12Cr2Mo1R鋼帶極堆焊鎳基276的工藝性能
2022-10-18 10:16:02呂秀乾齊麗璟張瑞萍姚佳人林莎莎
理化檢驗(物理分冊) 2022年9期
關鍵詞:工藝
呂秀乾, 齊麗璟, 張瑞萍, 姚佳人, 林莎莎
(1.青島蘭石重型機械設備有限公司,青島 266426;2.上海材料研究所,上海 200437)
近年來,石化及煤化行業的發展逐漸趨于大型化、重型化,因帶極堆焊技術具有堆焊焊道平整光滑、熔深淺且均勻、稀釋率低、熔敷速率高等優點,而被廣泛應用于壓力容器的制造中。PTA(精對苯二甲酸)加氫反應器的工作介質通常具有很強的腐蝕性,因此要求在鋼板上帶極堆焊鎳基合金,以滿足設備的使用要求。從PTA加氫反應器腐蝕介質的溫度、腐蝕特性、抗裂因素以及成本設計等方面考慮,帶極堆焊鎳基合金通常選用鎳基276(NiCrMo-4鋼)[1-4]。
目前對帶極堆焊鎳基276的研究較少,筆者對不同熱處理工藝及不同堆焊工藝下,鎳基276的化學成分、腐蝕速率、力學性能、顯微組織進行分析,研究了鎳基276的最佳熱處理工藝及堆焊工藝,為設備的制造工藝提供了參考依據。
1 試驗方案
1.1 堆焊工藝方案
在12Cr2Mo1R鋼板上采用埋弧焊+電渣帶極堆焊的方法堆焊鎳基276,堆焊試樣的尺寸(長×寬×高)為400 mm×300 mm×50 mm。鎳基276的化學成分與基材12Cr2Mo1R鋼相差較大,直接在基材上堆焊鎳基合金會造成堆焊層的化學成分嚴重稀釋,且鎳基合金的線膨脹系數較大,直接堆焊容易產生較大的焊接應力,使接合面上形成裂紋,嚴重時甚至會形成堆焊層剝離,因此需在基材和鎳基合金之間先堆焊一層或兩層作為過渡。選擇鎳基276表層,309L鋼為過渡的第一層(過渡層),具體堆焊工藝方案如表1所示。
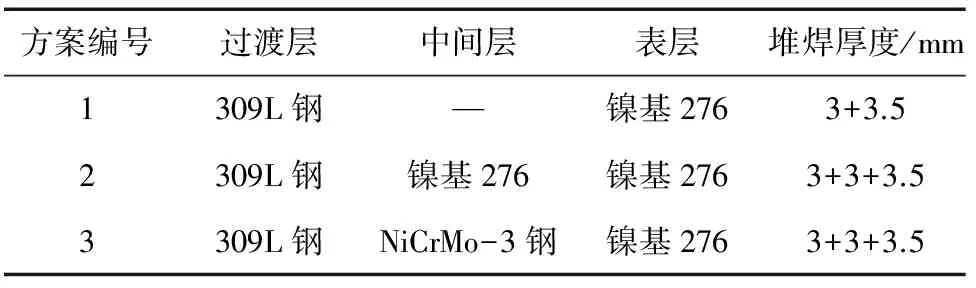
