雙重螺旋法加工螺旋錐齒輪齒面重合度設(shè)計
2022-10-14 13:40:54黃艷松李科鋒
直升機技術(shù) 2022年3期
王 豪,黃艷松,李科鋒
(1.海軍裝備部,北京 100070; 2.中國航發(fā)湖南動力機械研究所,湖南 株洲 412000)
0 引言
螺旋錐齒輪具有高承載能力、高傳動平穩(wěn)性、高重合度等優(yōu)勢,廣泛應(yīng)用于直升機傳動系統(tǒng)、航空發(fā)動機等重載高速齒輪傳動中。目前,螺旋錐齒輪加工方法主要為五刀法與雙重螺旋法。相較于五刀法,雙重螺旋法具有高效率、低成本、同批次齒輪幾何精度一致性好、高速干切削等優(yōu)點。由于螺旋錐齒輪齒面形貌較為復(fù)雜,在設(shè)計加工中質(zhì)量控制較為困難,容易產(chǎn)生動態(tài)性能和振動噪聲問題。經(jīng)研究證明,工作載荷下的實際重合度和傳動誤差是影響振動噪聲的主要因素。降低齒輪振動和改善接觸性能,可采用增大齒輪副嚙合重合度的方法。
目前提高重合度的方法主要為局部綜合法:通過控制接觸跡傾斜程度,大輪加工參數(shù)和小輪齒坯參數(shù)無需調(diào)整,僅對小輪加工參數(shù)進(jìn)行設(shè)計,即可實現(xiàn)提高重合度的目的。但該方法主要針對五刀法,不適用于雙重螺旋法。
本文針對雙重螺旋法加工的螺旋錐齒輪,通過齒面主動設(shè)計的方法,控制齒面接觸跡的傾斜程度以及傳動誤差曲線幅值,實現(xiàn)提高重合度,改善接觸性能的目的。
1 重合度的基本概念
1.1 重合度定義
螺旋錐齒輪理論上為點接觸齒面,在齒面為完全剛性的情況下,嚙合跡線在齒面形成一條連續(xù)的點列,即為接觸跡。在實際滾檢和加載運行過程中,由于齒面的接觸變形,在接觸點周圍形成瞬時接觸橢圓,齒面的接觸印痕由一系列的瞬時接觸橢圓沿接觸跡排列構(gòu)成。齒輪在嚙合過程中的重合度(Contact Ratio)定義為:
=
(1)
式中,為小輪單齒從開始進(jìn)入嚙合到退出嚙合所轉(zhuǎn)過的角度(時間),=360°為小輪的嚙合周期角度(時間),為小輪齒數(shù)。
1.2 設(shè)計重合度與實際重合度
螺旋錐齒輪齒面具有準(zhǔn)共軛特性,在傳遞載荷很小(趨于零)的情況下,實際重合度不受設(shè)計重合度影響,始終為1.0。此時齒面上的接觸跡只有中間的一段參與嚙合(圖1中a- a′段)。當(dāng)載荷增大,相應(yīng)的齒面變形補償了第二對齒間的間隙,潛在接觸區(qū)發(fā)生齒面接觸。參與嚙合的接觸跡長度增加,使得重合度增大,當(dāng)齒輪副接觸印痕達(dá)到齒頂時(圖1中e點/ e′點),重合度達(dá)到設(shè)計的最大值。當(dāng)傳遞載荷繼續(xù)增大,則會產(chǎn)生邊緣接觸,雖然重合度會略有增加,但過度的邊緣接觸容易造成振動噪音和強度破壞,應(yīng)盡量避免。
1.3 接觸跡與重合度的關(guān)系
接觸跡的長度在一定程度上反映了齒輪的重合度,增長嚙合過程中的接觸跡能夠提高重合度。當(dāng)齒面接觸跡與齒根夾角減小時,接觸跡長度增加,增大,使得重合度增加。
1.4 傳動誤差曲線與重合度
在圖1中,交叉點a和a′為輪齒傳動過程中的嚙合轉(zhuǎn)換點,端點e和e′為齒面潛在接觸跡的開始點和結(jié)束點,即實際重合度達(dá)到設(shè)計最大值,可得設(shè)計最大重合度可表示為:
=
(2)
式中,為小輪單齒從e點到e′點轉(zhuǎn)過的角度(時間)。

