
鐵基合金激光熔覆層的組織與性能研究
2022-10-25 08:49:24徐勤官曲仕堯
金屬加工(熱加工) 2022年10期
徐勤官,曲仕堯
1.卡特彼勒(徐州)有限公司 江蘇徐州 221004
2.山東大學材料液態結構及遺傳性教育部重點實驗室 山東濟南 250061
1 序言
磨損是機械設備(尤其是在油田、建筑、礦山等惡劣環境下工作的機械設備)失效的三大主要原因之一,會造成巨大的經濟損失甚至嚴重的工程事故。美國每年因摩擦磨損引起的損失約為1000億美元,我國因摩擦磨損造成的經濟損失則占國民經濟總產值的1.8%[1-4],因此提高材料的耐磨性具有很大的經濟意義,可避免許多事故的發生。
激光熔覆是近二十年來發展迅速的先進制造技術,是表面工程領域的重要組成部分。激光熔覆在提高機械零部件表面的耐磨性能方面表現突出,正在被越來越多的科研工作者所重視。一方面,激光加工的能量可以高度集中在截面很小的光束中,使被加工材料在瞬間達到很高的溫度而熔化,涂層與基體結合強度高,而其周圍的熱影響區很小,熱變形小;另一方面,由于激光束中能量的高度集中,基體受熱面積小,使得加工后工件迅速冷卻,金屬材料的晶粒來不及長大,從而細化晶粒,提高涂層強度[5-8]。
鐵基金屬材料采用鐵基合金熔覆不僅因涂層與基體成分相近,界面結合牢固,而且可降低成本,減少昂貴的Ni、Co合金的使用,因此利用激光熔覆技術獲得鐵基耐磨熔覆層成為激光熔覆的重要研究課題[9,10]。
預置法激光熔覆操作簡單,易于獲得小面積熔覆層,因此目前報道的激光熔覆研究多以預置粉方式制備涂層。與其相比較,同步送粉法(一體或兩體)具有工藝參數、熔覆過程易實現自動化控制,激光能量吸收率高,無內部氣孔,熔覆層宏觀質量可控,以及生產效率高等優點,可顯著提高熔覆層的抗開裂性能,促進硬質相在熔覆層內均勻分布,多道搭接時,效果更加顯著。本文選用同步送粉方式制備鐵基合金激光熔覆層,研究了激光功率對熔覆層組織與性能的影響。
2 試驗材料與方法
2.1 試驗材料
試驗母材為Q235鋼,尺寸為60mm×30mm×10mm;激光熔覆粉末由F302粉、鈦鐵粉、鉬鐵粉及B4C粉混合而成,混合比例見表1。鐵基合金F302粉、鈦鐵粉及鉬鐵粉的化學成分見表2;F302粉的粒度≤150目(106μm),鈦鐵粉、鉬鐵粉的粒度為80目(180μm),B4C粉的粒度為280目(53μm)。
