熱浸鍍鋁硅鋼板白條缺陷形貌及成因分析
2022-10-17 05:52:52李偉剛
河南冶金 2022年2期
李偉剛
(馬鞍山鋼鐵股份有限公司)
0 前言
熱浸鍍鋁硅鋼板——冷軋帶鋼經退火后浸入熔融的鋁硅合金鍍液中,浸鍍一定時間后冷卻,使其表面鍍層為鋁硅合金[1]。鋁硅鍍層鋼板在耐高溫、耐腐蝕方面具有顯著的優勢[2~3],并且具有良好的表面外觀,應用于對高溫環境有特殊要求的炸鍋、烤箱等小家電中[4~5]。白條缺陷是帶鋼鍍層表面連續的或間斷的具有一定寬度的白色印記,這種缺陷不僅影響表面外觀,而且對后續的涂裝等環節具有嚴重的不良影響,因此,對于小家電來說,白條缺陷是不允許存在的。
1 試驗材料與方法
以連續熱浸鍍鋁硅生產線存在白條缺陷的DX53D+AS為研究對象,缺陷材料來源于兩個方面:一是來源于生產現場,二是來源于客戶現場。其規格為1.5 mm×1 250 mm,化學成分見表1,鍍層重量為單面40 g/m2。

表1 試驗鋼板化學成分(質量分數)
本試驗將存在白條缺陷樣板裁剪為不等尺寸數片,利用超聲波清洗后,采用QUANTA450掃描電鏡觀察表面微區形貌,再利用VHX-900基恩士顯微鏡觀察平面及三維形貌特征,之后,使用8%的氫氧化鈉+少量緩蝕劑溶液腐蝕去掉表面的Al-Si鍍層,觀察基板的宏觀形貌,最后利用掃描電鏡觀察其微觀形貌。
2 白條缺陷形貌及原因分析
2.1 宏觀形貌
白條缺陷宏觀形貌如圖1所示。其中,客戶處的缺陷樣板為試樣1,生產現場的缺陷樣板為試樣2。
聯系人:李偉剛,工程師,安徽.馬鞍山(243000),馬鞍山鋼鐵股份有限公司技術中心實驗基地; 收稿日期:2022-01-28白色條狀物,缺陷較為嚴重,其中一條缺陷特征最為明顯;試樣2的缺陷程度次之,可見一條明顯的條狀缺陷。
圖1 白條缺陷宏觀形貌
2.2 SEM微觀形貌
從圖1可以看出,缺陷在長度方向上呈白色連續條狀,寬約1 mm左右,距離帶鋼邊部約15 mm,觸及表面無手感;試樣1目視可見兩條較為明顯的
白條缺陷的SEM微觀形貌如圖2所示。其中,圖2(a)為試樣1缺陷處低倍形貌,圖2(b)為試樣1缺陷處高倍形貌,圖2(c)為試樣1正常處低倍形貌,圖2(d)為試樣1正常處高倍形貌,圖2(e)和圖2(f)分別為試樣2低倍形貌和高倍形貌。
