
液壓支架油缸內(nèi)孔堆焊不銹鋼的工藝實(shí)現(xiàn)及加工性能
2022-10-25 08:49:30張彬楊帆杜學(xué)蕓
金屬加工(熱加工) 2022年10期
關(guān)鍵詞:不銹鋼
張彬,楊帆,杜學(xué)蕓
1.山東能源重裝集團(tuán)再制造分公司 山東新泰 271200
2.山東能源重裝集團(tuán)大族再制造有限公司 山東新泰 271200
3.山東能源重型裝備制造集團(tuán)有限責(zé)任公司 山東泰安 271000
1 序言
油缸作為液壓支架中的主要支撐部件,在乳化液中與立柱配合完成液壓伸縮過程中,其內(nèi)壁在反復(fù)承壓與乳化液沖蝕環(huán)境中容易因腐蝕、磨損而發(fā)生失效。因此,采用先進(jìn)的表面處理工藝來強(qiáng)化油缸內(nèi)壁表面的耐蝕性和耐磨性,是提升液壓支架綜合性能的關(guān)鍵環(huán)節(jié)之一[1-6]。由于局限于內(nèi)孔的狹窄空間,所以處理過程質(zhì)量控制是一個(gè)難題。
近年來,針對油缸內(nèi)壁的強(qiáng)化,常見的有鍍銅、熔銅、堆焊碳素鋼及不銹鋼、激光熔覆等表面處理技術(shù)和方式,可在一定程度上提高油缸內(nèi)壁表面的耐磨性和耐蝕性。隨著實(shí)踐應(yīng)用的普及,各種加工方式均暴露了一定的技術(shù)弊端。因成形質(zhì)量穩(wěn)定、機(jī)加工性能優(yōu)越,所以熔銅技術(shù)應(yīng)用較為廣泛。但在成本方面,油缸內(nèi)孔熔銅目前所用原材料主要為錫青銅、鋁青銅、高錳鋁青銅等含銅材料,而近年來銅材的市場價(jià)格變動(dòng)較大,相關(guān)數(shù)據(jù)顯示全球范圍內(nèi)銅材料一直處于供不應(yīng)求的狀態(tài),而銅產(chǎn)量的增長率基本趨近于零,內(nèi)孔熔銅的原材料價(jià)格成為成本控制的凸顯問題;在性能方面,內(nèi)孔堆焊常用銅材的成形硬度偏低,在提高油缸內(nèi)壁的抗磨損方面表現(xiàn)一般,不能滿足客戶對油缸內(nèi)壁高耐磨性的需求。內(nèi)孔堆焊碳素鋼的處理方式在原材料方面具備成本優(yōu)勢,但是獲得的堆焊成形較差,且其耐蝕性達(dá)不到理想狀態(tài)。耐磨性與耐蝕性兼?zhèn)涞牟讳P鋼成為內(nèi)孔堆焊中的主力材料,但機(jī)加工實(shí)踐證明,不銹鋼不易被切削,且加工硬化效果顯著,尤其是內(nèi)孔空間狹窄的不銹鋼加工成為一項(xiàng)難題[7-10]。因此,開展液壓支架油缸內(nèi)孔堆焊不銹鋼工藝實(shí)現(xiàn)及機(jī)加工特性的研究與應(yīng)用,以替代傳統(tǒng)油缸內(nèi)孔熔銅技術(shù),具有重大實(shí)際應(yīng)用價(jià)值。
