
2219鋁合金VPTIG鎖底焊縫缺陷修復及其對接頭性能的影響
2022-10-25 08:49:44姚徐偉崔國平仇一卿瞿磊趙舵卜星鄔劍虹
金屬加工(熱加工) 2022年10期
姚徐偉,崔國平,仇一卿,瞿磊,趙舵,卜星,鄔劍虹
上海航天精密機械研究所 上海 201600
1 序言
2219-T8屬于Al-Cu-Mn系析出強化型高強鋁合金,在較大的溫度范圍內(-250℃~室溫)有良好的力學性能、抗應力腐蝕能力,相比其他系列的可熱處理鋁合金焊接性好,對焊接熱裂紋的敏感性較低,焊接接頭的塑性和低溫韌性較好[1],在航空航天及國防領域具有廣泛的應用[2]。
變極性TIG弧焊電源(Variable Polarity TIG,VPTIG)廣泛應用于2219鋁合金的焊接,變極性電源為直流電源,通過在程序的設定時間段內將電流迅速反向,同時定義輸出的大小,使之具備反向清理的功能[3],與常規TIG焊相比,可設置正向電流、反向電流及正反向焊接時間。在焊接過程中,由于鎢極的燒損情況與反向電流的時間和大小有關,變極性電源通過短時間和大電流迅速破碎鋁合金表面氧化膜來滿足陰極清理要求,使鎢極端頭能保持錐狀,有利于電弧能量集中,還可獲得焊接熔深大、熔合區窄、接頭強度和塑性指標高的焊接效果[4]。
對2219鋁合金采用VPTIG對接焊時,通過焊接參數的調整,可獲得優質的焊縫[5]。但對于2219鋁合金VPTIG鎖底焊接工藝研究較少,特別是針對厚板進行鎖底焊接時,由于鋁合金導熱系數大、焊縫兩側金屬散熱不均衡及焊縫貼合程度不同等原因,所以易造成未焊透及鏈狀氣孔等缺陷。而對于未焊透等缺陷,一般通過清除缺陷再補焊等手段,保證焊縫的可靠連接。
本文以2219鋁合金鎖底焊接頭為研究對象,對鎖底焊接試板未焊透程度通過X射線底片觀察,同時對焊縫力學性能進行測試,對不同鎖底焊縫未焊透程度的力學性能特征進行了對比分析,并觀察了焊縫斷口橫截面形貌,最后采用手工TIG焊對鎖底焊縫進行了補焊。
2 試驗方法
采用2219-T8鋁合金進行焊接試驗,其化學成分及力學性能見表1,焊接接頭形式如圖1所示。其中SB1為8mm厚板材,SB2為型材加工,鎖底槽深度為8mm,對接位置留2mm鈍邊,單邊開40°坡口。
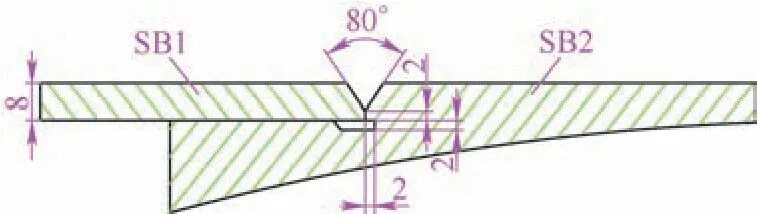
圖1 鎖底焊接接頭形式
表1 2219-T8鋁合金化學成分及力學性能
試驗采用Miller Aerowave VPC450焊接電源進行焊接,焊絲為ER2325、φ1.6mm自動焊焊絲,焊接分為打底及蓋面兩道焊接。焊接頻率為120~150Hz,占空比為80%,DCEP與DCEN脈沖電流幅值差為30~60A,焊接速度為150mm/min,送絲速度為1200mm/min,焊接電流見表2。試板焊接完成后對試片進行X射線檢測,檢測后標記未焊透部位。選取未焊透試板及焊透的鎖底焊接試板,進行缺陷清除補焊試驗。補焊時開U形坡口,坡口深度為8mm,采用Fronius MagicWave4000手工TIG焊機對缺陷焊縫進行補焊,焊絲為ER2325、φ4mm,補焊同樣采用兩道焊縫,包括打底及蓋面焊。將所有焊后試板沿垂直于焊縫方向截取拉伸試樣(見圖2)。拉伸試驗在HUT305A型萬能試驗機上進行,同時對部分斷口宏觀形貌進行觀察。
