全面質量管理在鏡片組裝機研制中的應用
2022-10-08 12:40:02馮曉虎
電子工業專用設備 2022年4期
馮曉虎
(中電科風華信息裝備股份有限公司,山西太原030024)
產品的生產和設備研制與質量管理密切相關。隨著智能電子產品的普及,如平板顯示和智能手機的閃光燈作為其重要的功能元件,既能在拍照時增強曝光量,又能在昏暗處使景物更清晰,其應用越來越廣泛,技術要求越來越高,質量管理更加嚴格。
主流閃光燈前端的鏡片,選用菲涅爾透鏡[1],如圖1所示。這種光學透鏡,一面為平面;另一面為一組或多組從小到大的同心圓環,是由普通凸透鏡演變而來,能夠利用光的干涉和衍射原理,使通過的光線匯聚到同一焦點。這種透鏡比常規的凸透鏡更輕更薄,非常符合手機的需求。

圖1 菲涅爾透鏡
傳統的組裝方式是由人工操作,先將閃光燈鏡片面板固定于專用治具,再使用真空吸筆,吸取閃光燈鏡片,按一定的方向,將鏡片組裝貼合到面板的指定位置,如圖2所示。因鏡片很薄,透光率較高,對裝配工藝和裝配精度的要求非常高,產品生產中對各環節的質量管理要求提出了更高的要求。在產能和精度方面,傳統的組裝方式已無法滿足大批量生產的需求。

圖2 組裝流程
自動閃光燈鏡片組裝機可實現鏡片和面板的自動對位和精確組裝,產品質量明顯提高。
1 設備功能及主要技術指標
該設備采用高精度運動模組[2]和視覺系統自動對位方式,由可編程邏輯控制器(PLC)和工控機控制,液晶屏顯示視覺圖像,實現了閃光燈鏡片和面板的自動送料、定位和取放,以及自動組裝等功能,達到高精度、高速度的組裝技術要求,并具有缺料報警、物料放反防呆、拍照保存等功能。
主要內技術指標:
鏡片尺寸:11 mm×7 mm×0.15 mm(L×W×D)
面板尺寸:34 mm×34 mm×1 mm(L×W×D)
組裝精度:±0.03 mm
組裝速率:750片/h
2 影響組裝精度的六因素
產品組裝精度要求高,人工組裝精度已無法滿足要求。在設備研制過程中,按全面質量管理進行理論分析,產品質量的重點在于組裝精度控制,通常受質量管理5M1E六因素影響,即:人、機、料、法、環、測。
2.1 人為因素
傳統組裝方式,操作人員手工對位,容易受不同人員目測精度、自身對位技術、工作時長等因素影響。自動組裝設備由PLC程序控制各功能部件完成組裝。上下料由人工按操作規程完成,其他工序全部自動運行完成。操作人員使用設備時,不參與組裝的關鍵環節,對組裝精度的影響較小。
2.2 設備因素
傳統組裝方式,操作人員將面板放置于專用治具,對面板進行定位。組裝時,工裝無法對鏡片進行準確定位,組裝精度偏低。設備由執行系統、視覺系統和控制系統3個關鍵部分組成。設備作業時,執行系統取放精度、視覺系統的精度和控制系統都會對組裝產生直接影響。
2.3 物料因素
物料主要有閃光燈鏡片和面板2種,每種物料在制作時,因材料的差異、制作批次的不同、模具的磨損、裁切精度、裁切毛刺等原因,會有形位偏差、顏色偏差等。這些偏差,在傳統組裝時,會影響物料定位和人工目檢和組裝精度。設備進行組裝時,會根據2種物料各自的特性進行識別定位。對于2種偏差,設備在一定程度上可以進行調節,但是偏差較大時,無法適應,會影響視覺系統對形狀和位置的抓拍識別,影響對位精度和組裝精度。因此,需要物料生產商對原材料和生產環節進行管控,盡量保證來料一致性。