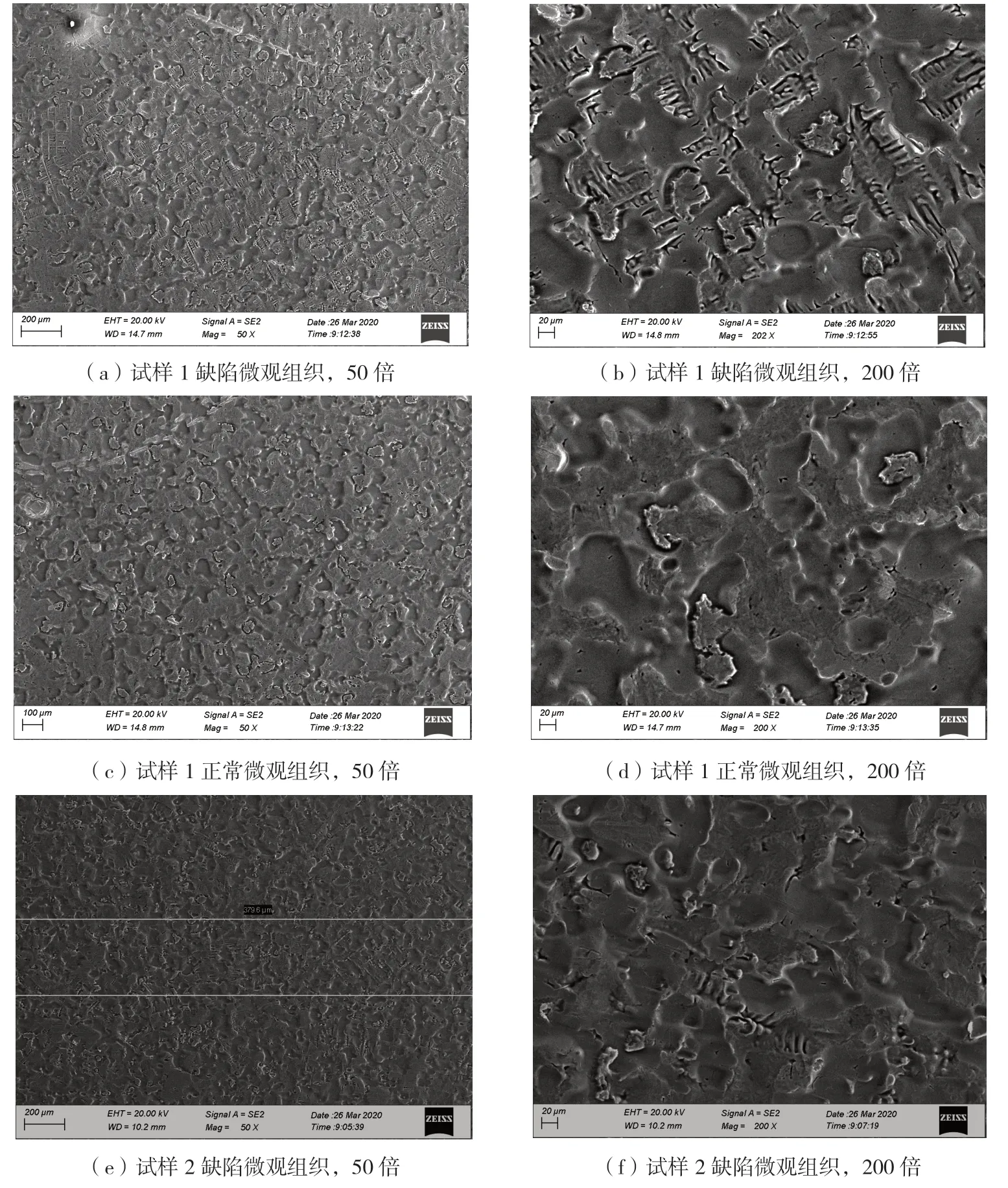
圖2 白條缺陷微觀組織形貌
從圖2可以看出,試樣1缺陷組織處在低倍下無異常附著物,在高倍下其表面的Al-Si鍍層“枝晶形”結構明顯[6],鍍層結構完整,為不完全光整形貌,而試樣1正常組織處為典型的光整形貌[7];試樣2在低倍組織下同樣無異常雜質,在高倍下部分試樣的“枝晶形”結構露出,此試樣光整不完全,但與試樣1相比,未光整程度較輕,這與宏觀形貌觀察的結論一致。由此可知,白條缺陷處部分區域未光整,缺陷處光整前鍍層存在凹陷,導致光整時工作輥與帶鋼未接觸,這種情況發生的原因與光整前輥系異物壓傷表面組織或基板擦劃傷有關。
2.3 光學微觀形貌
白條缺陷的光學微觀組織如圖3所示。圖3(a)和3(b)分別為試樣1的平面和三維微觀形貌,圖3(c)和3(d)為試樣2的平面和三維微觀形貌。

圖3 白條缺陷的光學顯微鏡組織形貌
從圖3可以看出,試樣1和試樣2的缺陷組織明顯與正常組織不同,其二維平面形貌缺陷部位呈現明顯的痕跡狀;其三維形貌缺陷處深度明顯大于其周圍的正常組織,且試樣1的缺陷的深度與面積明顯高于試樣2。
2.4 腐蝕去掉鍍層后的缺陷形貌
試樣1和試樣2為同種類型的白條缺陷,試樣1的缺陷程度稍重。因此,對試樣1開展了去除鍍層的試驗觀察。白條缺陷樣板試樣1腐蝕前和腐蝕后的宏觀及微觀形貌如圖4所示。其中,圖4(a)和圖4(b)為腐蝕前的宏觀形貌及缺陷放大處形貌,圖4(c)和圖4(d)為腐蝕10 min后的宏觀形貌及缺陷放大處形貌,圖4(e)和圖4(f)為腐蝕2 h后的宏觀形貌及缺陷放大處形貌,圖4(g)和圖4(h)分別為腐蝕2 h后的白條缺陷低倍及高倍的SEM微觀形貌形貌,圖4(i)為腐蝕6 h后的宏觀形貌。