圖1 齒面接觸分析示意圖
2 重合度設(shè)計
根據(jù)齒面接觸跡和傳動誤差曲線與重合度的關(guān)系,通過齒面主動設(shè)計的方法,在已有的大輪齒面方程的基礎(chǔ)上,根據(jù)嚙合關(guān)系獲得與其完全共軛的基準(zhǔn)齒面,確定所需接觸跡和傳動誤差。在基準(zhǔn)齒面的基礎(chǔ)上獲得小輪目標(biāo)齒面,以小輪加工參數(shù)調(diào)整量為設(shè)計變量構(gòu)建求解模型,求解獲得期望重合度的齒面。
2.1 構(gòu)建小輪基準(zhǔn)齒面
如圖2建立大輪和小輪之間嚙合位置關(guān)系。其中,={;;;}為機床坐標(biāo)系,固連于滾檢機。={;;;}為大輪坐標(biāo)系,隨大輪轉(zhuǎn)動,={;;;}為小輪坐標(biāo)系,隨小輪轉(zhuǎn)動,和為輔助坐標(biāo)系。在齒輪嚙合過程中,小輪轉(zhuǎn)角為,大輪轉(zhuǎn)角為,為小輪相對于大輪的偏置距,為軸交角。
依據(jù)參考文獻(xiàn)[4],可得大輪齒面矢量方程(,)及其對應(yīng)的法式(),分別轉(zhuǎn)換到機床坐標(biāo)系中,可得:
(3)
式中,


圖2 嚙合坐標(biāo)系
大輪齒面與小輪齒面之間滿足完全共軛關(guān)系,則有

(4)
根據(jù)完全共軛嚙合關(guān)系,可將大輪齒面方程轉(zhuǎn)換至小輪坐標(biāo)系下,從而獲得滿足完全共軛關(guān)系的小輪齒面如下:

(5)
式中,
2.2 構(gòu)建小輪目標(biāo)齒面
在本文中,為了降低振動和沖擊所帶來的影響,將傳動誤差曲線設(shè)計為左右對稱、開口向下的拋物線,傳動誤差可表示為:

(6)
式中是嚙合轉(zhuǎn)換點處的傳動誤差幅值。
在齒面接觸分析中,根據(jù)傳動誤差的定義可得實際傳動誤差曲線方程如下:

(7)

根據(jù)格里森技術(shù)標(biāo)準(zhǔn),將齒面劃分為5行9列共45點,并建立坐標(biāo)系,如圖3所示設(shè)置接觸跡線。其方程可表示為:
(,)=-+(-)tan()=0
(8)
即在坐標(biāo)系中,接觸點跡線為一直線,其與方向夾角為,和為參考點坐標(biāo)。
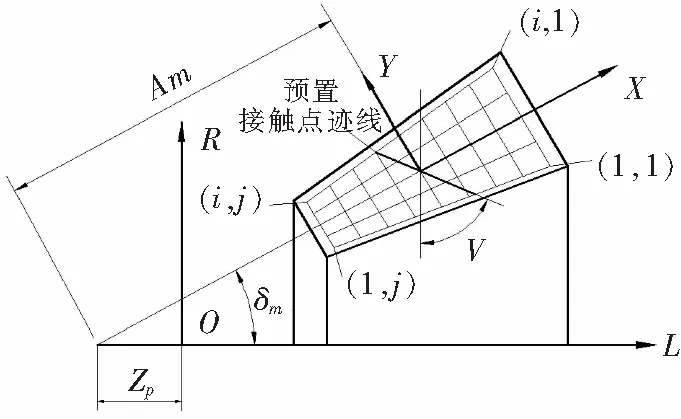
圖3 齒面網(wǎng)格定義
為了能夠使嚙合過程中傳動誤差滿足預(yù)置的條件,用式(6)和式(7)代替滿足完全共軛關(guān)系時的運動關(guān)系式(4),可得到滿足公式(6)的新齒面,表達(dá)式如下:

(9)
所得齒面大、小輪之間為線嚙合,還需進(jìn)行齒面修正,才能獲得點接觸齒面。取公式(9)齒面上的任意網(wǎng)格點,設(shè)置其沿法矢量方向上的齒面修正量為:

(10)
式中,為彈性變形量;為瞬時接觸橢圓長半軸尺寸;為齒面任意網(wǎng)格點與預(yù)置接觸跡線在切平面上的投影距離。
可得目標(biāo)齒面上任意網(wǎng)格點的表達(dá)式為:

(11)
2.3 小輪加工參數(shù)求解
本文對小輪原齒面的加工參數(shù)進(jìn)行調(diào)整以達(dá)到與目標(biāo)齒面相逼近的目的。在實際加工中,刀具齒形角不易調(diào)整,故在此不予考慮。將小輪加工參數(shù)調(diào)整量Δ作為設(shè)計變量,小輪加工參數(shù)可表示為:
=+Δ
(12)
以求目標(biāo)齒面和解獲得齒面之間的偏差平方之和最小作為優(yōu)化目標(biāo),上述齒面間在任意網(wǎng)格點上的法向偏差可表示為:
(13)
其中,角標(biāo)和表示小輪凸面和凹面。將式(13) 中小輪原齒面加工參數(shù)用式(12)代替,即可獲得優(yōu)化的目標(biāo)函數(shù):

(14)
根據(jù)在實際應(yīng)用中齒輪副兩種轉(zhuǎn)向的時長比確定加權(quán)系數(shù)。
本文采用MATLAB軟件中的fmincon程序來對所建模型進(jìn)行求解。對求解獲得的齒輪加工參數(shù)通過MATLAB軟件進(jìn)行齒面接觸分析,得到齒面接觸印痕和傳動誤差曲線,進(jìn)而檢驗齒面重合度情況;同時,根據(jù)大、小輪加工參數(shù),通過齒面方程求解獲得大輪和小輪的齒面三維坐標(biāo)點,在三維軟件完成模型構(gòu)建后導(dǎo)入ABAQUS軟件中開展有限元仿真,檢驗齒面接觸性能情況。
3 算例分析
選取一對8×43準(zhǔn)雙曲線齒輪副作為原齒面,其為采用雙重螺旋法加工。齒輪副基本參數(shù)和加齒參數(shù)如表1和表2所示。

表1 齒輪副基本參數(shù)

表2 齒輪副加工參數(shù)
傳動誤差曲線上的嚙合轉(zhuǎn)換點幅值反映了齒輪副對安裝和加工誤差的敏感性。本文針對低速重載的工況,改善齒輪副的嚙合性能。滿足該性能需加大齒面的接觸跡傾斜程度,加大傳動誤差的嚙合轉(zhuǎn)換點幅值。如表3所示進(jìn)行接觸跡和傳動誤差曲線參數(shù)設(shè)置,其中實例一以原齒面為起始齒面,實例二以求解獲得的實例一齒面為起始齒面,以小輪凹面為工作面,小輪凸面為非工作面。

表3 參數(shù)設(shè)置
為保證兩側(cè)齒面的嚙合質(zhì)量,對取值0.5,由式(14)的優(yōu)化模型可獲得實例一相應(yīng)的小輪加工參數(shù)調(diào)整量,如表4所示;將實例一所得的小輪齒面作為實例二的起始齒面,求得的小輪加工參數(shù)調(diào)整量如表5所示。

