
304LN不銹鋼焊件控溫深冷處理工藝研究
2022-10-25 08:49:32李多任國柱富泉楊曉峰周鵬馬東平
金屬加工(熱加工) 2022年10期
關(guān)鍵詞:不銹鋼
李多,任國柱,富泉,楊曉峰,周鵬,馬東平
1.中國空氣動力研究與發(fā)展中心高速所 四川綿陽 621000
2.武漢重型機(jī)床集團(tuán)有限公司 湖北武漢 430000
1 序言
某低溫項(xiàng)目為全304LN不銹鋼結(jié)構(gòu),工作環(huán)境為-163~50℃,存在大量不銹鋼焊件以及高精度零件。當(dāng)溫度降低至Ms點(diǎn)(過冷奧氏體開始轉(zhuǎn)變?yōu)轳R氏體的溫度)以下并保持一定時間時,304LN不銹鋼組織內(nèi)的奧氏體會向馬氏體轉(zhuǎn)變,且這個轉(zhuǎn)變過程不可逆[1-5],因此會對零件產(chǎn)生以下不利影響。
1)馬氏體的晶格比奧氏體略大,會造成零件體積膨脹,由膨脹產(chǎn)生的應(yīng)力會造成零件變形,使尺寸精度變差。
2)焊件自帶一定的焊接殘余應(yīng)力,焊接殘余應(yīng)力疊加轉(zhuǎn)變過程中產(chǎn)生的熱應(yīng)力和膨脹應(yīng)力后,一旦超過屈服極限,就有可能產(chǎn)生裂紋,特別是在薄弱的焊縫處,這種缺陷若在設(shè)備工作時產(chǎn)生,則極有可能造成嚴(yán)重后果。
上述問題通常采用深冷處理方法解決,即通過深冷處理使奧氏體提前向馬氏體轉(zhuǎn)變,變形提前發(fā)生,然后通過精加工,保證零件組織和尺寸的相對穩(wěn)定性。但是,深冷處理過程中焊件的降溫速率對轉(zhuǎn)變過程中產(chǎn)生的熱應(yīng)力有重要影響:降溫速率過快會導(dǎo)致熱應(yīng)力過大,對大型焊件及高精度零件帶來損害;降溫速率過慢,會導(dǎo)致深冷處理時間延長,液氮消耗量加倍,增加成本。同時,深冷處理的降溫速率選擇也會改變焊件的力學(xué)性能[6-9]。
