建筑鋼結構箱形構件電渣焊焊接工藝的優化
2022-10-25 08:49:56程登張發榮李正沈燦王笛
金屬加工(熱加工) 2022年10期
程登,張發榮,李正,沈燦,王笛
1.湖北精工鋼結構有限公司 湖北武漢 430000
2.浙江精工鋼結構有限公司 浙江紹興 312030
1 序言
電渣焊是從20世紀60年代開始應用于工業生產的熔化焊方法,在建筑鋼結構領域廣泛應用于箱形梁、柱內部隔板與面板之間的連接焊縫[1]。經過幾十年的應用與發展,常規電渣焊在技術日趨成熟的同時其弊端也突顯出來。由于電渣焊技術的相對滯后,極大地制約了箱形構件的生產產能,所以為了解決日益增長的生產需求與落后生產技術之間這一矛盾,對現有箱形構件組裝順序和電渣焊工藝進行研究并改進,最終提高了電渣焊的生產效率及焊縫合格率。電渣焊焊接實物及原理如圖1、圖2所示。

圖1 電渣焊焊接實物
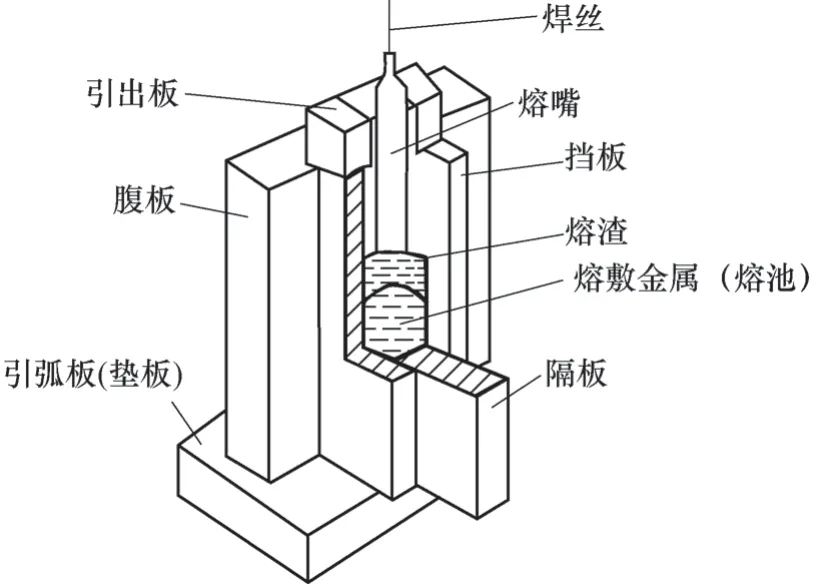
圖2 電渣焊原理示意
2 改進技術點及實施
2.1 電渣焊焊接腹板上的圓孔改方孔
常規電渣焊腹板上為圓孔,由于隔板的電渣焊道為方形,隔板焊道與箱形腹板之間會存在死角(見圖3),所以焊接過程中會導致焊渣無法浮出,造成焊縫出現夾渣缺陷;另外,鉆圓孔是在箱形主焊縫埋弧焊焊接完成后進行的,在焊后需要對電渣焊熄弧及引弧位置箱形主體焊縫進行補焊,這會導致埋弧焊外觀產生缺陷[2]。
基于以上原因,將箱形腹板上電渣焊孔按電渣焊焊道大小開設方孔,即可有效避免因死角導致電渣焊焊接夾渣問題。另外,由于焊接流程的更改,電渣焊引弧及熄弧缺陷在箱形主體焊縫焊接之前即可清除掉,避免了箱形制作完成后對主焊縫的修補。經過多年的工程實踐,證明焊接流程改進后運行良好。改進前后施工工藝流程對比如圖4所示。
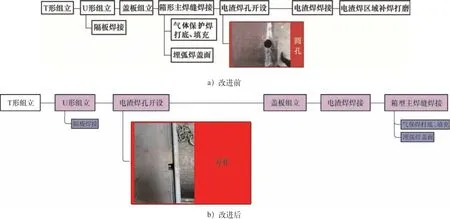
圖4 改進前后施工工藝流程對比
2.2 電渣焊實用范圍的擴大
當設計內隔板厚度不足16mm時,會使電渣焊熔嘴管(熔嘴常規直徑16mm)無法正常送入坡口內進行焊接。因此,通常情況下當箱形內隔板厚度≤16mm時,無法采用電渣焊,只能采用隔板三面焊接或將內隔板與箱形蓋板之間采用塞焊焊接,針對此問題提出了如下解決方案。
在出現電渣焊隔板較薄無法焊接時,通過增加內隔板厚度來加大電渣焊坡口間隙尺寸。即將內隔板與襯板之間增加一塊適當厚度的墊板(墊板材質同主材保持一致)[3],來加大電渣焊坡口的尺寸,如圖5所示。采用加墊板工藝時,應確保內隔板上裝襯墊板的裝配質量,防止相互之間過大的間隙,使焊縫金屬外流。
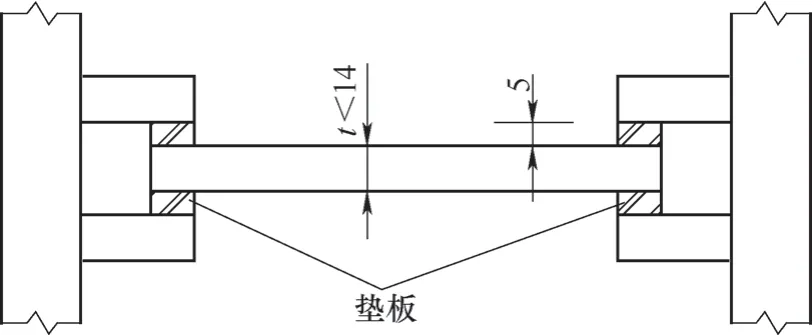
圖5 內隔板厚度較薄的電渣焊坡口裝配
2.3 玻璃纖維帶應用技術
內隔板上裝配襯條板產生的缺陷和裝配箱形時的誤差,將會造成后續電渣焊時的漏渣,導致電渣焊過程終斷,焊縫質量難以保證。對此在內隔板上裝配電渣焊襯條板時要求襯板面與隔板、襯板面與壁板接觸間隙縫必需<1mm[2],以防止電渣焊過程中的漏渣現象。電渣焊襯板裝配時常見的缺陷如圖6所示。
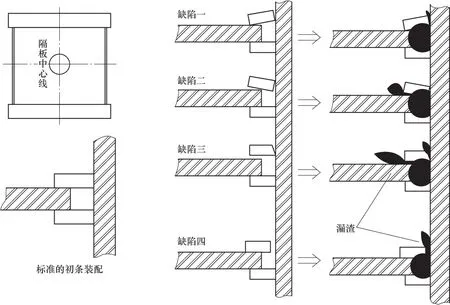
圖6 隔板裝配襯條板缺陷對電渣焊質量影響示意
目前,行業內電渣焊焊接時為了防止電渣焊熔池泄漏問題,采用將電渣焊焊接夾板條校平后采用銑床銑平后再使用的方法來解決這一情況[2]。此種方式不僅費時費力,極大地制約電渣焊的焊接效率,且無法解決因箱形面板變形而造成電渣焊焊縫漏液的情況。
基于以上原因,使用了一種寬度20mm、厚度3mm的柔性玻璃纖維帶,并采用雙面膠固定在夾板條與箱形面板的接觸面上形成柔性夾層,以此來解決電渣焊夾板條及箱形面板不平的問題。采用此方法不僅優化了電渣焊的焊接工序,也大大降低了企業的生產成本。
改進實施關鍵步驟如下。
第一步:將電渣焊夾板條下料并進行校平處理(見圖7),無需銑平處理,校平完成后直接送入下道工序進行箱形內隔板上夾板條組對(見圖8)。