2 試驗(yàn)材料及方法
試驗(yàn)用基材為27SiMn鋼液壓支架油缸,其化學(xué)成分見表1。熔覆材料為優(yōu)化成分的φ1.2mm、316L焊絲,化學(xué)成分見表2。
表1 27SiMn鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 316L焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
采用內(nèi)孔堆焊系統(tǒng),對孔徑230mm的27SiMn鋼液壓支架油缸進(jìn)行內(nèi)孔堆焊,焊接電流為230~260A,電弧電壓為28~30V,堆焊時(shí)工件轉(zhuǎn)速為32~38r/min,搭接率為50%,離焦量為11~15mm。采用3種氣體保護(hù)方案,分別為純A r,(95%~98%)Ar+(2%~5%)CO2,(95%~98%)Ar+(2%~5%)O2。在沿垂直于掃描方向線上切取10mm×10mm×10mm試塊,經(jīng)鹽酸溶液腐蝕后,在Axio Lab.A 1金相顯微鏡下檢測熔覆深度、觀察熔覆層的顯微組織結(jié)構(gòu)、單道熔覆形態(tài)。采用HVS-1000A數(shù)顯顯微硬度計(jì)進(jìn)行硬度梯度檢測,采用便攜式里氏硬度計(jì)對整件堆焊內(nèi)孔機(jī)加工表面硬度進(jìn)行檢測。
3 試驗(yàn)結(jié)果及討論
3.1 工藝試驗(yàn)及顯微結(jié)構(gòu)
保護(hù)氣體可在堆焊的電弧周圍形成保護(hù),避免有害氣體對熔池的影響,并為電弧穩(wěn)定燃燒提供條件。以宏觀成形為唯一評(píng)判標(biāo)準(zhǔn),在3種保護(hù)氣體方案下調(diào)整焊接電流、電弧電壓、電弧長度、焊絲干伸長等關(guān)鍵焊接參數(shù),以實(shí)現(xiàn)電流穩(wěn)定、飛濺少的堆焊過程,獲得成形表面平整、缺陷少的液壓支架油缸內(nèi)孔堆焊表面。最終經(jīng)篩選而獲得的焊接參數(shù)見表3。由表3可知,在不同保護(hù)氣體氛圍下,以成形質(zhì)量為標(biāo)準(zhǔn)篩選的工藝參數(shù)存在較大差異。采用純Ar保護(hù)時(shí)堆焊電流不穩(wěn)定,波動(dòng)范圍較大,上下偏差達(dá)到30A,堆焊聲音時(shí)有低沉,宏觀成形表面色澤較淺、均勻且較為平整,氧化皮及渣瘤較少,因而飛濺較少,但出現(xiàn)了肉眼可見的大型氣孔、表面球化等缺陷(見圖1中方框1區(qū)域)。采用Ar+CO2保護(hù)時(shí),所用工藝參數(shù)與純Ar保護(hù)一樣,但其堆焊過程中的電流較穩(wěn)定,波動(dòng)最大范圍<10A,成形表面平整、色澤較暗(見圖1中方框3區(qū)域);采用Ar+O2保護(hù)飛濺較少,成形表面較平整且暗,焊接電流穩(wěn)定,波動(dòng)最大范圍<10A,原始成形表面無肉眼可見缺陷(見圖1中方框2區(qū)域)。