表1 帶極堆焊工藝方案
1.2 熱處理工藝方案
根據PTA加氫反應器的制造要求,12Cr2Mo1R鋼板在焊后需要模擬最小程度(MinPWHT)和最大程度(MaxPWHT)的焊后熱處理,以消除焊接應力。模擬焊后熱處理工藝參數為(690±14)℃,8 h(MinPWHT)和(690±14)℃,32 h(MaxPWHT)。具體熱處理工藝方案如表2所示。
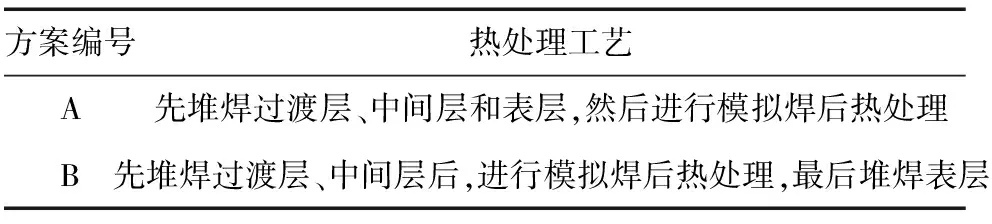
表2 熱處理工藝方案
1.3 試樣制備
將3種堆焊工藝方案和兩種熱處理工藝方案組合制備4組試樣,分別編號為1A,2A,2B,3B。
2 理化檢驗及結果分析
2.1 化學成分分析
在4組試樣距堆焊層表面約3 mm處分別取樣,進行堆焊表層的化學成分分析,結果如表3所示。
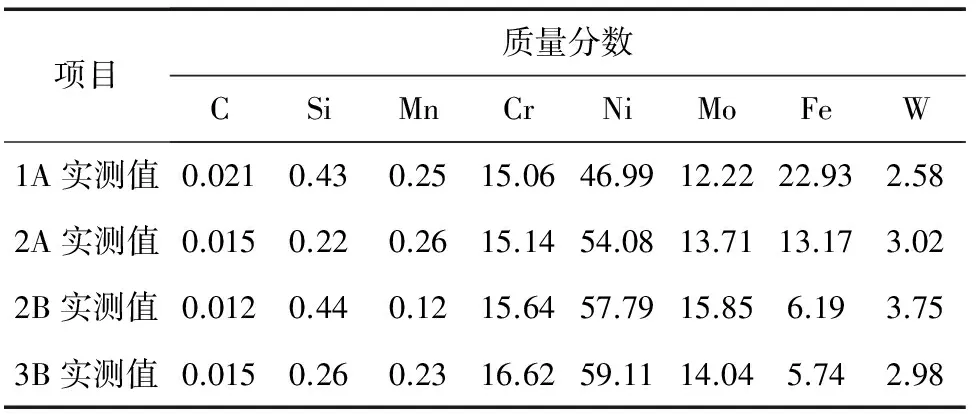
表3 4組試樣堆焊表層的化學成分分析結果 %
2.2 晶間腐蝕性能測試
在4組試樣距堆焊層表面約3 mm處分別取樣,依據ASTM G28—2015《鍛制高鎳鉻軸承合金晶間腐蝕敏感性檢測的標準試驗方法》中的A法對試樣進行晶間腐蝕試驗,結果如表4所示。從表4可知:當堆焊工藝相同,熱處理狀態分別為MaxPWHT,MinPWHT時,焊態對應的腐蝕速率依次遞減,因為鎳基276在650~1 090 ℃時對晶間腐蝕特別敏感,對于焊接試樣,尤其是堆焊試樣,敏化時間越長,腐蝕速率就越高;組合方案2A和組合方案1A相比,多堆焊了中間層(鎳基276),在MaxPWHT狀態下,腐蝕速率由64.87 mm/a變為33.72 mm/a,表明在過渡層與表層中間多堆焊一層中間層,有利于腐蝕速率的降低;組合方案2B與組合方案2A相比,都堆焊了過渡層、中間層和表層,但熱處理工藝不同,組合方案2A試樣的腐蝕速率為33.72 