表2 焊接電流
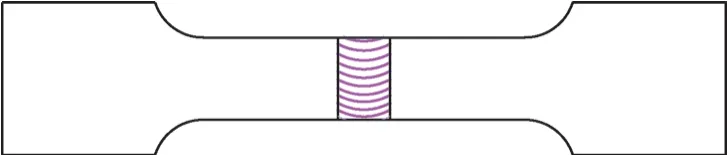
圖2 拉伸試樣
3 試驗結果及分析
不同參數焊接的鎖底試板焊縫形貌及X射線底片如圖3所示。由圖3a、b可知,SY1試板焊縫外觀成形良好,魚鱗紋清晰,呈現明顯的金屬光澤,焊縫兩側有明顯的陰極霧化區,但觀察X射線底片發現,底片存在兩條明顯的黑線,分別為背部未焊透影像及焊漏槽影像。由圖3c、d可知,SY2試板X射線底片顯示在對接縫處存在未焊透并伴隨連續氣孔狀缺陷,且沿整條焊縫縱向分布;由圖3e、f可知,SY3試板焊縫X射線底片顯示在對接縫處,未焊透消失,顯現出連續氣孔缺陷;由圖3g、h可知,SY4試板焊縫X射線底片顯示在對接縫處,無未焊透缺陷,同時焊漏槽已被焊漏填滿,焊漏槽界面影像消失。
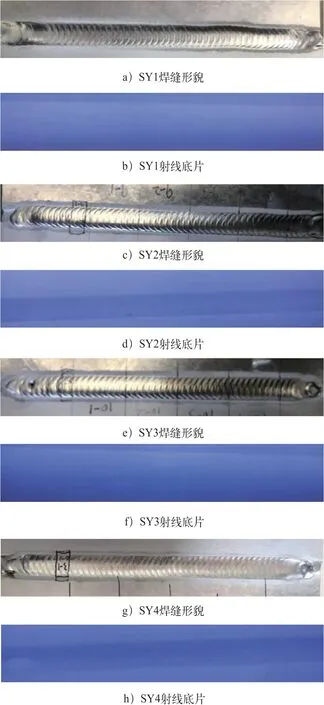
圖3 鎖底試板焊縫形貌及X射線底片
圖4a所示為焊接坡口形貌。將未焊透及焊透的試板開U形焊接坡口,采用手工TIG焊進行補焊,編號為BSY1和BSY2,同時對BSY1及BSY2試板進行X射線檢測,確認焊縫內部質量。圖4b、c為BSY1試板焊縫形貌及X射線底片,經手工TIG焊補焊后,焊縫外觀成形良好,射線底片顯示焊縫無未焊透等缺陷,符合QJ 2698A—2011《鋁及鋁合金熔焊技術要求》I級焊縫要求;圖4d、e為BSY2試板焊縫形貌及X射線底片,經手工TIG焊補焊后,焊縫外觀成形良好,射線底片顯示焊縫同樣無未焊透等缺陷。
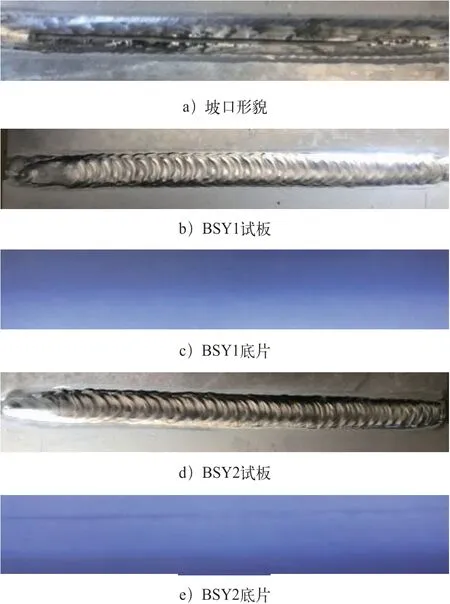
圖4 補焊試板及底片
2219-T8鋁合金VPTIG焊鎖底接頭及常規TIG補焊后力學性能見表3。由表3可知,未焊透試板性能最低,抗拉強度平均值為139MPa(SY1);帶背部鏈狀氣孔的試板力學性能居中(SY2、SY3);焊透試板的力學性能最高(SY4),達到母材強度的60%;試板經手工TIG焊補焊后,力學性能相對VPTIG焊力學性能略有降低,分別為母材性能的54.3%(BSY1)及51.8%(BSY2)。
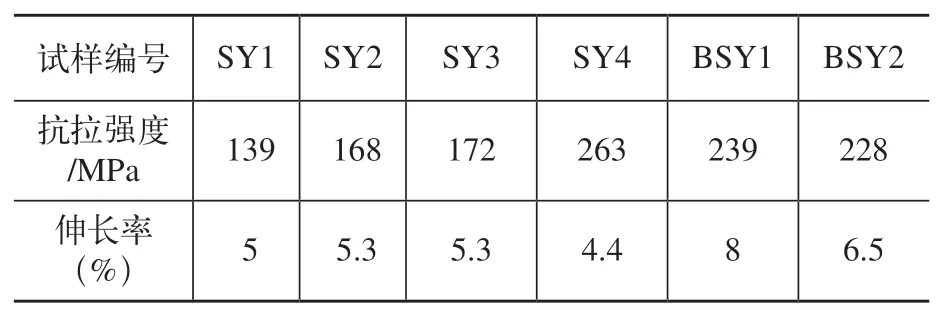
表3 鎖底焊縫力學性能
