3D掃描技術(shù)在輪胎模具檢測中的應(yīng)用
2022-09-30 04:28:24吳月仙程麗娜吳東霞李海波
輪胎工業(yè) 2022年9期
關(guān)鍵詞:檢測
吳月仙,李 華,張 敏,程麗娜,吳東霞,李海波
(中策橡膠集團(tuán)股份有限公司,浙江 杭州 310018)
輪胎的外觀、安全性、用戶體驗(yàn)及使用壽命等重要性能在很大程度上與其表面花紋密切相關(guān),而輪胎模具作為輪胎花紋成型的關(guān)鍵部件,其尺寸精度直接決定輪胎的精度,對輪胎使用性能具有重要影響[1-2]。目前,輪胎模具花紋塊的檢測仍然停留在人工階段,檢測人員利用傳統(tǒng)量具如輪廓儀、游標(biāo)卡尺等分別對花紋塊成型表面關(guān)鍵特征的幾何尺寸進(jìn)行測量。但是由于測量點(diǎn)位有限,只能靠以點(diǎn)代面的方法來判斷花紋塊的整體精度,無法直觀地表達(dá)花紋塊各特征面的準(zhǔn)確變形情況,精度無法得到保證,不能很好地指導(dǎo)模具檢測工作,同時(shí)受個(gè)人經(jīng)驗(yàn)和工具使用方法的影響,無法形成模具檢測的統(tǒng)一標(biāo)準(zhǔn)和規(guī)范,這種方法已經(jīng)無法滿足目前輪胎模具的檢測要求。3D掃描技術(shù)因具有非接觸性、高精度和高效率等優(yōu)勢,近年來在軌道交通建設(shè)、建筑測繪和輪胎花紋檢測等領(lǐng)域都有廣泛的應(yīng)用。汪玉華等[3]利用三維激光掃描技術(shù)實(shí)現(xiàn)了對盾構(gòu)管片模具的全方位檢測,不僅提高了模具檢測精度,還為模具制定了三維掃描檢測標(biāo)準(zhǔn),從而保證了生產(chǎn)管片的尺寸精度。羅洪軍等[4]將三維掃描技術(shù)應(yīng)用于建筑測繪工作,有效提升了測繪的效率和精度。鄒付群等[5]應(yīng)用三維激光掃描技術(shù)對輪胎花紋進(jìn)行了檢測,為輪胎花紋檢測提供了更高效、精準(zhǔn)的方法。
3D掃描技術(shù)還可應(yīng)用到輪胎模具制造過程,利用三維掃描設(shè)備對輪胎進(jìn)行掃描,通過采集輪胎表面的點(diǎn)云數(shù)據(jù),對其進(jìn)行包括投影、體素化、轉(zhuǎn)化為深度圖等處理逆向設(shè)計(jì)出高精度輪胎三維模型,由此正向設(shè)計(jì)出輪胎花紋塊模具[6-10]。3D掃描技術(shù)也經(jīng)常應(yīng)用到輪胎模具驗(yàn)收及檢測中,將掃描的點(diǎn)云數(shù)據(jù)模型和模具加工原始3D數(shù)字化模型圖進(jìn)行對比,實(shí)現(xiàn)對模具整體偏差、重要截面以及尺寸精度的檢測,提高輪胎模具驗(yàn)收/檢測精度及效率,為模具制造質(zhì)量及日常維護(hù)保養(yǎng)提供標(biāo)準(zhǔn)依據(jù)[11-12]。
本研究以輪胎活絡(luò)模具花紋塊為例,利用手持式3D掃描儀快速獲取花紋塊成型表面的點(diǎn)云數(shù)據(jù),在Geomagic Qualify軟件中進(jìn)行點(diǎn)云數(shù)據(jù)處理及數(shù)字化模型擬合對比,實(shí)現(xiàn)高效率、高精度的模具檢測。
1 設(shè)備選擇
