
汽車座椅骨架氣體保護焊飛濺的原因及控制措施
2022-10-18 08:11:16吳濤
時代汽車 2022年19期
關鍵詞:焊縫
吳濤
江西江鈴集團奧威汽車零部件有限公司 江西省南昌市 330200
1 引言
CO作為保護焊氣體,具有成本低、效率高、質量好等優勢被廣泛應用于船舶、車輛以及其他機械制造類企業中,但在生產過程中存在許多不可避免的因素,進而造成氣體保護焊飛濺,影響了汽車座椅的焊接質量與效率。因此,有必要采取電控或是改變CO氣體焊接條件以及工藝參數來提升焊接方案的經濟性,以此適應我國焊接生產發展需求。
2 汽車座椅骨架氣體保護焊飛濺的原因
2.1 CO2氣體引起的飛濺
這種飛濺是由于CO氣體的氧化性引起的,在焊接碳鋼時,金屬熔池發生如下反應:
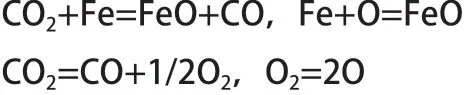
熔滴及熔池中的氧化反應非常激烈,因溶入熔池中的壓FeO又被C元素還原,即:

由于生成的CO不能及時逸出熔池,便形成氣孔。熔滴中的CO氣體,在電弧高溫作用下急劇膨脹而發生劇烈爆炸形成飛濺。
2.2 過渡特性的影響
(1)短路過渡焊的飛濺主要來源于短路初期的瞬間短路飛濺及短路末期的電爆炸飛濺,此外還有冶金飛濺。當熔滴與熔池接觸時,焊絲端部與熔池形成液態小橋,短路電流突然增加,使縮頸小橋迅速加熱,最后導致小橋金屬發生汽化爆炸,引起飛濺。
(2)細顆粒過渡,隨著電流的增加,熔滴過渡變為顆粒狀態過渡。此時,由于二氧化碳氣體為多質分子,二氧化碳氣體電弧分解吸熱引起電弧收縮,孤根面積縮小,故引起較大的斑點壓力,使熔滴上撓,阻礙熔滴過渡,形成大滴狀過渡,引起較大的飛濺。
現階段,汽車座椅骨架氣體保護焊飛濺的主要原因有以下幾方面:一、焊工綜合業務能力不強;無論何種氣體的焊接,都要求焊工將干伸長度及焊槍傾斜角度控制在合理范圍內,避免干伸長度過長、焊槍過于前傾或后傾造成氣體飛濺。二、產品零件因素;在生產過程中,若設計不合理,則會造成零件配合件間隙超標的問題,使得焊絲直徑無法滿足焊接要求。三、焊接電壓參數;根據焊接作業指導書以及工藝規范參數與標準,汽車座椅骨架的焊接電壓應控制在1-2v范圍內,并且要在確定焊接電流后微調焊接電壓,以此避免保護焊飛濺問題的產生。四、保護氣體;汽車座椅焊接一般采用二氧化碳氣體或二氧化碳氣體與氬氣的混合氣體作為保護氣體,混合氣體可有效避免保護焊飛濺問題的產生。五、焊接焊絲;采用含Ti、AL、Zr合金元素的低飛濺率焊絲可有效減少焊接飛濺問題的發生幾率,但大范圍使用會提高生產成本,而且部分產品焊接對焊縫外觀要求并不高,以此應合理選擇焊絲。
3 控制氣體保護焊飛濺的措施
