一種便捷式電氣工程自動化焊接機設計
2022-10-14 13:51:02宋佳赫
科技創新與生產力 2022年9期
關鍵詞:電氣工程
宋佳赫
(東北林業大學機電工程學院,黑龍江 哈爾濱 150040)
自動焊接技術的進步推動著我國焊接行業的發展,機械焊接是提高焊接質量和效率的重要保障,自動焊接技術的引入能夠更好地為企業提高生產效率,降低生產成本,提高產品質量。焊接技術已經從毛坯制造和簡單的構件連接,發展成為制造行業中的一項基礎工藝和生產尺寸相對精確的制成品生產手段。不管是生產日常生活用品還是制造飛機、潛艇、飛船等尖端的科技產品,都迫切需要提高現代化焊接技術水平[1-3]。
自21 世紀以來,由于復雜的焊接結構和新型材料不斷出現,因而對焊接技術提出了更高的要求,不僅要求它能夠高質量、高效率的完成焊接作業,還要能夠保證焊接產品質量的穩定性[4]。當前,我國的自動焊接機的發展受到價格高及技術有待優化的限制[1]。因此,為克服現有焊接技術的缺陷,提出了一種便捷式電氣工程自動化焊接機,它是一款高度自動化的機器,分為過濾紙的裁切以及過濾器焊接兩個部分,可以有效解決現有自動焊接機在焊接直線時,經常出現焊接面不均勻、焊接質量不過關的情況,以及焊接后經常出現殘次品、不便使用的問題,同時該裝置結構比較簡單,造價低廉,且提高了移動穩定性。
1 便捷式電氣工程自動化焊接機的整體布局
本文提出了一款便攜式電氣工程自動化焊接機,該焊接機主要由機箱、龍門架、焊接臺、夾緊液壓缸、夾板、升降液壓缸、移動機構、第一導向柱、連接塊、固定螺栓、焊接頭、安裝孔和第一導向孔等部分組成,見圖1。
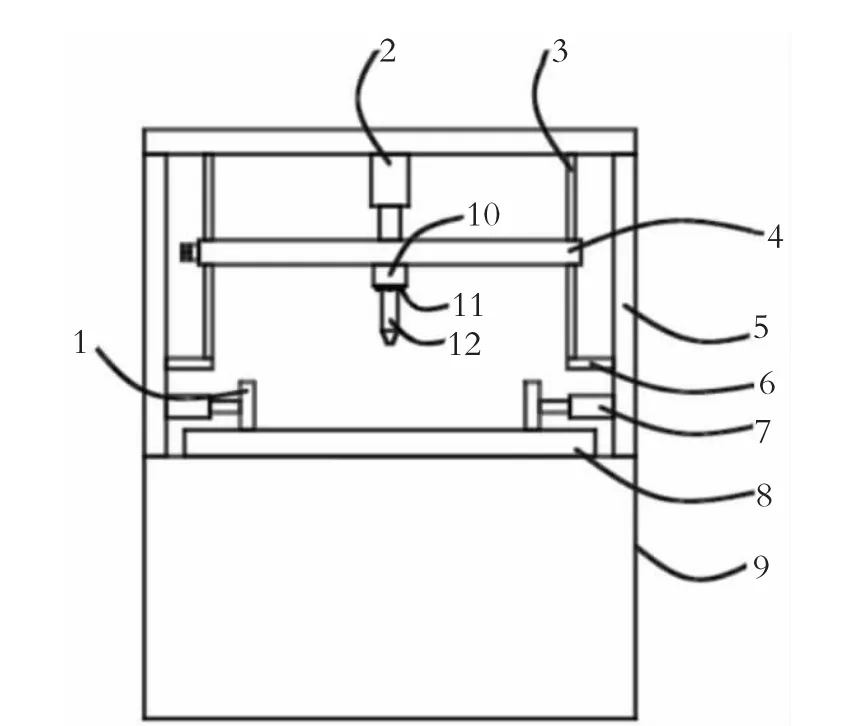
圖1 一種便于使用的電氣工程焊接機結構示意圖
移動機構由殼體、絲桿、第二導向柱、移動塊、伺服電機、軸承、絲孔和第二導向孔等部分組成,見第118 頁圖2、圖3。

圖2 移動機構示意圖
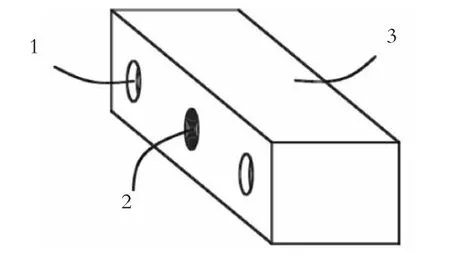
圖3 安裝孔結構示意圖
底部的機箱頂端安裝有龍門架,機箱頂端中部設置有焊接臺,焊接臺兩側的龍門架上均安裝有夾緊液壓缸以及夾緊液壓缸一端安裝的夾板,還包括升降液壓缸、移動機構、第一導向柱、連接塊、固定螺栓、焊接頭、安裝孔和第一導向孔。龍門架頂端的中部安裝有升降液壓缸,升降液壓缸的底端設置有移動機構,升降液壓缸的兩側對稱設置有4 個第一導向柱,第一導向柱的底端通過連接塊與龍門架連接,移動機構的底端通過固定螺栓安裝有焊接頭。移動機構包括殼體、絲桿、第二導向柱、移動塊、伺服電機、軸承、絲孔和第二導向孔。殼體固定在升降液壓缸的底端,殼體中部安裝有絲桿,絲桿兩側均設置有第二導向柱,絲桿和第二導向柱上均套接有移動塊,絲桿一端安裝有伺服電機,移動塊對應絲桿位置處開設有絲孔;殼體對應固定螺栓位置處開設有安裝孔,便于焊接頭的安裝固定;絲桿通過軸承與殼體連接,便于絲桿的安裝使用;移動塊對應第二導向柱位置處開設有第二導向孔,能有效提高移動塊移動時的穩定性;固定螺栓設置的數量至少為8 個,保證了固定螺栓的固定效果[5-7]。