2.4 組裝方法因素
設備組裝與人工組裝的方式相同,都是先對面板進行定位,再將鏡片與面板位置匹配,然后組裝,設備組裝自動化程度高,定位一致性好,運行穩定可靠,對精度影響小。
2.5 環境因素
為了保持穩定的產品組裝性能,生產過程應處于恒溫恒濕和光線良好的環境。生產初期,設備擺放于窗戶附近。在測量精度時發現,不同時段的測量精度不同。經過分析與觀察,發現主要是受光線影響,視覺系統對圖像的抓取發生了偏差,且不能通過光源的調試和視覺系統設置完全克服,導致圖片拍攝效果差異較大,抓取精度降低,從而影響了組裝精度。
2.6 測量因素
測量的精度是判定成品與否的重要環節。在生產時,每隔2 h會測試生產的過程能力指數Complex Process Capability index(簡稱CPK),如圖3所示,能夠了解過程能力是否滿足技術標準。由專業人員采用專用儀器測量產品的組裝精度,并進行數據統計,生成CPK報告。因閃光燈鏡片同心圓抓取點本身的特點,不同的測量人員、不同的測量儀器對同一組產品測量的CPK也存在差異。因此,在生產環節,組裝后對精度測量需要進行管控。
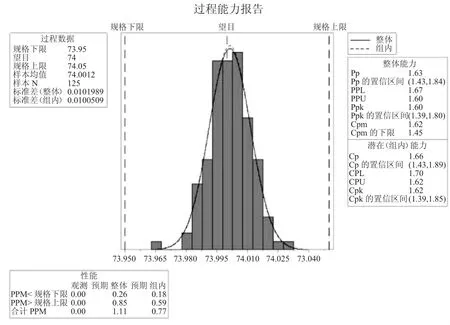
圖3 過程能力
影響組裝精度的有些因素,人工組裝是無法克服的。而設備組裝,除環境光線外,設備本身是影響設備組裝精度的重要因素,如何控制是重點研究的對象。
3 設備因素的控制
3.1 機械運動原理及結構設計
設備的執行機構的抓取和放置精度會對組裝精度產生影響。
組裝環節的執行機構如圖4所示,為XYZθ軸結構和吸頭結構。X軸和Y軸選用高精度直線電機模組配合磁柵反饋的控制方式,運動精度±0.003 mm,Z軸選用高精度小導程絲杠模組配合伺服電機,運動精度±0.01 mm,可實現Z軸位置精度的精確控制。θ軸選用高精度伺服電機,可實現微小角度的旋轉。運動精度由所有軸運動的精度共同決定。同時還需要提高各構件的強度和剛度,提高整機抗變形能力。
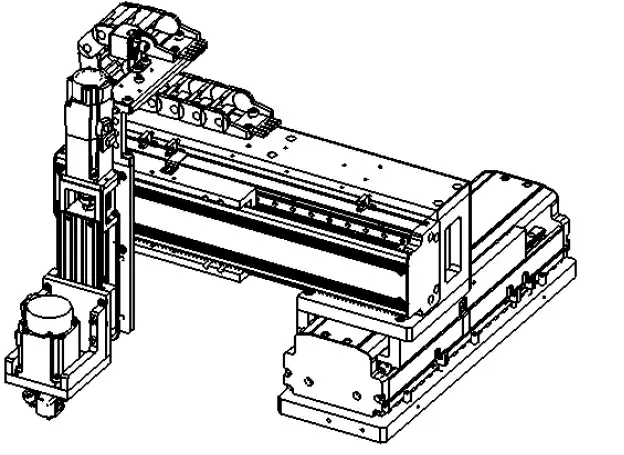
圖4 執行機構
θ軸末端有吸頭結構。吸頭的穩定性也會影響組裝精度。閃光燈鏡片,外形尺寸較小(7 mm×11 mm),厚度較薄,約0.15 mm,質量較輕,主要材料是工程塑料。吸盤選用平型吸盤,變形小。吸頭吸取時,如果真空壓力偏大,鏡片會發生明顯的變形,視覺系統拍攝的圖像位置偏差和方向偏差較大,導致定位精度降低。而真空壓力偏小時,鏡片吸取不穩定,會影響組裝的正常進行。經過反復的驗證,需要對氣路系統真空值進行控制。當真空壓力在-40 kPa時,可實現正常組裝,同時鏡片的變形較小,不會影響視覺系統的圖像拍攝與計算。
3.2 視覺系統
決定組裝精度的另一個重要因素是視覺系統的精度。對物料進行拍照和識別,視覺的抓取精度和視覺定位算法對物料位置的定位精度有較大的影響。
視覺系統的精度,由多種因素決定,如相機鏡頭的參數、光源類型、視覺系統的安裝、視覺系統的設置,以及視覺算法等。