掃描儀按掃描方式分為3種:點(diǎn)掃描、線掃描、面掃描。從不同掃描方式適用的掃描對象和業(yè)務(wù)范圍對比,線掃描方式精度高、速度快,且設(shè)備便攜性好,從而優(yōu)選線掃描設(shè)備。線掃描儀品牌眾多,市場上口碑較好、應(yīng)用較多的線掃描儀有加拿大形創(chuàng)公司、瑞典H公司和美國F公司的產(chǎn)品等。考慮工作現(xiàn)場的適應(yīng)性和價(jià)格等因素,從上述3個(gè)產(chǎn)品中各選擇1個(gè)便攜式掃描儀進(jìn)行實(shí)測對比,掃描內(nèi)容為輪胎局部和模具塊(含鋼片),評價(jià)項(xiàng)目主要為易用性(掃描準(zhǔn)備)、掃描速度、掃描效果(精度、分辨度、鋼片細(xì)節(jié)呈現(xiàn)、數(shù)據(jù)對比等),掃描結(jié)果如圖1—3所示。
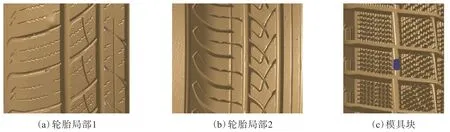
圖1 形創(chuàng)掃描儀掃描結(jié)果

圖2 H公司掃描儀掃描結(jié)果

圖3 F公司掃描儀掃描結(jié)果
(1)速 度 評 價(jià)。形 創(chuàng)(型 號(hào)HandySCAN 700TM)和H公司掃描儀掃描時(shí)間約為5 min,需對被測產(chǎn)品進(jìn)行貼點(diǎn)。先掃描標(biāo)準(zhǔn)貼點(diǎn)板,然后掃描貼點(diǎn)產(chǎn)品,可隨意移動(dòng)被測產(chǎn)品;F公司掃描儀掃描時(shí)間約為2 min,首先采用標(biāo)準(zhǔn)件確定空間坐標(biāo),然后直接掃描被測產(chǎn)品,通過掃描儀關(guān)節(jié)臂調(diào)整掃描視角,關(guān)節(jié)臂調(diào)整不方便。
(2)精度評價(jià)。形創(chuàng)掃描儀精度滿足要求,鋼片清晰可見;H公司掃描儀精度不足,鋼片模糊,視覺效果差;F公司掃描儀鋼片數(shù)據(jù)存在少量缺失,通過關(guān)節(jié)臂調(diào)整掃描視角補(bǔ)全數(shù)據(jù)。
從掃描結(jié)果分析可見:在易用性方面,形創(chuàng)和H公司掃描儀需要先貼點(diǎn),并進(jìn)行30 s掃描板校準(zhǔn),幾乎在任何環(huán)境均可掃描;F公司掃描儀則需裝配掃描設(shè)備,安裝磁力卡座,對掃描環(huán)境要求相對較高;在掃描速度方面,形創(chuàng)和H公司掃描儀掃描速度一致,F(xiàn)公司掃描儀掃描最快;在掃描效果方面,形創(chuàng)掃描儀的掃描精度最高,F(xiàn)公司掃描儀的掃描精度最低。F公司掃描儀掃描快但掃描精度低,調(diào)整角度補(bǔ)掃鋼片數(shù)據(jù)時(shí)掃描臂調(diào)整非常不 方便。
鑒于花紋塊檢測精度和設(shè)備使用便攜性的要求,最終選擇形創(chuàng)HandySCAN 700TM型手持式3D掃描儀作為此次研究的掃描設(shè)備。
2 掃描過程
2.1 掃描準(zhǔn)備