3.1 電控方法
3.1.1 波形控制法
波形控制法主要是根據汽車作業不同焊接階段的特點設置相應的電流與電壓,采用的逆變頻率高達20-30kHz。波形控制法包括新脈沖短路波形控制法、新短路波形控制法、表面張力過渡控制、AWP波形控制法,其中AWP波形控制法主要針對CO為保護氣體的焊接,避免因瞬時短路形成的大顆粒飛濺與由于電爆炸而形成的細顆粒飛濺,影響焊縫的成形。在利用AWP波形控制法過程中,運用脈寬調制技術降低回路的電流,以此降低由于瞬時短路形成的大顆粒飛濺;當形成縮頸后,通過控制系統強制降低短路電流,以此避免由于電爆炸而形成的細顆粒飛濺,并在較大電流作用熔池的情況下,使得焊縫成形良好。
3.1.2 弧焊電源外特性控制法
弧焊電源外特性控制法包括切換兩組電源外特性、復合外特性以及三維外特性的控制。其中,切換兩組電源外特性的控制方法與波形控制法相比,雖具有較好的控制效果,且產生的飛濺小,但需要較大的液橋電流,與減少保護焊飛濺的目標無法完全相符。復合外特性的控制方法對動態響應要求較高,在一定程度上增加了生產成本與商品化難度。三維外特性控制通過調整工作點來輸出最佳的焊接電流與電壓,以此達到減少飛濺的目的,具有較好的應用效果。
3.1.3 外加磁場控制法
作用于短路過渡飛濺的磁感應強度與焊接規范存在一最佳匹配。在某一恒定的焊接規范下,外加縱向磁場作用二氧化碳氣體保護焊短路飛濺時,存在一個最佳的磁場范圍,在這個范圍內,其降低飛濺的作用最為明顯。在一定的外加磁場強度下,二氧化碳氣體保護焊熔滴經過電弧區的過渡頻率增加,減小了短路峰值電流和短路初期的短路電流,減小了短路初期的飛濺;外加磁場對短路液橋會產生徑向向內的磁致壓力,從而加速了液橋的斷開,降低了短路末期的能量積累,減少了短路末期電爆炸飛濺。外加縱向磁場焊接電弧具有很強的拘束作用,可防止熔滴排斥出來產生的飛濺。
外加磁場控制法是一種新型的焊接控制技術,通過改變外加電磁場的大小,來改變焊接飛濺率。以此提升二氧化碳氣體保護焊短路過渡中的保護焊飛濺的控制效果,對提高焊接質量與效率具有十分重要的現實意義。
3.1.4 在焊接回路中串聯大的電感
采用中等電流規范CO氣體保護焊時,因弧長較短,同時熔滴和熔池都在不停的運動,熔滴與熔池極易發生短路過程,所以CO氣體保護焊除大滴狀排斥過渡外,還有一部分熔滴是短路過渡,在焊接回路中串聯大一些的電感,使短路電流上升速度慢一些,這樣可以適 當的減少飛濺。
3.2 控制焊接工藝
在焊接汽車座椅骨架的過程中,焊絲碳質量分數超過0.08%,在很大程度上增加金屬顆粒的飛濺效果,并會造成其送絲不暢、堵塞導電嘴。與此同時,CO氣體保護焊工藝控制效果不佳、送絲速度較快、焊絲成品表面油污、電弧電壓偏低等,都會造成氣體保護焊飛濺,進而影響汽車座椅骨架的焊接質量與效率。