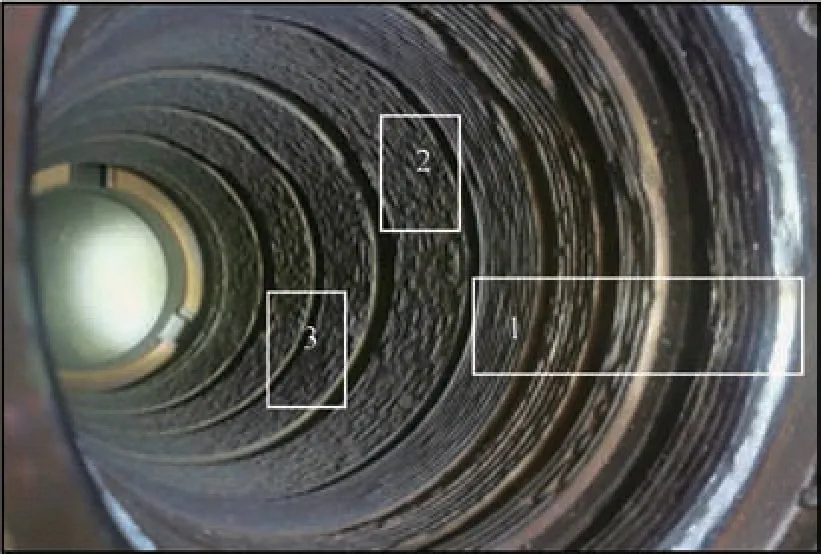
圖1 3種保護(hù)氣體下的宏觀成形

表3 3種氣體保護(hù)方案的焊接參數(shù)及堆焊效果
在調(diào)試焊接參數(shù)過程中,先確定焊接電流大小,然后將與該焊接電流匹配的電弧電壓調(diào)整至合適值,進(jìn)而控制單道焊縫寬度和高度,通過焊接電流與電弧電壓的匹配獲得合適的成形寬高比,將寬高比控制在4~6。而焊接電流大小決定堆焊熔深及稀釋率,觀察3種保護(hù)氣體用的不同焊接參數(shù),焊接電流較大的2#試樣熔深呈現(xiàn)為較深的鋸牙狀,而1#和3#試樣的熔深稍顯平整,如圖2所示。由圖2可知,1#試樣的熔深形態(tài)整體缺陷較多,熔池邊緣不圓滑,區(qū)域內(nèi)可見夾渣掉落后的不規(guī)則坑點(diǎn);2#試樣的組織結(jié)構(gòu)為長條狀枝晶,因散熱機(jī)制導(dǎo)致的晶粒取向明顯且規(guī)整,組織均勻性好,缺陷少;3#試樣的熔深形態(tài)、枝晶形態(tài)較2#試樣細(xì)小,但因組織均勻性較差,腐蝕過程中的電化學(xué)反應(yīng)不均勻,導(dǎo)致組織內(nèi)出現(xiàn)顯色差異。經(jīng)過單道成形峰的寬高比測算發(fā)現(xiàn),2#試樣所用參數(shù)獲得的寬高比最小,其稀釋率也最大,因此需要通過進(jìn)一步調(diào)整焊接電流大小及電弧電壓匹配來控制稀釋率的大小,以提升工藝穩(wěn)定性。但綜合來講,所用混合氣體保護(hù)下的不銹鋼焊絲內(nèi)孔堆焊不銹鋼工藝穩(wěn)定性更高,成形缺陷數(shù)量更少。

圖2 不同工藝下的熔深形態(tài)及組織結(jié)構(gòu)
以3#試樣為例,不銹鋼組織結(jié)構(gòu)為發(fā)達(dá)的枝晶,以鐵素體作為骨架。熔深方向樹枝骨架較細(xì)
窄、晶粒長且粗大,局部區(qū)域的枝晶間出現(xiàn)了部分二次枝晶,明顯減小了晶粒尺寸,使得組織結(jié)構(gòu)更為細(xì)小致密;不同部位的鐵素體分布形態(tài)與散熱機(jī)制有很大關(guān)系,在熔深處的散熱面積因基體的傳熱機(jī)制而出現(xiàn)垂直于熔池邊線的枝晶形態(tài),并向內(nèi)交織延伸。同樣地,在近表面處出現(xiàn)了垂直于表面的枝晶形態(tài)。經(jīng)過機(jī)加工時(shí)的近表面處,晶界在擠壓下遭到破壞,整體晶粒形態(tài)出現(xiàn)了“鐓粗”現(xiàn)象,樹枝骨架更為粗大,二次枝晶數(shù)量更多,且晶界內(nèi)顯示出較為清晰的變形形態(tài),顯著減小了晶粒尺寸,提升了組織致密性。