圖7 夾板條校平
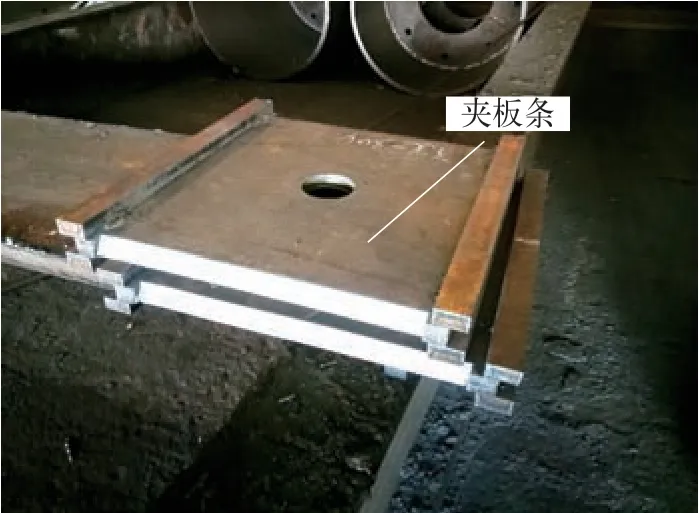
圖8 電渣焊縫隔板上夾板條組對
第二步:槽型組立及玻璃纖維帶的粘貼(見圖9、圖10)。將電渣焊隔板與箱形下翼緣板、腹板組立,并采用氣體保護焊方法焊接隔板與箱形腹板之間的角焊縫;再將夾板條與箱形蓋板接觸面加設玻璃纖維帶,玻璃纖維帶采用雙面膠進行固定。