3.2.1 嚴格控制焊絲成分
C、Mn、Si、S、P等是焊絲的主要成分,其中,Mn、Si必須與焊接標準的要求相符,并配有一些Ti、Zr、Al等脫氧劑,以此降低汽車座椅骨架焊接飛濺發生率,保障保護焊工藝效果的增強。在實際施工過程中,宜使用純度高于99%的CO氣體作為保護氣體,并采用集中供氣的方式對工件進行焊接。與此同時,應適當調節焊接直流回路電感值、電流、電壓等參數,避免對保護焊飛濺造成影響。由Q195碳素結構鋼、10與20優質碳素鋼焊接而成的汽車座椅骨架,具有良好的塑性、韌性以及良好的加工性能、焊接性能,其化學成分如下表1所示。
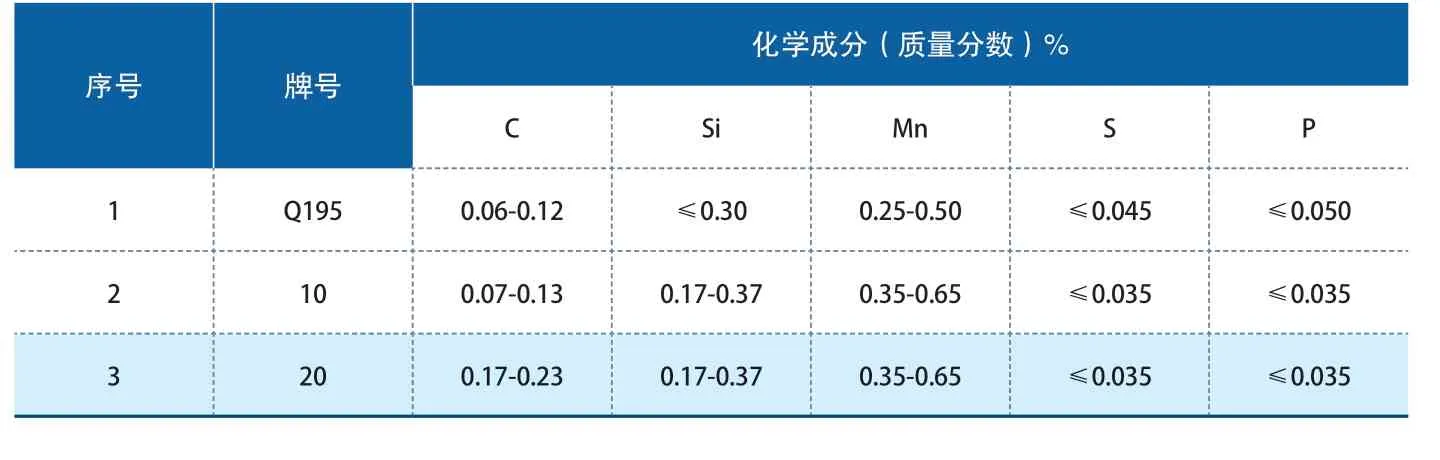
表1 Q195碳素結構鋼和10、20優質碳素結構鋼的化學成分
3.2.2 控制焊絲生產過程
焊絲是汽車座椅骨架氣體保護焊作業的重要組成部分,通過控制其生產過程可以降低飛濺問題的產生幾率。在焊絲生產過程中,應該嚴格控制潤滑劑和模具的更換次數,必須每六小時更換一次模具,每十二小時更換一次潤滑劑,為減少焊絲表面的油污與雜質,應使用棉紗纏繞在層繞打軸工序處和鍍銅收線處,以此避免焊接過程中燃燒的雜質造成保護焊飛濺。
3.2.3 正確選擇焊接規范參數
汽車座椅CO氣體保護焊工藝參數的控制包括:一、焊絲直徑、電流、電壓的控制。電弧長度、熔滴過渡形式與焊接電流以及電弧電壓具有十分密切的聯系。
選擇合適的焊接電流區域,在CO電孤中,對于每種直徑焊絲,其飛濺率和焊接電流之間都存在圖1所示的規律:即在小電流區(短路過渡區)飛濺率較小,進入大電流區(細顆粒過渡區)飛濺率也較小,而中間區飛濺率最大。所以在選擇焊接電流時,應盡可能避開飛濺率高的電流區域。
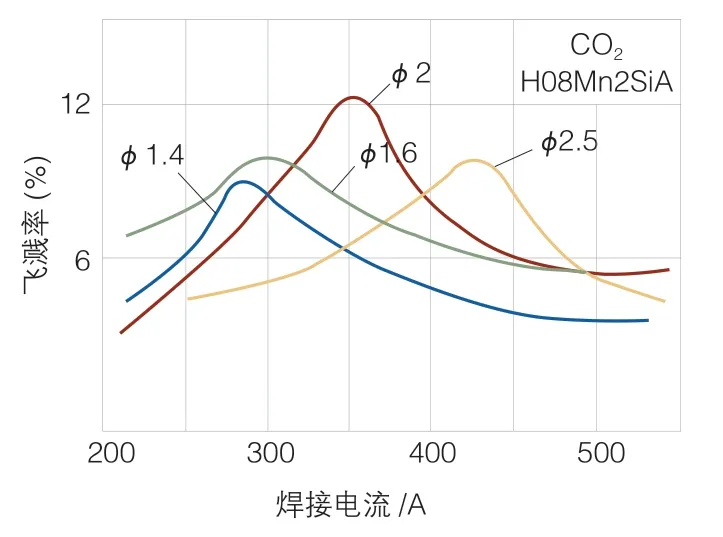
圖1
低電壓是實現CO氣體保護焊短路的重要因素,但是過低的電壓會影響焊接過程的穩定性,當電壓超過允許的最高值時,又會造成大顆粒的長弧過渡。因此,按照焊絲的標準將焊絲直徑、電流、電壓控制在合理范圍,才能保證較少飛濺的產生,進而促進焊縫成形良好。例如,焊接材料為北京固本CO氣體保護焊絲時,焊絲直徑、電流、電壓參數如表2所示。

表2 焊接參數