從圖4可以看出,腐蝕前的樣板宏觀上存在明顯的白條缺陷;腐蝕10 min后,鍍層去除表層部分,樣板宏觀上呈亮白色,此時鍍層的光整形貌已被破壞,因此白條缺陷組織與正常組織均為未光整形貌,樣板上觀察不到白條缺陷;腐蝕2 h后,樣板宏觀上呈暗黑色,與白條缺陷對應的基板位置存在明顯的長條狀劃傷,低倍微觀形貌下可觀察到鍍層大部分被去除,缺陷對應的位置存在著明顯的痕跡線,因鍍層中的Fe-Al-Si三元合金相較難去除[8],高倍微觀形貌下可觀察到仍存在著部分鍍層附著在基體表面;腐蝕6 h后,鍍層已被完全去除,基板也被腐蝕,樣板宏觀上呈現暗黃色,白條缺陷消失不見。由此可知,白條缺陷的產生與基板的擦劃傷有關。
3 討論與措施
白條缺陷鍍層存在著未光整形貌,局部有凹陷且基板存在著擦劃傷痕跡線。根據分析結果,生產現場采取了以下措施:
(1)適當增加了光整軋制力及彎輥力,以提高光整程度,形成更完整的光整形貌;
(2)適當增加了氣刀距帶鋼的間距大小,以增加凹陷處鍍層的厚度;
(3)適當增加了鍍后冷卻段張力,調整鋅鍋輥位置,以增加帶鋼在熱浸鍍過程中的穩定性,減少帶鋼與鋅鍋輥的摩擦,在熱浸鍍前形成表面良好的基板。
采取措施(1)、(2)后,在出口質檢臺處仍能看到白條缺陷(如圖5所示);而采取措施(3)后,白條缺陷消失。
帶鋼在熱浸鍍過程中高速運動,會不可避免地產生抖動,抖動的帶鋼與鋅鍋輥摩擦產生擦劃傷,在氣刀噴吹冷卻后,鍍層局部凹陷,光整過程中局部位置形成不完全光整形貌,在宏觀上表現為“白條缺陷”。通過增加鍍后冷卻段張力等手段,增加鋅鍋段帶鋼的穩定性,減輕帶鋼擦傷的傾向,可解決該缺陷。
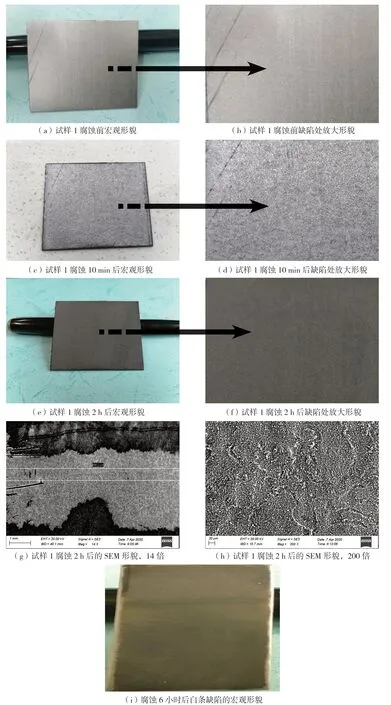
圖4 腐蝕前后的白條缺陷樣板宏觀形貌和微觀形貌

圖5 白條缺陷
4 結論
(1)白條缺陷在宏觀形貌上呈連續條狀,微觀組織上無異常附著物,Al-Si鍍層“枝晶形”結構明顯,鍍層結構完整,為不完全光整形貌,而正常組織處為典型的光整形貌。
(2)白條缺陷在光學顯微鏡下組織存在明顯異常,與正常試樣相比,其二維形貌呈現明顯的痕跡狀,其三維形貌深度明顯較大。
(3)白條缺陷腐蝕2 h后,樣板取樣過程的表面擦劃傷消失,而與缺陷對應的基板位置存在擦劃傷,且低倍掃描形貌下,存在明顯的痕跡線,腐蝕6 h后,因基板腐蝕,白條缺陷消失,確認白條缺陷的產生與基板在鋅鍋段的擦劃傷有關。通過調整鍍后冷卻段張力等手段,白條缺陷消失,增強帶鋼在鋁鍋內的穩定性可避免此種缺陷。