mm/a,組合方案2B試樣的腐蝕速率為19.42 mm/a;組合方案3B與組合方案2B相比,都堆焊了過渡層、中間層和表層,且熱處理工藝一致,只是中間層的材料由鎳基276換成NiCrMo-3鋼,腐蝕速率由19.42 mm/a降至4.48 mm/a。從上述結果可以看出,組合方案3B的堆焊工藝和熱處理工藝最佳。
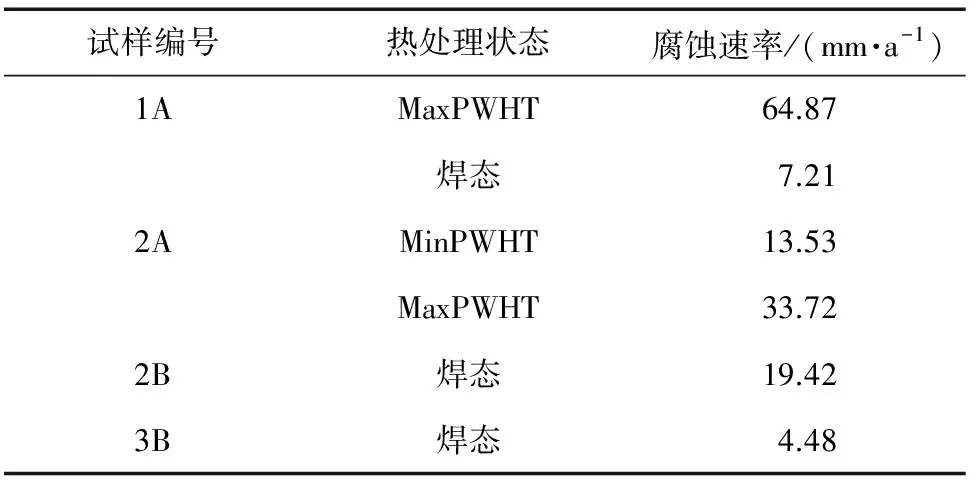
表4 4組試樣晶間腐蝕性能的測試結果
2.3 晶間腐蝕性能差異分析
“貧鉻理論”是被普遍認可的解釋晶間腐蝕的主要理論。當金屬的碳含量(質量分數,下同)大于0.02%時,C元素與Cr元素能形成碳化物Cr23C6,這些碳化物以固溶態溶于奧氏體中,此時Cr元素均勻分布在合金中,使合金各部分的Cr元素含量均在鈍化所需的12%以上。這種過飽和固溶體是不穩定的,當合金加熱到敏化溫度范圍內時,碳化物就會沿晶界析出,Cr元素便從晶粒邊界的固溶體中分離出來,因Cr元素的擴散速率較慢,晶粒內部的Cr元素來不及向晶界擴散,故造成了晶粒邊界“貧鉻區”。當有腐蝕介質存在時,該區域將產生明顯的腐蝕現象。
在敏化溫度范圍內,鎳基276不僅會析出M6C,M2C,M23C6等碳化物,而且有可能產生金屬間化合物μ相(Co2Mo6型),使材料的抗晶間腐蝕性能進一步下降。Cr元素和Mo元素含量高對合金的耐腐蝕性有利,但Mo元素的作用不如Cr元素明顯。Ni元素的主要作用是保持高鉻高鉬合金的穩定性,使之獲得單一的奧氏體組織結構。堆焊試樣的焊接時間較長,稀釋率較大,基層母材會造成堆焊層的Fe元素含量增加,而較高含量的Fe元素會降低其他合金元素的含量(比如Ni元素),進而降低合金的穩定性,使材料的抗晶間腐蝕性能下降[5-7]。在所有的工藝方案中,組合方案3B中Cr,Ni元素含量最高,Mo元素含量也比較高,Fe元素含量最低,所以它的抗晶間腐蝕性能最好。