表4 實例一小輪加工參數(shù)調(diào)整量

表5 實例二小輪加工參數(shù)調(diào)整量
對求解獲得的齒輪副進(jìn)行齒面接觸分析,結(jié)果如圖4和表6所示。

圖4 齒面接觸分析結(jié)果

表6 結(jié)果參數(shù)
經(jīng)分析可得:①原齒面、實例一齒面及實例二齒面之間,工作面和非工作面的接觸跡線傾斜程度按設(shè)計逐漸加大;②原齒面、實例一齒面及實例二齒面之間,工作面和非工作面的設(shè)計最大重合度和嚙合轉(zhuǎn)換點處的傳動誤差幅值按設(shè)計逐漸加大。
圖5為原齒面齒輪副、實例一齒輪副以及實例二齒輪副的工作面、非工作面在1000 N·m的負(fù)載下,齒輪副嚙合過程中大輪齒面的接觸壓力情況。
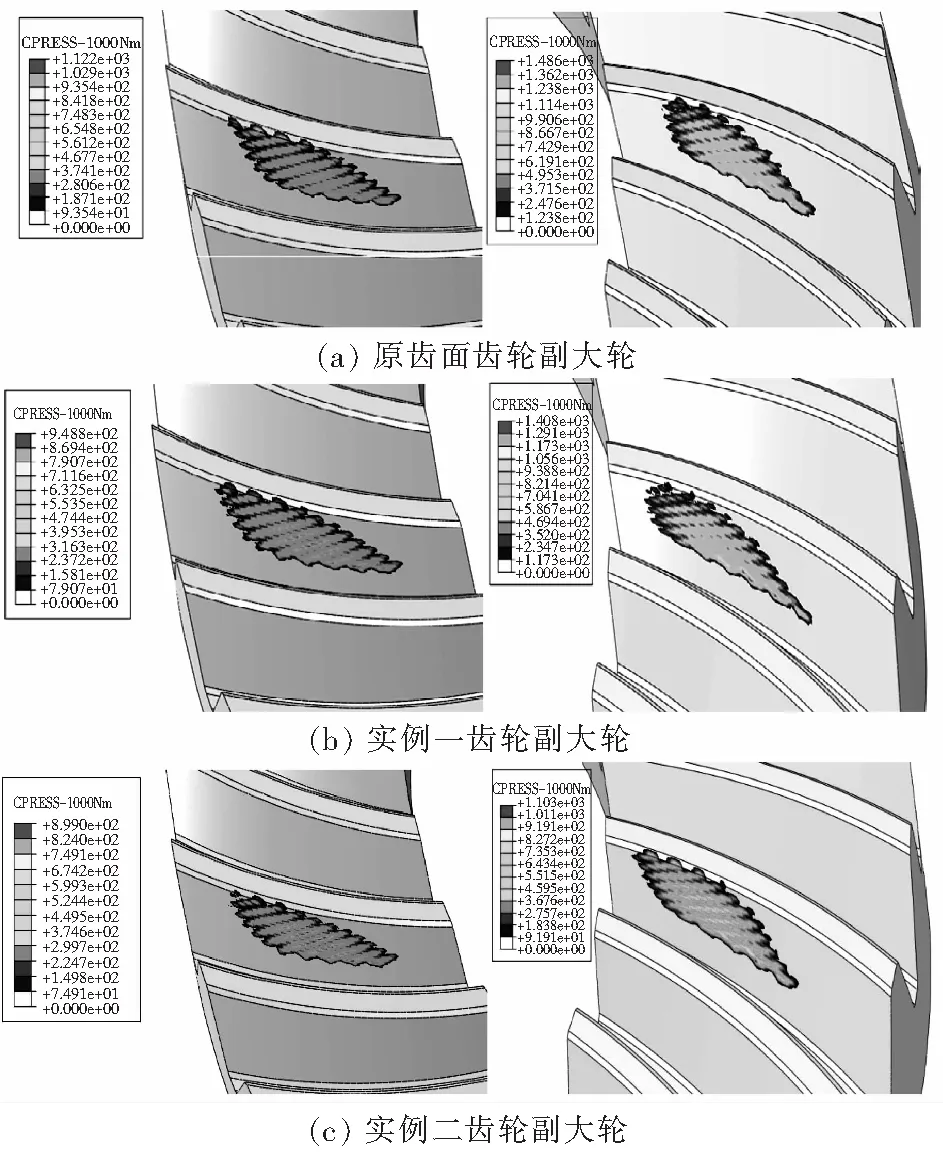
圖5 1000 N·m下齒輪副接觸壓力情況
分析圖5可得:①圖中,工作面及非工作面均發(fā)生了邊緣接觸,潛在接觸區(qū)參與了整個嚙合過程,且邊緣接觸在大輪齒根部分較為明顯;②在原齒面齒輪副中,接觸壓力較大區(qū)域主要集中在大輪齒根部分,在實例一齒輪副與實例二齒輪副中,接觸壓力較大區(qū)域有往齒面中部移動的趨勢;③從圖5中可得,原有實際齒輪副的最大接觸壓力最大,實例二齒輪副中的接觸壓力最小。
由此可得,針對低速重載工況下重合度設(shè)計的實例一和實例二達(dá)到了改善接觸性能的效果,降低了最大接觸壓力,并對嚙合傳動過程中的邊緣接觸問題有所改善,達(dá)到了本文重合度設(shè)計的目的。
4 結(jié)論
本文針對采用雙重螺旋法加工的螺旋錐齒輪,通過齒面主動設(shè)計的方法,預(yù)置接觸跡傾斜角度和傳動誤差曲線幅值,設(shè)計出重合度高、接觸性能好的螺旋錐齒輪。經(jīng)齒面接觸分析和計算機仿真,驗證了所提方法的有效性。