因此,有必要開展304LN不銹鋼焊件控溫深冷處理工藝研究,通過對不同降溫速率下深冷過程中焊件的熱應(yīng)力和深冷前后的力學(xué)性能進(jìn)行測試和分析,掌握控溫深冷處理的降溫、升溫速率,確定最佳深冷工藝曲線。
2 深冷處理速率對熱應(yīng)力的影響
首先,通過試驗(yàn)研究深冷處理速率對304L N不銹鋼焊件熱應(yīng)力的影響。深冷處理在湖北工業(yè)大學(xué)深冷環(huán)境試驗(yàn)箱G W X-3000中進(jìn)行。該試驗(yàn)箱由箱體和控制臺組成(見圖1),可通過控制臺調(diào)整液氮進(jìn)氣量來控制降溫速率。選取2件400mm×400mm×40mm尺寸的304LN不銹鋼焊接鋼板(寬度方向中心有一條焊縫)作為試件,在每塊鋼板母材區(qū)、熱影響區(qū)、焊縫區(qū)分別布置了6個、6個、3個共3組應(yīng)力傳感器(見圖2),降溫速率選用2℃/min、 5℃/min兩種處理方式。

圖1 深冷環(huán)境試驗(yàn)箱GWX-3000
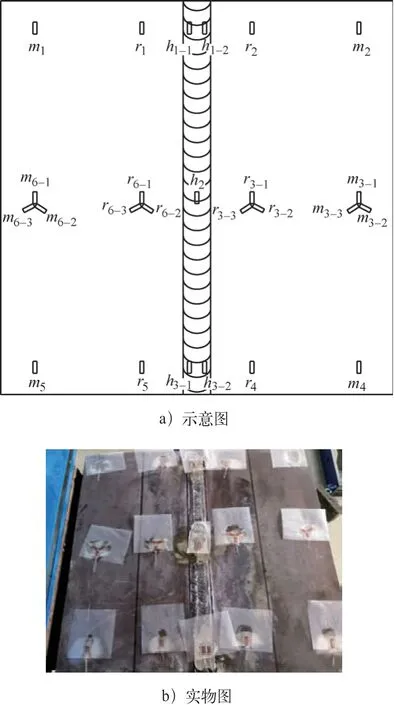
圖2 304LN不銹鋼焊件熱應(yīng)力測點(diǎn)布置
第一個試件以2℃/min的降溫速率從室溫降至-163℃附近,保溫30min,再以2℃/min的速率升至常溫,重復(fù)3次。其降溫過程中的應(yīng)力曲線如圖3所示,其中正值代表拉應(yīng)力,負(fù)值代表壓應(yīng)力。