對鎖底焊縫斷裂位置進行了觀察,圖5a~d分別為SY1、SY2試樣斷口。觀察斷口形貌,試樣在焊縫中心發生斷裂,鈍邊處均沒有熔合,起始斷裂位置為背部未焊透處。圖5e、f為SY3試樣斷裂特征,由圖5e、f可見,焊縫在SB1板處存在焊漏,但未能將SB2板完全熔合,從SB2板鎖底槽根部發生開裂,且觀察SB2板斷口底部,存在明顯的大量氣孔。圖5g、h為SY4焊縫試樣,從試樣斷口可看出,SB2板根部已完全熔透,焊核區與底部焊漏槽完全熔合,從焊縫熔合區發生斷裂。圖5i、j為BSY1補焊后的斷口形貌,焊縫同樣在SB1試板側熔合區發生斷裂,同時由斷口可看出,由于試板開U形坡口,所以電弧熱更能直接作用于焊縫根部,焊漏也均與試板相互熔合,未出現如圖5e、f所示的SB2板根部未熔合現象。
斷口處金相組織如圖6所示。圖6a為SY1試板焊縫橫截面宏觀組織,存在未焊透時凝固收縮形成的尖角,如圖6a中箭頭位置所示。尖角處在拉伸載荷下會形成裂紋源,使焊縫從該處快速擴展開裂,造成焊縫力學性能較差,這與圖5a、b觀察的斷口形貌及焊縫力學性能相對應。如圖6b所示,當焊接電流進一步加大,SB1板焊縫下方形成焊漏,但焊漏與鎖底槽處存在清晰的界面,說明該工藝參數下電弧產生的熱量未能直接作用在鎖底槽根部,熱量未能熔化SB2板,焊漏未能與SB2板鎖底槽基體形成冶金結合。同時凝固收縮時在對接面根部形成內凹尖角,同樣形成了裂紋源,而該位置由于焊漏槽與焊漏未能熔合,所以無法約束并阻礙裂紋內凹尖角的擴展,從而使得SY3同樣從根部未熔合處斷裂,如圖6c所示。當焊縫處于整個SB2試板根部完全熔透情況下,焊縫從SB1試板根部熔合區附近產生斷裂,這與常規的2219鋁合金焊縫斷裂位置相同。當采用TIG焊對未焊透焊縫進行補焊時,由于U形坡口開敞性更大,電弧熱可直達厚板根部,所以熔深相對V形坡口VPTIG焊時更深,對應斷口斷裂位置,同樣從薄板熔合區發生開裂。
對比文獻[6]及文獻[7]中2219鋁合金T I G及VPTIG焊接力學性能,相對于對接接頭而言,鎖底焊接接頭總體性能降低。綜合分析可知,由于鎖底焊接接頭兩側金屬厚度不同,承受熱量的能力不同,當薄板處熔化后,厚板處未能熔透,形成裂紋源,從而導致焊縫性能降低;當厚板熔化后,薄板處母材熱輸入過大,基體組織發生粗化,熔合區Cu元素在晶界偏聚比焊縫嚴重[8,9],會降低薄板處焊縫的力學性能。當試板進行補焊時,采用常規TIG焊補焊,因重復加熱導致焊縫熔合區加大,且常規TIG焊電弧張角更大,接頭更易產生過時效軟化,從而導致試板補焊后力學性能降低,但伸長率有所提高。
4 結束語
1)對比X射線底片及力學性能數據,當背部存在未焊透或鏈狀氣孔缺陷時,會使焊縫力學性能下降,且斷裂位置從背部缺陷處起源。
2)對于2219-T8鋁合金鎖底熔焊接頭,當焊縫能夠重熔至厚板時,力學性能會有明顯提高,焊縫斷裂在薄板熔合區,可消除背部成形不良對力學性能的影響,但力學性能相對于對接接頭有所下降。
3)根部成形對鎖底對接接頭未焊透影響較大,且由于鎖底背部成形無法通過后續打磨修整實現,故鎖底焊時參數調節及焊接接頭熱量平衡較對接焊要求更高。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