3.2 硬度及機(jī)加工性能分析
對2#、3#試樣剖面進(jìn)行硬度檢測,由表層至基體的顯微硬度梯度如圖3所示。由圖3可知,由表至里硬度平均值約為380HV,硬度梯度較平緩。由于硬化層范圍較小,圖3b所示第一個(gè)硬度檢測點(diǎn)(427.5HV)處于硬化區(qū)域,硬度曲線凸起,顯著高出平均值,圖3a的檢測點(diǎn)則未取到機(jī)加工硬化層區(qū)域。

圖3 由表層至基體的顯微硬度梯度
不銹鋼的可加工性相對較差,由于其在切削熱的影響下仍然具備穩(wěn)定的高溫強(qiáng)度及硬度,不易切離且會(huì)加劇刀具磨損,而且奧氏體不銹鋼在加工過程中會(huì)發(fā)生馬氏體轉(zhuǎn)變,硬度進(jìn)一步提升,致使加工難度不斷加大[8]。但不銹鋼材料的延展性好,切屑易黏連、卷曲變形,阻礙切削進(jìn)程。切削過程中的大量做功轉(zhuǎn)變?yōu)闊崃慷逊e,而不銹鋼的導(dǎo)熱性較差,熱量更多地傳向刀具,加大了刀具的磨損程度。另外,由于不銹鋼易與其他材料親和,所以大量吸附于刀具表面[9],不僅使刀頭鈍感加強(qiáng),還容易在不銹鋼的切削表面形成擠壓瘤。這不但加大了切削時(shí)的摩擦阻力,還容易造成表面溝壑,如圖4所示。隨著加工進(jìn)程的發(fā)展,刀具表面鈍感不斷加強(qiáng),對不銹鋼表面的沖擊硬化效果也更為明顯。油缸內(nèi)孔整件堆焊不銹鋼的機(jī)加工表面硬度檢測結(jié)果見表4,分布曲線如圖5所示。從加工初始位置沿著軸向一直檢測至油缸缸頭,間隔30mm取檢測點(diǎn),共5點(diǎn)各6組數(shù)據(jù),檢測值分布趨勢基本與分析吻合。

圖5 油缸內(nèi)孔堆焊機(jī)加工表面硬度分布曲線

表4 油缸內(nèi)孔堆焊機(jī)加工表面硬度 (HBW)
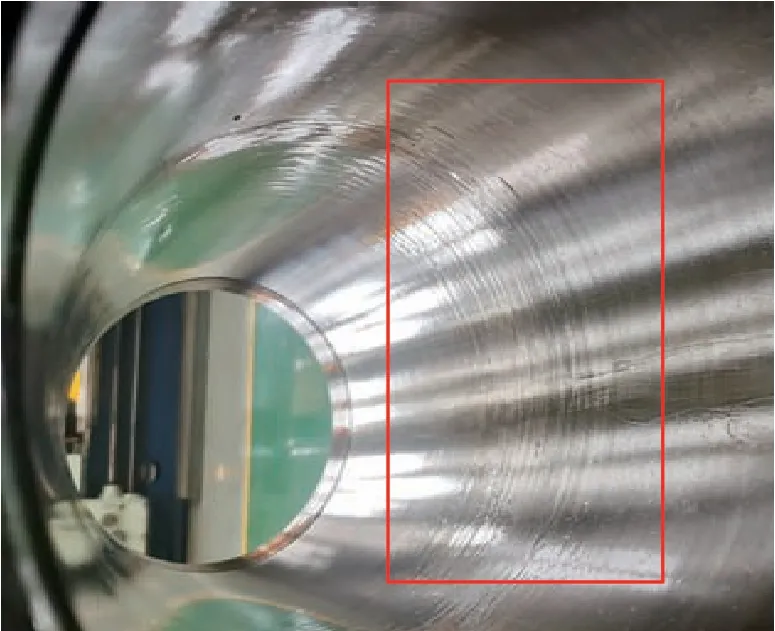
圖4 加工表面擠壓溝壑
針對上述內(nèi)孔堆焊不銹鋼成形的加工特點(diǎn),可通過提升涂層切削性能[10],以及在此基礎(chǔ)上優(yōu)選刀具及切削參數(shù)來改善可加工性能。
4 結(jié)束語
通過采用3種氣體保護(hù)方案,在大面積成品油缸內(nèi)孔堆焊不銹鋼,驗(yàn)證工藝的穩(wěn)定性及工業(yè)化應(yīng)用的可行性。結(jié)果發(fā)現(xiàn),混合氣體保護(hù)可獲得比純Ar保護(hù)更穩(wěn)定的工藝過程。機(jī)加工硬化及費(fèi)刀問題可通過堆焊不銹鋼焊絲的優(yōu)化以及機(jī)加工車削工藝的控制得到有效解決。
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