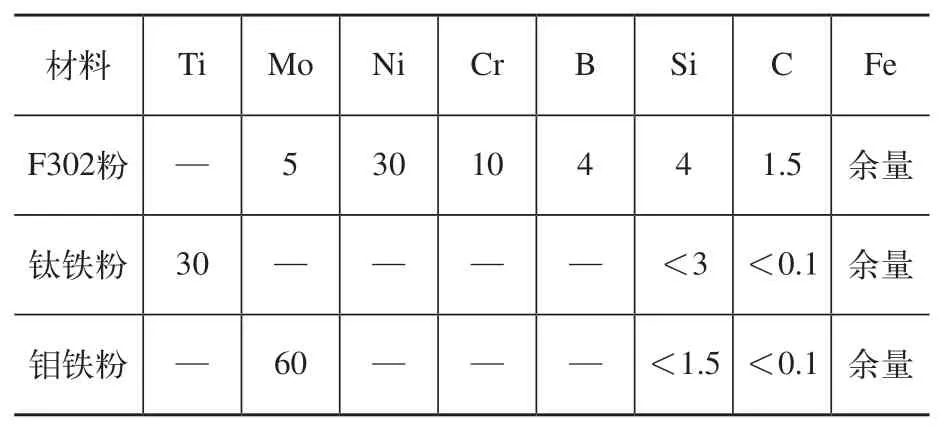
表2 激光熔覆粉末的化學成分(質量分數)(%)
2.2 試驗方法
將F302粉、鈦鐵粉、鉬鐵粉及B4C粉按表1所示的比例稱重,并放入Q M-3S P04行星式球磨機內混合30min,制成激光熔覆粉末。采用國產DL-HL-T5000型CO2激光加工成套設備及同步送粉方式,在低碳鋼試件表面進行熔覆處理,制備搭接率為40%的合金熔覆層。激光功率為1500~2500W,掃描速度為250mm/min,光斑直徑為3mm,送粉速率為9g/min。送粉器選用國產載氣式送粉機,以純氬氣作為載氣,氣流速率為200L/h。

表1 激光熔覆粉末各組分含量(質量分數)(%)
將激光熔覆后的試件切成小塊,處理成所需的試樣,金相試樣用5%硝酸酒精溶液腐蝕1min。采用DIGITAL MICROSCOPE VHX-500F光學顯微鏡、JEOL生產的INCA系列JSM-6700F型掃描電鏡(SEM)和英國牛津生產的X-sight能譜儀(EDS)進行組織形貌觀察與微區成分分析,用X射線衍射儀(XRD)測定激光熔覆層的物相組成;用SCTMC維氏顯微硬度計沿熔覆層橫截面測定熔覆試樣的顯微硬度,加載載荷為300g(2.94N),加載時間15s。
3 試驗結果與分析
3.1 熔覆層的顯微組織
采用不同激光功率獲得的熔覆層組織形貌如圖1所示。由圖1可見,熔覆層中形成了許多塊狀顆粒(白色相)。當激光功率較低時,白色顆粒數量較多,且較為細小彌散。隨著激光功率的增大,雖然塊狀顆粒數量減少,但尺寸增大,彌散分布程度降低。另外,基體組織也隨著激光功率的增大而粗化。
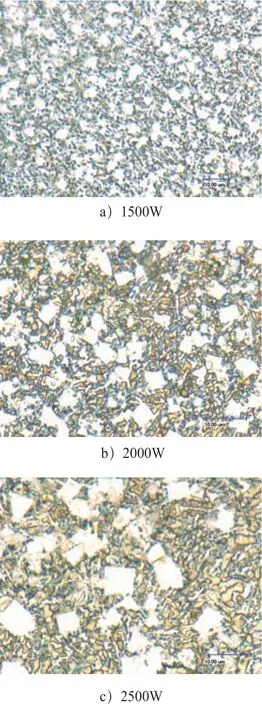
圖1 不同激光功率下獲得的熔覆層組織形貌
激光熔覆層在掃描電鏡下的組織形貌如圖2所示,塊狀顆粒(A區域)和基體(B區域)的掃描電鏡 EDS圖譜如圖3所示。由圖3可見,塊狀顆粒富含Mo、C,還有少量Cr、Fe、Ni和微量Ti;基體所測區域(圖2中B區域)富含Ni、Fe元素及少量Cr、Mo元素。