(1)校準(zhǔn)。為確保良好的數(shù)據(jù)質(zhì)量,在每個(gè)項(xiàng)目開始前都應(yīng)當(dāng)進(jìn)行校準(zhǔn),如圖4所示。校準(zhǔn)時(shí),掃描儀必須指向校準(zhǔn)板中心,即藍(lán)色圓圈所示的位置,通過調(diào)整掃描儀距離校準(zhǔn)板的高度和相對方向,使紅線對齊到綠色矩形內(nèi),至軟件界面顯示“校準(zhǔn)完成”,完成校準(zhǔn)工作。
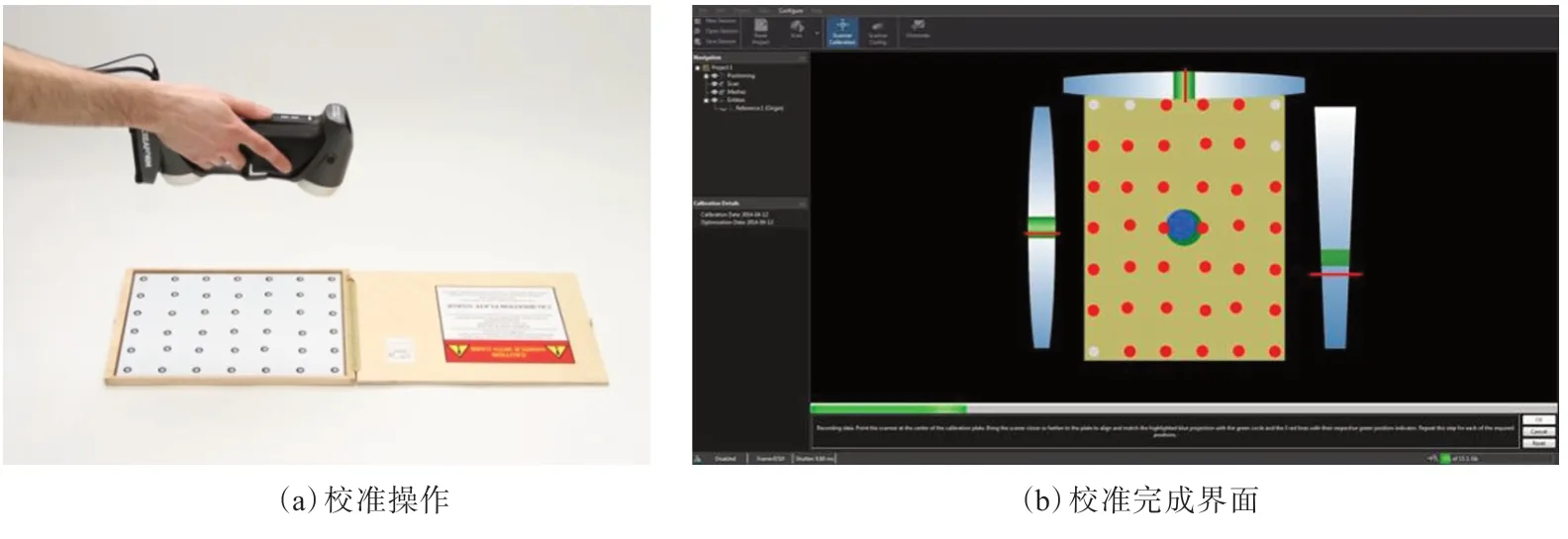
圖4 掃描儀校準(zhǔn)示意
(2)配置。根據(jù)待掃描對象體積、掃描精度要求和掃描存儲(chǔ)點(diǎn)云文件大小等配置對應(yīng)的掃描參數(shù)。本次花紋塊模具掃描選取自動(dòng)配置模式,將掃描儀的激光線平鋪在對象表面上,直至軟件平臺(tái)上“優(yōu)化參數(shù)信息”提示消失,應(yīng)用并單擊“確定”即配置完成。
(3)標(biāo)點(diǎn)。在掃描對象上定位標(biāo)點(diǎn),標(biāo)點(diǎn)間距在20~100 mm之間,根據(jù)掃描對象幾何特征曲率變化程度及掃描精度要求,適當(dāng)添加標(biāo)點(diǎn)。花紋塊模具掃描標(biāo)點(diǎn)一般采用25~30 mm間距。注意標(biāo)點(diǎn)不宜添加過多,以免后期處理困難。
2.2 點(diǎn)云掃描獲取
利用形創(chuàng)掃描儀對被檢測花紋塊進(jìn)行掃描,并實(shí)時(shí)觀察工作臺(tái)顯示屏中的掃描結(jié)果,如發(fā)現(xiàn)掃描結(jié)果中含有漏面和破面等問題,可二次掃描,因標(biāo)點(diǎn)位置不變,無需重新定位掃描對象。掃描數(shù)據(jù)即原始點(diǎn)云,以STL文件保存,如圖5所示。
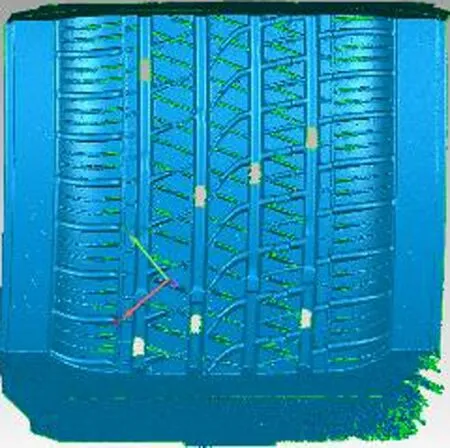
圖5 原始點(diǎn)云數(shù)據(jù)
3 數(shù)據(jù)處理與對比分析
3.1 數(shù)據(jù)處理
掃描過程中,不可避免地會(huì)將環(huán)境中的非檢測對象數(shù)據(jù)一起獲取。同時(shí),受限于掃描對象的幾何特性以及受掃描對象表面粗糙度等因素影響,獲取的點(diǎn)云數(shù)據(jù)或存在缺口和大量噪點(diǎn)等情況[4]。因此,對掃描所得的原始點(diǎn)云數(shù)據(jù),需要在Geomagic Qualify軟件中進(jìn)行刪除多余數(shù)據(jù)、填充缺口及除噪點(diǎn)等相應(yīng)數(shù)據(jù)處理,處理結(jié)果如圖6 所示。
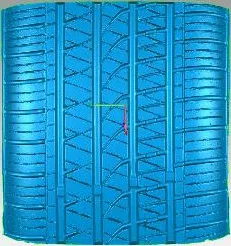
圖6 處理后的點(diǎn)云數(shù)據(jù)
3.2 數(shù)字化模型對比分析
將原始設(shè)計(jì)數(shù)字化模型作為參考對象、處理后的點(diǎn)云數(shù)據(jù)作為測試對象,獲得兩者之間的3D對比色譜圖,如圖7所示。

圖7 花紋塊掃描結(jié)果與數(shù)字化模型3D對比色譜圖