圖9 槽形組立

圖10 玻璃纖維帶加設
第三步:組立箱形蓋板,將箱形轉入電渣焊工序進行焊接(見圖11)。焊接時選用型號為ER50-6、φ1.6mm焊絲配HF-600電渣焊焊劑[4]。焊縫完成后進行超聲波檢測。

圖11 電渣焊焊接
3 試驗及接頭性能檢測
為了保證以上改進及革新能夠滿足電渣焊接頭的各項力學性能要求,在各項改進實際應用之前,對電渣焊接頭進行焊接工藝評定試驗。
3.1 電渣焊試驗
試驗采用板厚25mm、長度600mm的Q355C板材,焊接材料選用型號為ER50-6、φ1.6mm焊絲配HF-600電渣焊焊劑,焊接設備選用常規熔嘴電渣焊機。
為了保證試驗的準確性、客觀性,電渣焊試板的加工工藝、試驗接頭形式、焊接過程、焊接環境均與實際工程保持一致。試驗接頭平面示意如圖12所示,試件焊接如圖13所示。
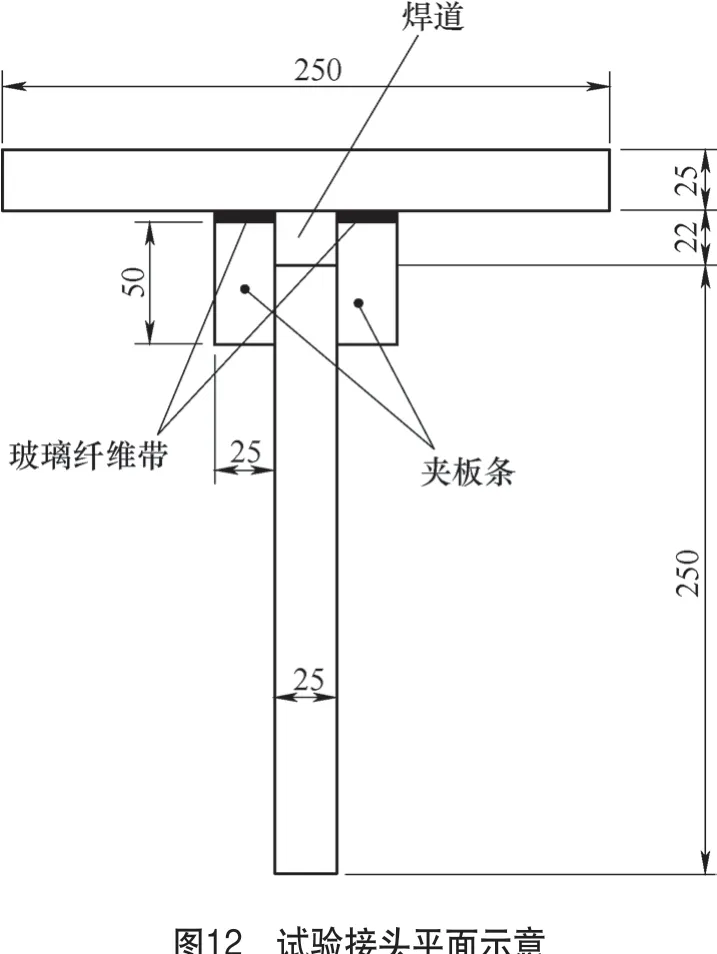
圖12 試驗接頭平面示意

圖13 試件焊接
3.2 檢測結果
試件制作完成后送第三方檢測機構,按照焊接規范中焊接工藝評定試件檢測相關要求,對電渣焊試件進行了UT、硬度、宏觀腐蝕等項目的檢測[5]。從檢測報告相關數據看,其各項性能均符合相關規范要求,接頭宏觀斷面如圖14所示。
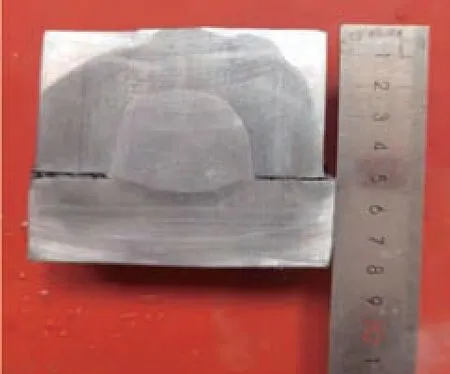
圖14 接頭宏觀斷面
4 結束語
通過試驗及實際工程應用,對電渣焊的組立、焊接等傳統工藝進行改進及革新,縮短了箱形構件的生產周期,加大了電渣焊的使用范圍,提高了電渣焊的一次合格率。本文的改進與優化經驗,可為同行業箱形結構的生產提供借鑒。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