二、焊絲伸出長度。在CO為保護氣體的汽車座椅焊接過程中,焊絲電阻熱會隨著焊絲伸出長度增加而增大,使得過快的焊絲熔化速度加重飛濺。為提升焊接生產效率,一般將焊絲伸出長度控制在焊絲直徑的10-15倍范圍內,并且不宜超過20mm,以此避免焊絲段熔問題的發生,確保焊接質量的提升。此外,企業還應切實加強焊工專業技能,避免由于人員自身因素影響焊接質量與效率,以此充分發揮出正確工藝參數的優勢與作用。三、電源極性。C0氣體保護焊采用正極性時由于電弧受壓力,飛濺劇增且顆粒大,因此一般采用直流反極性接法。直流反極性接法是CO氣體保護焊有效實施的標準,較低含氫量的焊縫金屬有利于焊縫熔深的增大,進而保障焊接穩定、焊接飛濺小、焊縫成形好,為汽車座椅骨架CO氣體保護焊飛濺防控奠定堅實的基礎。
3.2.4 焊絲表面加入活性元素
為使焊縫熔深與焊接工藝要求相符,可在焊絲的表面涂抹一層活性物質,以此改變焊絲的性能,增加焊絲活性,避免產生大顆粒飛濺,進而實現汽車座椅CO氣體保護焊質量的提升,并在一定程度上提高焊接效率、節約能源。與此同時,為充分發揮出保護氣體的優勢與價值,可在CO氣體中加入一定含量的氬氣,當氬氣含量增加至50%時,可極大提升控制飛濺的效果,不僅降低清理耗費的時間,還降低了焊接材料損耗,實現焊接金屬性能指標的提高。
3.2.5 采用Ar+CO混合氣體作為保護氣體
在Ar+CO混合氣體保護中,當二氧化碳含量較少時,盡管電場強度增加,跳弧電流也增大,但仍可保持射流過渡狀態。因此,當適量的二氧化碳同時加入氬氣中時,弧根特性明顯得到改善,焊接時電弧穩定性提高,改善了電弧剛度,并使得焊絲端部過渡到熔池的熔滴表面張力減小,顆粒縮小。所以采用混合氣體保護焊焊接時焊縫成形美觀,焊接飛濺極少。
3.2.6 采用脈沖二氧化碳氣體保護焊接法
(1)脈沖可控過渡二氧化碳氣體保護焊接法。
(2)負脈沖電流誘導過渡二氧化碳氣體保護焊接法。
另外,混合氣體保護焊的焊縫成形非常美觀,而二氧化碳氣體保護焊焊縫成形則不怎么好。究其原因,二氧化碳氣體在電弧溫度區間熱導率較高,加上分解吸熱,消耗電弧大量熱能,從而引起弧柱及電弧斑點強烈收縮,即使增大電流,弧柱和斑點直徑也很難擴展,因此很容易產生飛濺。而采用混合氣體保護焊,混合氣體中氬含量較大,這時電弧電場強度較低,有利于電弧擴張,以產生跳弧現象,使得電弧成為錐狀、焊絲端頭成為鉛筆尖狀,而形成射流過渡特點。
4 結語
綜上所述,通過對汽車座椅骨架CO2氣體保護焊飛濺原因的分析,可采用波形控制法、弧焊電源外特性控制法及外加磁場控制法減少飛濺,同時還需加強焊工的專業知識與技能培訓;此外,控制焊接工藝可以有效改善焊縫成形,并減少焊接汽車座椅骨架的氣體保護焊飛濺,或是采用混合氣體來改善焊接工藝,以此實現焊接質量與效率提高的目標。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
