—2020進行成品輪胎耐久性試驗,試驗條件為:室溫 (25±5) ℃,輪胎停放時間 ≥72 h,試驗負荷基準為GB/T 10823—2020中規定的平衡重式叉車在速度10 km·h-1下的驅動輪負荷2 910 kg,試驗轉鼓的表面線速度為10 km·h-1。完成國家標準規定的程序后,每1 h負荷增加10%繼續試驗,每1 h測量一次輪胎測溫孔底部溫度,直至輪胎損壞為止,成品輪胎耐久性試驗結果如表3所示。
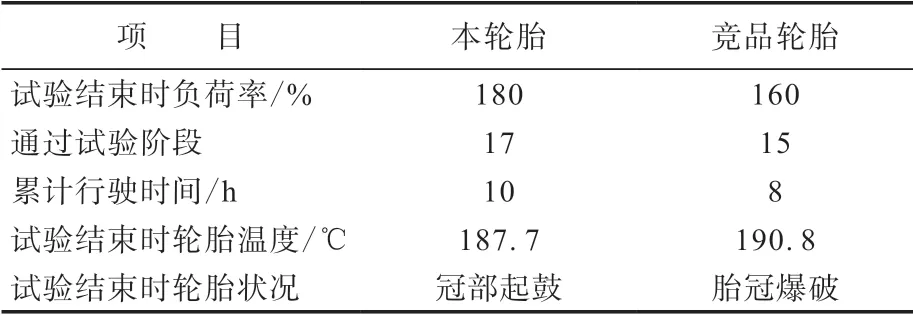
表3 成品輪胎耐久性試驗結果
從表3可以看出,輪胎耐久性能良好并優于競品輪胎,符合國家標準要求。
5 結語
200/50-10 6.50F M2高性能叉車充氣式實心橡膠輪胎的各項性能均達到設計要求,耐磨性能好,使用壽命長,抗刺扎性能好,維護成本低。
以本輪胎為代表的M2系列充氣式實心橡膠輪胎共18個規格已經批量生產5年,產品自投放市場以來,深受國內外用戶青睞和認可,產品供不應求,批量生產質量穩定,取得了很好的經濟和社會效益。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04