該設備采用雙相機方案,即上相機和下相機。上相機采用背光源,用于拍攝閃光燈面板的圖像,下相機用于拍攝吸頭上的閃光燈鏡片的圖像。視覺系統對兩套相機采集的圖像進行處理,計算出面板的目標位置與角度和鏡片的相對位置與角度,通過角度補償和坐標補償,調整吸頭上鏡片的角度偏差和位置偏差,由執行機構完成組裝。
3.2.1 視覺系統的配置與安裝方式
(1)上相機系統如圖5所示,根據閃光燈面板的特點、尺寸和精度需求,經過計算和試驗,配置如下:

圖5 上相機系統CCD安裝圖
相機:2 000萬像素工業相機,分辨率5 472像素×3 648像素
鏡頭:工作距離220 mm
光源:方形背光源,位于下方
視野:25 mm×20 mm
單個像素對應的大小,長邊4.6 μm/像素,短邊5.5 μm/像素。背光源的精度取2個像素,則面板的視覺精度按短邊精度取11 μm。
(2)下相機系統如圖6所示,根據閃光燈鏡片的特點、尺寸和精度需求,經過計算和試驗,配置如下:

圖6 下相機系統CCD安裝圖
相機:2 000萬像素工業相機
鏡頭:工作距離110 mm
光源:環形光源,工作距離40 mm
視野:16 mm×12 mm
單個像素對應的大小,長邊2.9 μm/像素,短邊3.3 μm/像素。正光源的精度取4個像素,則閃光燈鏡片的視覺精度按短邊精度取13.2 μm。
3.2.2 視覺系統的設置
圖像的邊緣由視覺系統設置,控制圖像的噪點,通過增強對比度、調節曝光度、相機增益值和圖像伽馬值等方法,去除干擾區域,獲得滿足需求的圖像邊緣輪廓,從而得出圖像中心點位置及方向。
3.2.3 視覺算法
根據兩套工業相機的實際安裝位置,經過視覺設定和執行機構的控制,根據視覺算法,完成兩套相機與執行機構的手眼標定和映射標定。這樣,視覺捕捉的圖像,經過視覺算法,就可以使控制系統提供準確的坐標,由執行機構完成精確的位置移動和角度調整。
3.3 控制系統
該設備執行機構的控制系統是PLC,能夠完成整個執行機構的物料取放、定位與組裝和視覺系統的數據通訊等功能,保證了組裝的穩定性和可靠性。機構本身有剛性,當運動速度過快,且驟啟驟停,機構本身會有振動,影響位置精度、角度精度及視覺拍照的效果等。控制系統可以根據機構的運動需求,設定一些動作延時,如:軸運動延時、真空吸附延時、拍照延時等,可提高運動的穩定性和可靠性。控制系統根據視覺系統提供的位置坐標及角度補償,控制執行機構進行X向、Y向和角度的調整。控制系統可以控制執行機構從不同的來料位置吸取閃光燈鏡片,并放到指定的相機拍照位,進行圖像采集。另外在電路硬件上,增加了抗干擾設計,保證控制系統運行的穩定可靠。
4 結束語
運用全面質量管理理論,通過對影響設備精度因素的分析驗證,明確了影響組裝精度的主要因素是執行機構、視覺系統和控制系統。在設計初期,對各個環節進行理論分析與計算。專門對視覺系統的精度控制和PLC控制進行了驗證,經過不斷地優化改進,設備運行穩定,組裝精度高,滿足生產要求。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00