2.4 力學性能測試
為進一步驗證組合方案3B試樣的工藝性能,分別對其進行彎曲測試和維氏硬度測試,結果如表5,6所示。
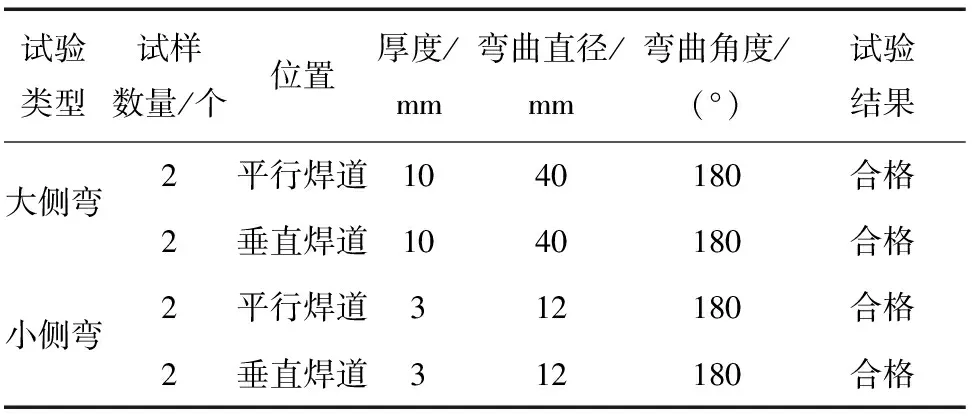
表5 組合方案3B試樣的彎曲測試結果
2.5 金相檢驗
在組合方案3B試樣垂直焊道的截面處取樣,并對其進行金相檢驗,結果如圖1所示。由圖1可知:試樣表層和中間層的組織均為γ固溶體+析出物,呈枝晶特征,晶內和晶界處均可見析出物,中間層的析出物比表層多,這可能與過渡層和基層元素的遷移有關;過渡層為γ奧氏體+δ鐵素體組織,呈典型的樹枝晶特征;基層為貝氏體組織,熔合線附近存在不連續的黑色馬氏體帶,符合堆焊熔合區特性[8]。表明試樣的顯微組織正常,未見微觀裂紋和其他微觀缺陷。

表6 組合方案3B試樣的硬度測試結果 HV
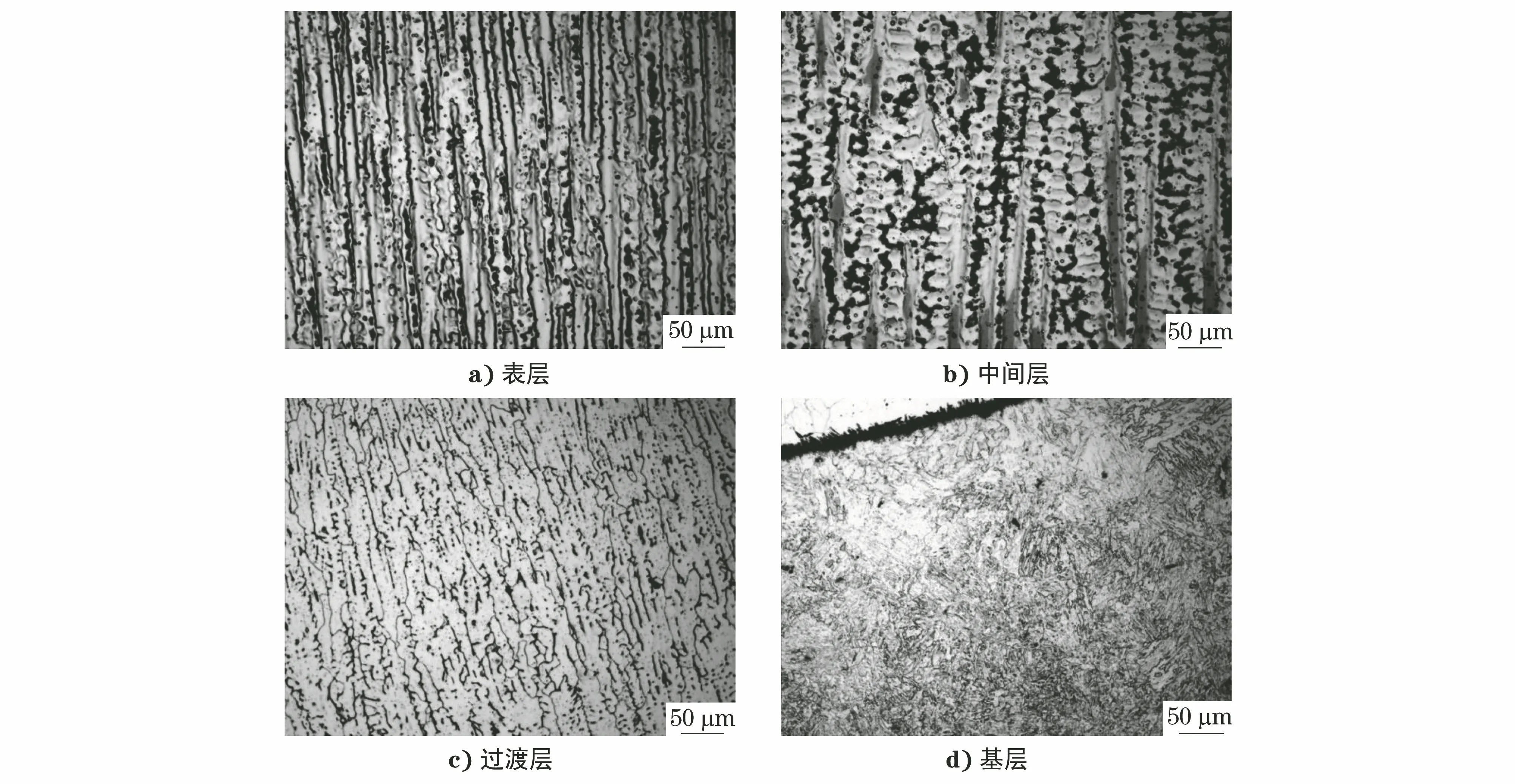
圖1 組合方案3B試樣的顯微組織形貌
3 結論
(1)敏化時間對鎳基276帶極堆焊材料的抗晶間腐蝕性能影響較大,敏化時間越長,腐蝕速率越高。
(2)在12Cr2Mo1R鋼板上堆焊鎳基276時,堆焊過渡層和中間層有利于降低表層材料的腐蝕速率,另外堆焊過程中熱處理工藝也對材料的腐蝕性能產生較大影響。
(3)先堆焊309L鋼(過渡層)/NiCrMo-3鋼(中間層),然后進行(690±14)℃,32 h的模擬焊后熱處理,最后再堆焊表層鎳基276,能獲得較低腐蝕速率、較好力學性能和顯微組織的試樣。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