考慮到花紋塊型面復(fù)雜碎片化的曲面特征,采用最佳擬合的方式將處理后的點(diǎn)云數(shù)據(jù)與原始數(shù)字化模型進(jìn)行擬合。根據(jù)現(xiàn)場模具使用規(guī)范,將掃描點(diǎn)與理論模型偏差值θ(絕對值)設(shè)置為0.2 mm。分析對比色譜圖及檢測數(shù)據(jù),從圖表中偏差分布數(shù)據(jù)看出,θ>0.2 mm點(diǎn)數(shù)量為0,即該花紋塊滿足設(shè)置的模具精度要求。同時(shí)從色譜圖還發(fā)現(xiàn),花紋塊負(fù)偏差較大區(qū)域分布在花紋塊肩部且靠近花紋塊拼接兩頭位置,符合常規(guī)應(yīng)力較為集中分布現(xiàn)象。因此在模具使用和保養(yǎng)過程中,需要著重關(guān)注對這些特殊位置的檢測,對于超出偏差范圍的模具需要進(jìn)行及時(shí)修復(fù),以減少輪胎產(chǎn)品生產(chǎn)過程中由于工裝原因造成的外觀缺陷,提高輪胎生產(chǎn)合格率。
4 其他應(yīng)用
3D掃描技術(shù)除了可以對比分析3D偏差,還經(jīng)常應(yīng)用于測量部件的三維尺寸。鑲釘輪胎在硫化后脫模過程中,部分鑲釘出現(xiàn)拔彎的情況,為了驗(yàn)證該現(xiàn)象是否為鑲釘高度異常導(dǎo)致,需對其高度進(jìn)行精確測量。鑲釘本身的尺寸比較小,用傳統(tǒng)工具測量誤差較大,為了精確測量出模具上各個(gè)鑲釘?shù)母叨仁欠穸荚谠试S范圍內(nèi),對其進(jìn)行3D掃描。冬季輪胎花紋塊鑲釘如圖8所示,掃描點(diǎn)云數(shù)據(jù)如圖9所示。

圖8 冬季輪胎花紋塊鑲釘
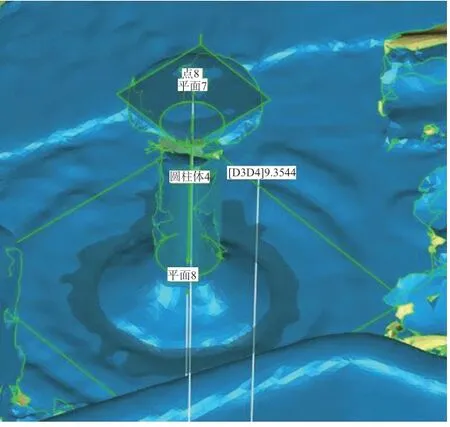
圖9 鑲釘?shù)膾呙椟c(diǎn)云數(shù)據(jù)測量
利用Geomagic Qualify軟件對鑲釘?shù)膾呙椟c(diǎn)云數(shù)據(jù)進(jìn)行特征擬合,測量鑲釘?shù)母叨龋ㄟ^與原始設(shè)計(jì)高度進(jìn)行對比,從而判斷該模具鑲釘高度是否達(dá)標(biāo)及是否可能因鑲釘高度原因?qū)е掳螐?現(xiàn)象。
5 結(jié)語
本文主要介紹了3D掃描技術(shù)在輪胎模具花紋塊檢測中的應(yīng)用。通過掃描前校準(zhǔn)、配置、標(biāo)點(diǎn)等一系列操作,實(shí)現(xiàn)便捷的3D掃描。然后對掃描得到的點(diǎn)云數(shù)據(jù)進(jìn)行刪除多余數(shù)據(jù)、填充缺口及除噪點(diǎn)等相應(yīng)數(shù)據(jù)處理,從而得到高精度的模具模型。將設(shè)計(jì)原始數(shù)字化模型與掃描的模具模型進(jìn)行對比,直觀地反映模具型面的磨損和變形情況,實(shí)現(xiàn)對模具的有效檢測。同時(shí),對關(guān)鍵特征的幾何尺寸進(jìn)行精確測量,有助于提高定期檢測效率和精度,加強(qiáng)模具保養(yǎng)和修復(fù),以提高輪胎生產(chǎn)合格率。
因具有非接觸性、高效率、高精度等優(yōu)勢,除上述應(yīng)用外,3D掃描技術(shù)還可以用于市場上輪胎產(chǎn)品分析、輪胎逆行設(shè)計(jì)和輪胎使用品質(zhì)追蹤等方面。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48