從圖3可看出,因?yàn)榻禍剡^程中的溫度不均,所以試件存在熱應(yīng)力。熱應(yīng)力隨溫度的變化呈現(xiàn)一定的非線性關(guān)系:在降溫初期熱應(yīng)力增長較快,隨著時間推移,熱應(yīng)力增長速率逐漸下降,曲線趨于平緩。試件邊緣產(chǎn)生拉應(yīng)力,最大為+1.1MPa,中心產(chǎn)生壓應(yīng)力,最大為-1.3MPa,這是因?yàn)檫吘壓屯鈱訙囟容^中心溫度更低,其收縮更為嚴(yán)重。而這種收縮受到中心部分的約束,導(dǎo)致中心部分受壓、邊緣部分受拉,其熱應(yīng)力遠(yuǎn)低于鋼材屈服強(qiáng)度。
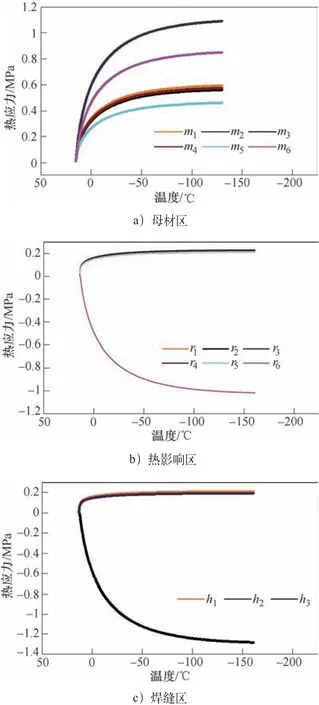
圖3 2℃/min降溫速率下的應(yīng)力曲線
為驗(yàn)證試驗(yàn)結(jié)果的準(zhǔn)確性,采用有限元仿真方法開展了溫度場和應(yīng)力場耦合分析,模擬試件降溫過程中溫度和熱應(yīng)力變化,降溫速率為2℃/min,降溫時間為80min,結(jié)果如圖4所示。
從圖4可看出,有限元仿真結(jié)果符合力學(xué)和熱學(xué)的一般原理,降溫結(jié)束后最大拉應(yīng)力為+6.8MPa,位于模型邊緣,最大壓應(yīng)力為-1.4MPa,位于模型中心。仿真結(jié)果與試驗(yàn)結(jié)果趨勢一致,只是由于試件應(yīng)變片安裝位置與邊緣還有一定距離,以及試件本身還存在其余的殘余應(yīng)力影響,因此導(dǎo)致試驗(yàn)結(jié)果較仿真結(jié)果數(shù)值略小。
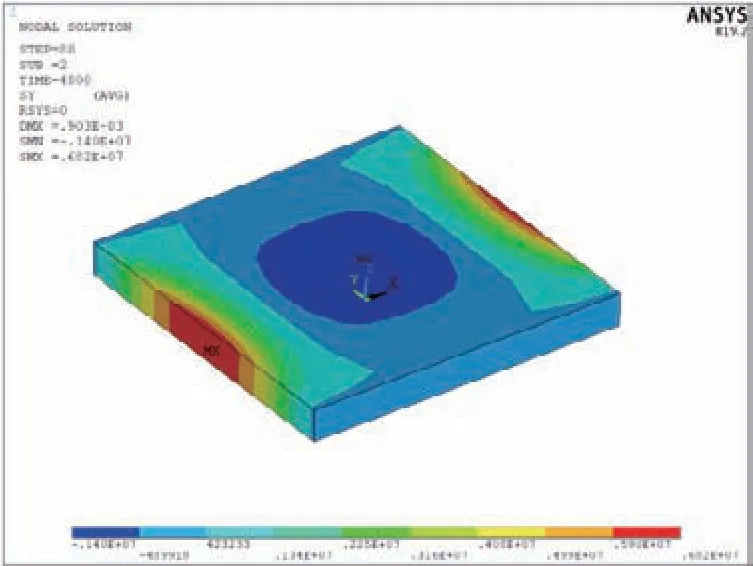
圖4 2℃/min降溫速率下的有限元仿真應(yīng)力云圖