2 便捷式電氣工程自動化焊接機的工作原理
便攜式電氣工程自動化焊接機在使用時,將需要進行焊接的物品放置在焊接臺上,通過夾緊液壓缸伸出的推動夾板對物品進行固定[8-9];焊接時,伺服電機工作,同時帶動絲桿轉動,絲桿轉動與移動塊上開設的絲孔互相配合,使得移動塊順著絲桿移動;在設置的第二導向柱與第二導向孔互相配合下,提高了移動塊移動時的穩定性,移動塊帶動焊接頭移動至需要焊接的位置處;此時,升降液壓缸伸出,同時推動殼體向下移動,使得殼體底端的焊接頭位于焊接處;在設置的第一導向柱與第一導向孔互相配合下,提高了殼體移動時的穩定性。直線焊接時,移動塊在絲桿上帶著焊接頭移動即可進行焊接,移動穩定性高,焊接效果好,便于使用[10-11]。
3 便捷式電氣工程自動化焊接機的有益效果
便攜式電氣工程自動化焊接機在直線焊接時,焊接面較均勻,焊接質量較好,焊接后殘次品較少;該焊接機結構簡單,造價低廉,且穩定性較好。一是該焊接機通過夾緊液壓缸伸出推動夾板對物品進行固定,焊接時絲桿與移動塊上開設的絲孔配合工作,第二導向柱與第二導向孔配合工作,提高了移動塊移動時的穩定性。二是在直線焊接時,移動塊帶動焊接頭移動至需要焊接的位置處,通過升降液壓缸伸出來推動殼體向下移動,使得殼體底端的焊接頭位于焊接處,通過第一導向柱與第一導向孔配合可進一步提高殼體移動穩定性,結構新穎,構思巧妙,焊接效果好,便于使用。三是該焊接機可針對不同組件的功能要求選擇材質,由于結構簡單,也可對其中部分技術特征進行等同替換,充分考慮了造價成本,能夠以低廉的價格滿足使用。
總之,本文提出了一種便攜式電氣工程自動化焊接機,不但能提高現有的自動焊接機焊接質量,且能保證在焊接直線時焊接面的均勻程度,減少了焊接后殘次品的數量,使其便于使用。不僅提高了移動穩定性,還降低了成本,具有一定的參考價值。
猜你喜歡
電子制作(2019年22期)2020-01-14 03:16:40
建材發展導向(2019年5期)2019-09-09 09:25:08
建材發展導向(2019年11期)2019-08-24 06:36:52
建材發展導向(2019年10期)2019-08-24 06:26:34
電子測試(2018年22期)2018-12-19 05:12:42
電子制作(2017年2期)2017-05-17 03:55:00
電子制作(2017年10期)2017-04-18 07:23:15
山東工業技術(2016年15期)2016-12-01 05:31:12
通信電源技術(2016年3期)2016-03-26 07:13:50
信息記錄材料(2016年4期)2016-03-11 15:22:33