圖2 激光熔覆層在掃描電鏡下的組織形貌
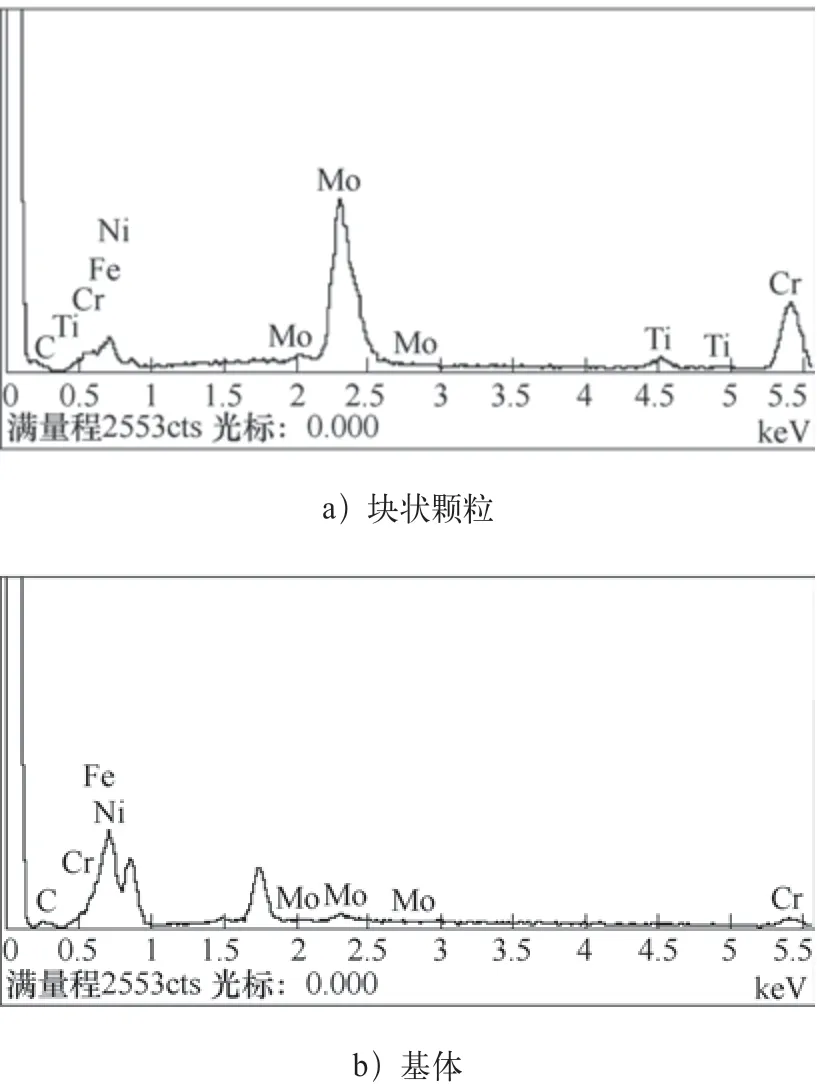
圖3 激光熔覆層掃描電鏡 EDS圖譜
對激光熔覆層進行X射線衍射分析,結果如圖4所示。由圖4可見,熔覆層的組成比較復雜,主要組成相有MoC、γ-Fe-Cr-Ni-C、Cr2Ni3、Fe2B及TiC等。結合EDS分析結果,可以確定塊狀顆粒為MoC,基體組織為γ-Fe-Cr-Ni-C。熔覆層中除了MoC顆粒外,還存在Cr2Ni3、Fe2B、TiC等化合物,它們以更細小的顆粒狀和細條狀分布在基體內部。
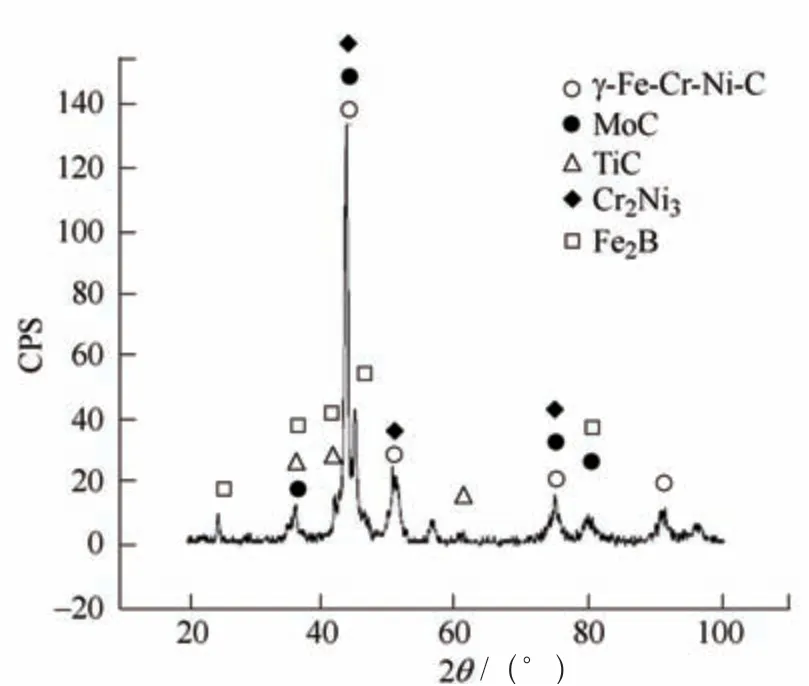
圖4 激光熔覆層X射線衍射圖譜
鐵基合金熔覆粉末中含有較多的Ni、Mo及一定量的Cr、Ti、B、C等元素(見表2),在高能量密度的激光束作用下,輸送到熔覆部位的合金粉末發生熔化形成熔體;而存在于熔體中的合金元素在高溫下發生化學冶金反應,從而形成MoC、Cr2Ni3、Fe2B及TiC等金屬化合物。Cr在元素周期表中的位置與Mo較為接近,可固溶于MoC中,因此MoC中含有較多的Cr。Ti與O的親和力較大,在熔覆過程中部分被氧化形成溶渣,而保留在熔覆層中的Ti除了與C形成少量TiC外,還有微量Ti固溶在MoC中。此外,粉末中的B4C在高溫下全部分解,位于熔體中的B與Fe發生反應而形成Fe2B等化合物。
3.2 熔覆層的顯微硬度
采用顯微硬度計在熔覆層橫截面上檢測從熔覆層表面到低碳鋼基體的顯微硬度,結果如圖5所示。

圖5 激光熔覆層的顯微硬度
由圖5可見,在1500W激光功率下獲得的熔覆層,其硬度分布比較均勻,平均硬度為1050HV,最高硬度位于表層。在熔覆層到基體的過渡區,顯微硬度迅速下降。隨著激光功率的增加,熔覆層及過渡區的平均硬度降低。當激光功率增至2500W時,熔覆層的平均硬度降至900HV左右,其硬度分布也不均勻,最高硬度與1500W時的平均硬度相當。
上述組織觀察與分析表明,熔覆層中存在大量的塊狀MoC顆粒以及更為細小的Cr2Ni3、Fe2B、TiC等金屬化合物,這些硬質相分布在γ-Fe-Cr-Ni-C基體內,起到了很好的第二相強化作用,致使熔覆層的硬度顯著提高;另外,某些合金元素固溶于基體和碳化物也是熔覆層獲得高硬度的原因之一。