第二個試件以5℃/min的降溫速率從室溫降至-163℃附近,保溫30min,再以5℃/min的速率升至常溫,重復(fù)3次。其降溫過程中的應(yīng)力曲線如圖5所示,其中正值代表拉應(yīng)力,負(fù)值代表壓應(yīng)力。
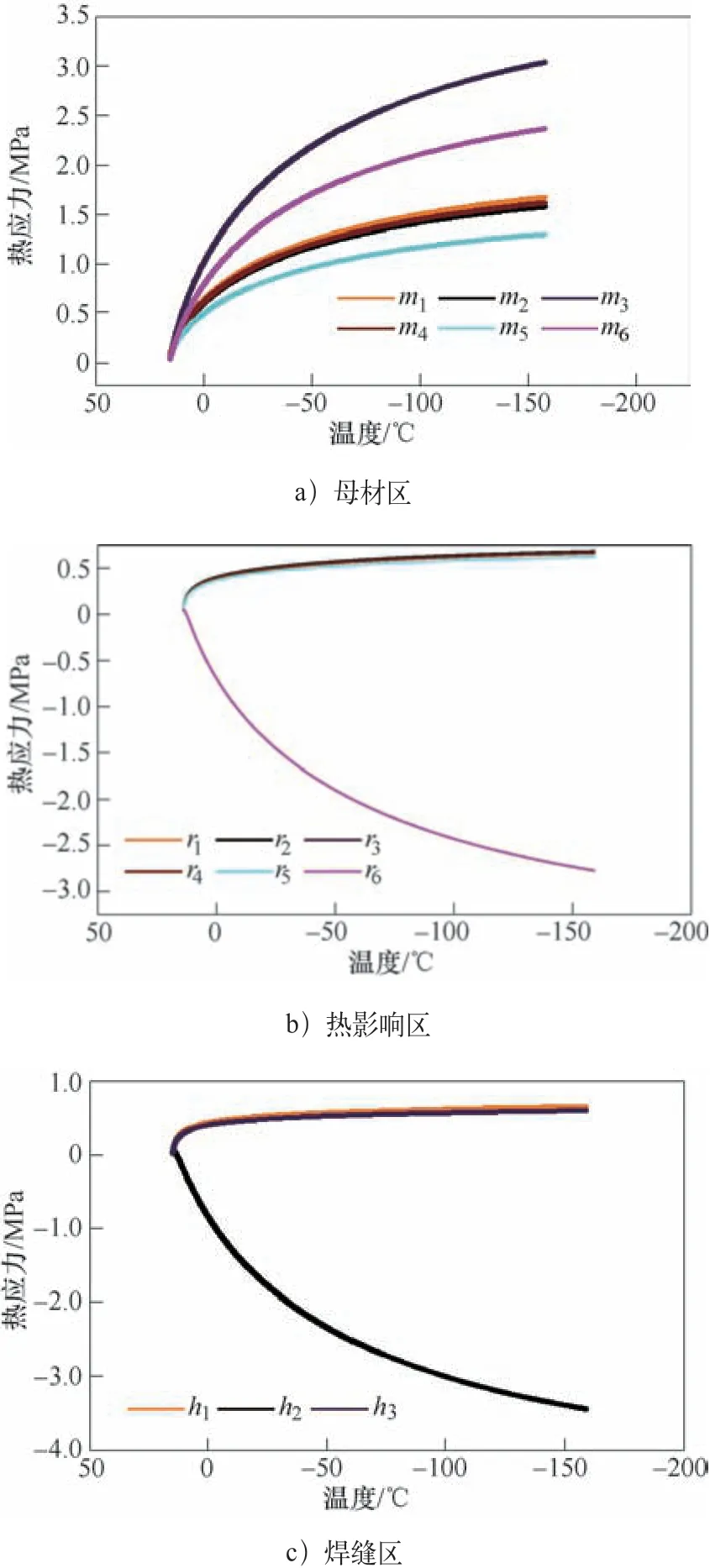
圖5 5℃/min降溫速率下的應(yīng)力曲線
從圖5可看出,降溫速率從2℃/m i n增大到5℃/m i n后,應(yīng)力曲線變化規(guī)律基本一致,但熱應(yīng)力數(shù)值明顯增加。試件邊緣產(chǎn)生最大拉應(yīng)力為+3.2MPa,中心產(chǎn)生最大壓應(yīng)力為-3.5MPa。
降溫速率為5℃/min,降溫時間為35min的有限元仿真結(jié)果如圖6所示。
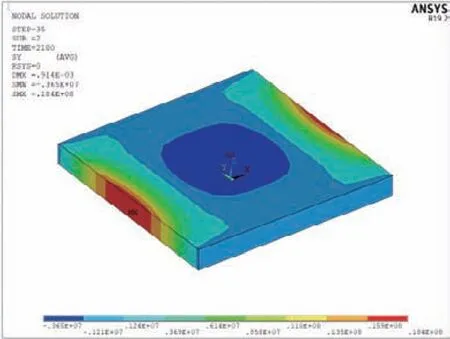
圖6 5℃/min降溫速率下的有限元仿真應(yīng)力云圖
從圖6可以看出,降溫速率從2℃/m i n增大到5℃/min后,模型表面的應(yīng)力分布規(guī)律基本一致,最大拉應(yīng)力為+18.4MPa,位于模型邊緣,最大壓應(yīng)力為-3.65MPa,位于模型中心。
對比可知,在降溫速率由2℃/min改為5℃/min后,更快的降溫速率使試件溫度不均的情況加劇,邊緣和外層相比中心的溫差更大,導(dǎo)致熱應(yīng)力值有明顯提高。
3 深冷處理速率對力學(xué)性能的影響
選用未深冷處理、2℃/min、 5℃/min、浸泡深冷處理4種試件,分別進(jìn)行抗拉強(qiáng)度、低溫沖擊性能對比,以研究深冷處理速率對304LN焊件力學(xué)性能的影響。
根據(jù)G B/T 2975—2018《鋼及鋼產(chǎn)品力學(xué)性能試驗(yàn)取樣位置及試樣制備》、GB/T 2651—2008《焊接接頭拉伸試驗(yàn)方法》,分別在母材區(qū)、熱影響區(qū)、焊縫區(qū)各取3個拉伸試樣,委托專業(yè)測試機(jī)構(gòu)對深冷處理前后的試樣進(jìn)行拉伸試驗(yàn),結(jié)果見表1。
從表1可看出,經(jīng)過深冷處理后,試件的抗拉強(qiáng)度得到了小幅增強(qiáng),其中降溫速率為5℃/min的試件抗拉強(qiáng)度值最高,達(dá)到了586.1MPa,較未深冷試件的抗拉強(qiáng)度提高了3.8%,但不同的深冷處理降溫速率對試件的抗拉強(qiáng)度影響不大。
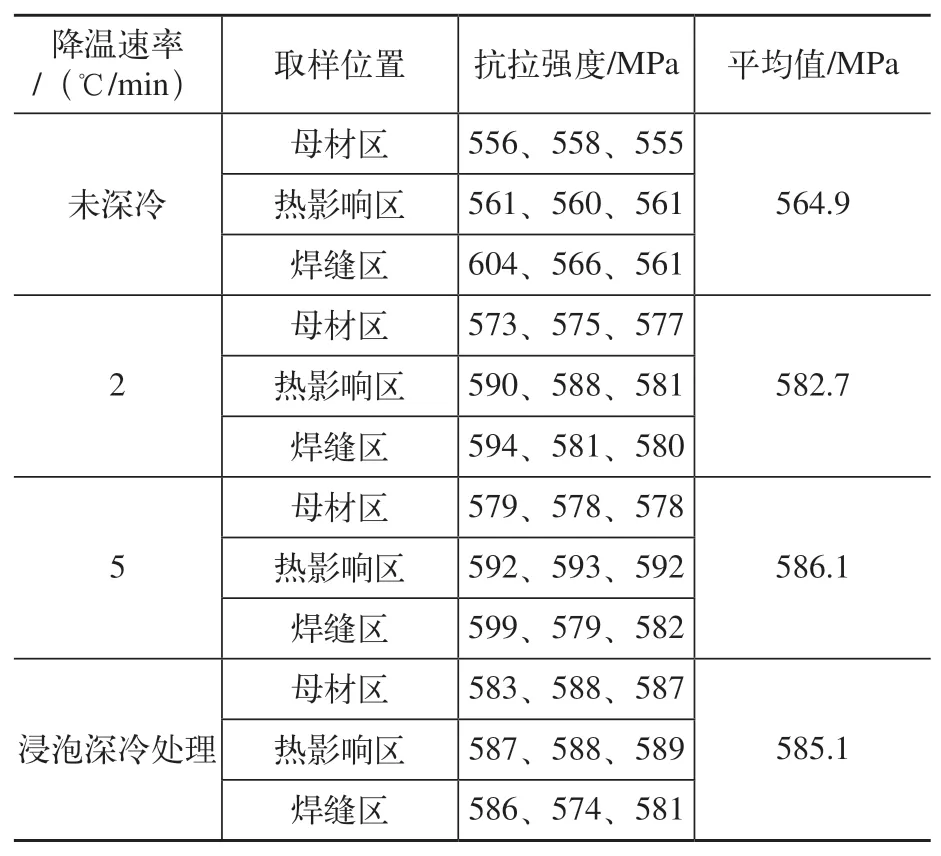
表1 不同降溫速率下試樣拉伸試驗(yàn)結(jié)果
根據(jù)G B/T 2975—2018《鋼及鋼產(chǎn)品力學(xué)性能試驗(yàn)取樣位置及試樣制備》、GB/T 2650—2008《焊接接頭沖擊試驗(yàn)方法》,分別在母材區(qū)、熱影響區(qū)、焊縫區(qū)各取3個沖擊試樣,委托專業(yè)測試機(jī)構(gòu)對試樣進(jìn)行低溫沖擊試驗(yàn),結(jié)果見表2。
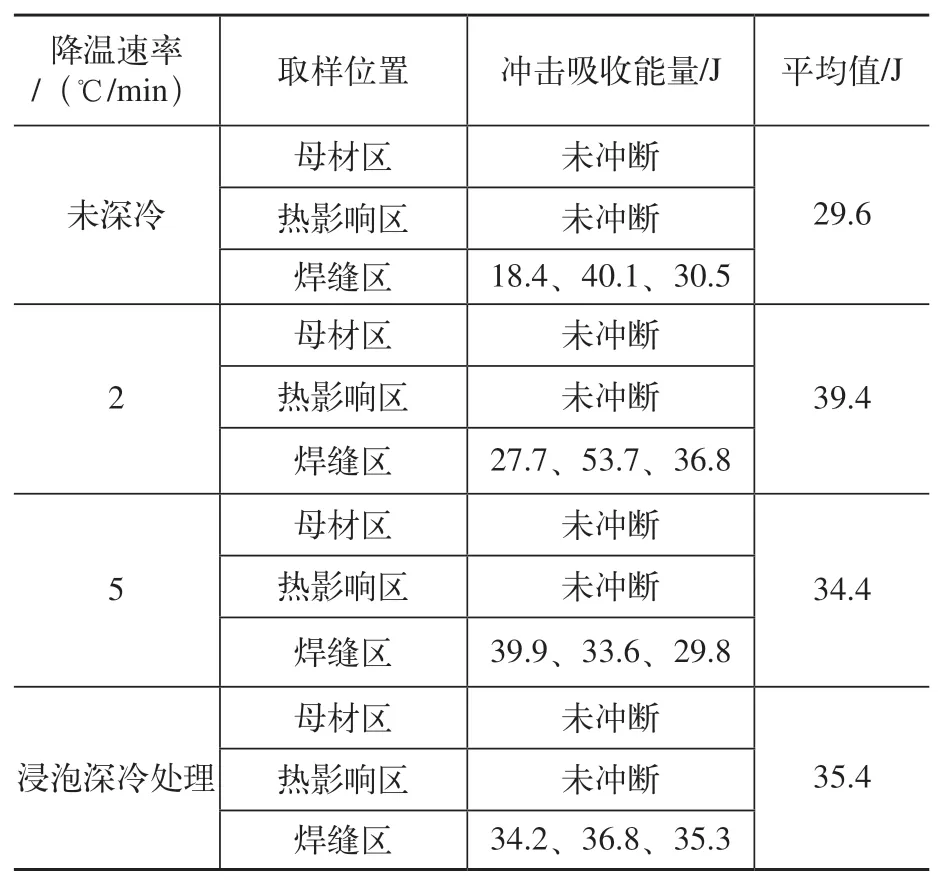
表2 不同降溫速率下低溫沖擊試驗(yàn)結(jié)果
從表2可知,無論是否進(jìn)行深冷處理,母材區(qū)、熱影響區(qū)的試樣都未沖斷,說明304LN不銹鋼材料具有很好的韌性(測試機(jī)構(gòu)試驗(yàn)設(shè)備的最大量程為300J;未沖斷表示該試樣的低溫沖擊吸收能量在300J以上)。焊縫區(qū)的試樣均被沖斷。通過對比得出,經(jīng)過深冷處理后,試件的低溫沖擊吸收能量均得到了增強(qiáng),其中降溫速率為2℃/min的試件低溫沖擊吸收能量值最高,達(dá)到了39.4J,較未深冷試件的低溫沖擊吸收能量提高了33%。最終的控溫深冷處理溫度曲線如圖7所示。