當激光功率較低時,試件的熱輸入較小,熔體的凝固速度較快,原位反應形成的MoC等增強相來不及長大,因而以細小顆粒彌散分布于熔覆層基體內(見圖1a);同時,由于冷卻速度較快,所以基體組織也較為細小。在彌散強化、細晶強化和固溶強化等共同作用下,使1500W條件下獲得了硬度最高的熔覆層。
當激光功率較高時,熱輸入增大,一方面冶金反應時間延長,MoC顆粒因生長較為充分而變大;另一方面,某些有利于MoC顆粒非自發形核的固相質點因在更高的溫度下發生熔化而消失,使MoC硬質相的形核率降低、數量減少。此外,隨著激光功率的升高,基體晶粒也變得粗大,使細晶強化效果削弱。因此,熔覆層的硬度隨著激光功率的增加而降低。當激光功率為2500W時,除了熔覆層的平均硬度降低外,熔覆層的硬度分布也因增強顆粒數量的減少而出現較大波動。另外,激光功率的提高還會使低碳鋼基體的熔化量增加,對熔覆層的稀釋作用增強,從而導致過渡區硬度下降。
3.3 熔覆層與基體材料熔合質量
熔覆層與基體界面附近的成分分布及顯微組織形貌如圖6所示。由圖6可看出,母材與熔覆層之間有一條窄而平直的白亮帶。這條白亮帶是因結合界面處存在較大的溫度梯度和很小的凝固速度,致使凝固組織以較低的速度平直向前推進而形成的。這表明熔覆層與基體形成了質量良好的冶金結合。
合金成分在界面附近的分布是不均勻的。界面兩側存在一個合金成分漸變區域,這是母材熔化后對熔覆層的合金成分產生了稀釋作用所致。激光功率較高時,母材熔化較多,對熔覆層合金的稀釋程度較大。隨著激光功率的降低,熔覆層的稀釋率則相應減少。
4 結束語
1)采用同步送粉方式在低碳鋼基體上制備了鐵基合金激光熔覆層,熔覆層表面成形良好,與基體結合牢固,未見裂紋等缺陷。
2)激光熔覆層由γ-F e-C r-N i-C固溶體和MoC、Cr2Ni3、Fe2B、TiC等金屬化合物組成。當激光功率為1500W時,MoC顆粒細小,且彌散分布于熔覆層基體內;隨著激光功率的升高,MoC顆粒尺寸增大、數量減少,而熔覆層基體組織粗化。
3)激光熔覆層的最高平均顯微硬度約為1050HV,第二相彌散強化、細晶強化和固溶強化的共同作用導致熔覆層硬度升高。隨著激光功率的增加,熔覆層的平均硬度降低。