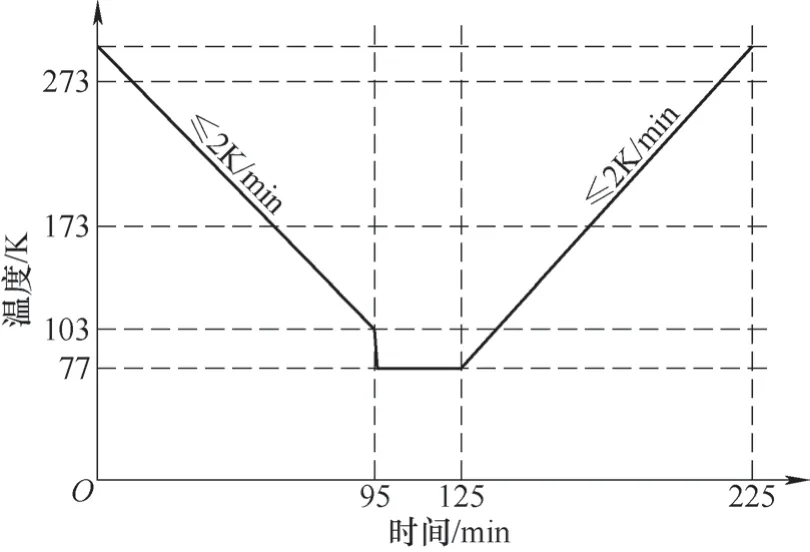
圖7 控溫深冷處理溫度曲線
4 結(jié)束語
1)在降溫過程中,由于鋼板邊緣和中心存在溫度差異,導(dǎo)致試件中出現(xiàn)熱應(yīng)力,在試件邊緣呈現(xiàn)拉應(yīng)力,中心部位則為壓應(yīng)力。熱應(yīng)力隨溫度的變化呈現(xiàn)一定的非線性關(guān)系,在降溫初期熱應(yīng)力增長較快,隨著時間推移,熱應(yīng)力增長速率逐漸下降,曲線趨于平緩。試件的熱應(yīng)力隨著降溫速率的提高而增大,針對文中的測試樣本,采取2℃/min和5℃/min兩種降溫方式所引起試件中的最大拉應(yīng)力+18.4MPa和最大壓應(yīng)力-3.65MPa,均遠(yuǎn)低于鋼材屈服強(qiáng)度。
2)經(jīng)過深冷處理后,試件的抗拉強(qiáng)度和低溫沖擊性能都得到了一定程度的提高,由此可知深冷處理可作為304LN不銹鋼增強(qiáng)和增韌處理方法,并以2℃/min進(jìn)行深冷處理可較大程度地提高材料的綜合力學(xué)性能。
3)為保證該低溫項(xiàng)目中大尺寸高精度核心零件的安全性,深冷處理過程中的熱應(yīng)力要盡可能小,因此以2℃/min的降溫速率進(jìn)行深冷處理是相對較優(yōu)的選擇,這樣可在降低熱應(yīng)力的同時還能有效增強(qiáng)304LN不銹鋼焊件的力學(xué)性能。
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
