
40Cr鋼電動車軸開裂失效分析
2022-10-25 08:50:08徐祝兵孫洋
金屬加工(熱加工) 2022年10期
關鍵詞:裂紋
徐祝兵,孫洋
江蘇沙鋼集團有限公司 江蘇張家港 215625
1 序言
40Cr是一種低合金結構鋼,因其具有較高的強度、塑性和韌性及良好的切削加工性能,被廣泛用于機械制造與汽車工業的關鍵結構件中,如汽車轉向節、車軸、連桿及齒輪等[1]。為了獲得較高的強度、塑性和韌性的良好匹配,40Cr鋼在加工成零部件之前需經過系列熱處理[2,3]。如果在熱處理過程中發生工藝控制不當,則極容易導致材料強韌性能惡化,甚至引起結構件斷裂失效事故的發生[4-6]。因此,40Cr鋼的熱處理工藝研究尤為重要。
某加工廠在對調質處理的40Cr鋼圓棒材進行零部件的試制過程中,在完成滾絲工序后,發現貫通車軸的縱向裂紋,如圖1所示。其中1#試件為冷拔熱處理后的原材料,試件上沒有發現裂紋;2#試件為加工完成后的裂紋車軸。為了查明40Cr鋼表面裂紋的開裂機理,對其進行了機理分析。
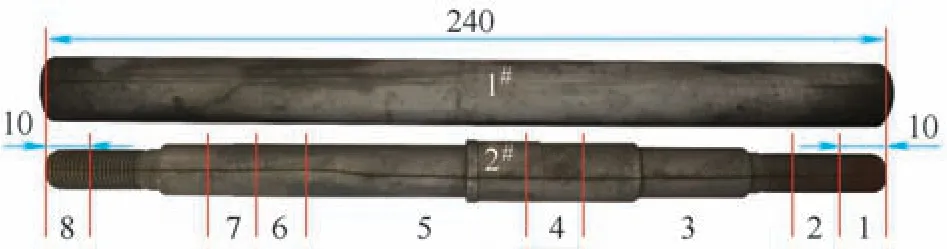
圖1 試樣裂紋形貌及取樣部位
2 試驗材料與方法
試驗材料為40Cr鋼車軸,其主要生產工藝為電爐冶煉,澆注成φ310mm圓坯,控制軋制為20mm棒材,然后拉拔至φ18.5m m,利用剪床剪切為240mm長度。隨后進行調質處理:在箱式加熱爐中加熱到860℃、保溫25min后油浴淬火至室溫,然后加熱到500℃保溫30min進行回火處理。對調質工件軸一端打R型中心孔,小徑3.15mm、大徑6.7mm,然后在數控車床上加工長度為240mm的臺階軸,最后兩端滾絲,成為最終的車軸產品。
采用德國斯派克SPECTROLAB直讀光譜儀對40Cr鋼進行化學成分檢測,結果見表1。從表1可看出,試驗材料符合GB /T 3077—2015《合金結構鋼》中40Cr鋼化學成分標準要求[7]。
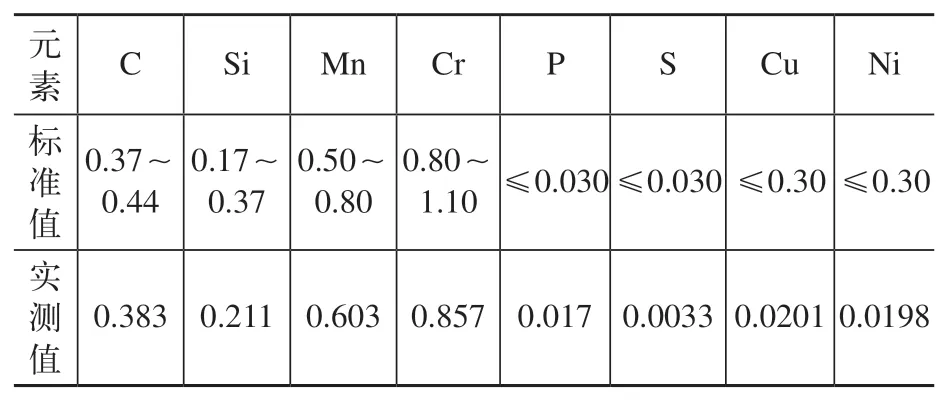
表1 40Cr鋼試樣化學成分(質量分數) (%)
將2#試樣自右向左分別進行分段標記為2#-1~2#-8(見圖1),利用砂輪進行分段切割。采用Stereo Discovery.V20體視顯微鏡和ZEISS-EVO18掃描電子顯微鏡進行裂紋形貌分析。對切割后部分試樣進行機械研磨拋光,然后進行夾雜物評價分析,并在Tukon 2100B維氏硬度計上進行硬度檢測。采用4%的硝酸酒精溶液對拋光試樣腐蝕后進行顯微組織觀察,并利用ZEISS-EVO18的EDS能譜儀進行夾雜物的成分分析。同時,為了對比研究熱處理對后道工序的影響,取未進行精加工的原材料1#試件進行對比分析。
3 試驗結果與分析
3.1 裂紋形貌觀察
圖2所示為2#試樣切割后右端裂紋的宏觀形貌。在2#試樣右螺紋端發現存在多道裂紋,長裂紋與車軸縱向大裂紋貫通,而短裂紋則止于螺紋部分。圖2a、c所示為2#-1試樣左端長裂紋的宏觀形貌,從中可以看出,整個裂紋的長度貫穿螺紋部分,且端部起始部分的裂紋寬度較大,達到了0.5mm,隨著裂紋的延伸,寬度由0.5mm逐步降低到0.3mm左右,且裂紋深度貫穿了車軸的整個橫截面。圖2b、d所示為2#-1試樣右端較短裂紋形貌,該裂紋長度約4.183mm,起源于螺紋端部,裂紋深度約6.2mm,約為車軸直徑的58%。
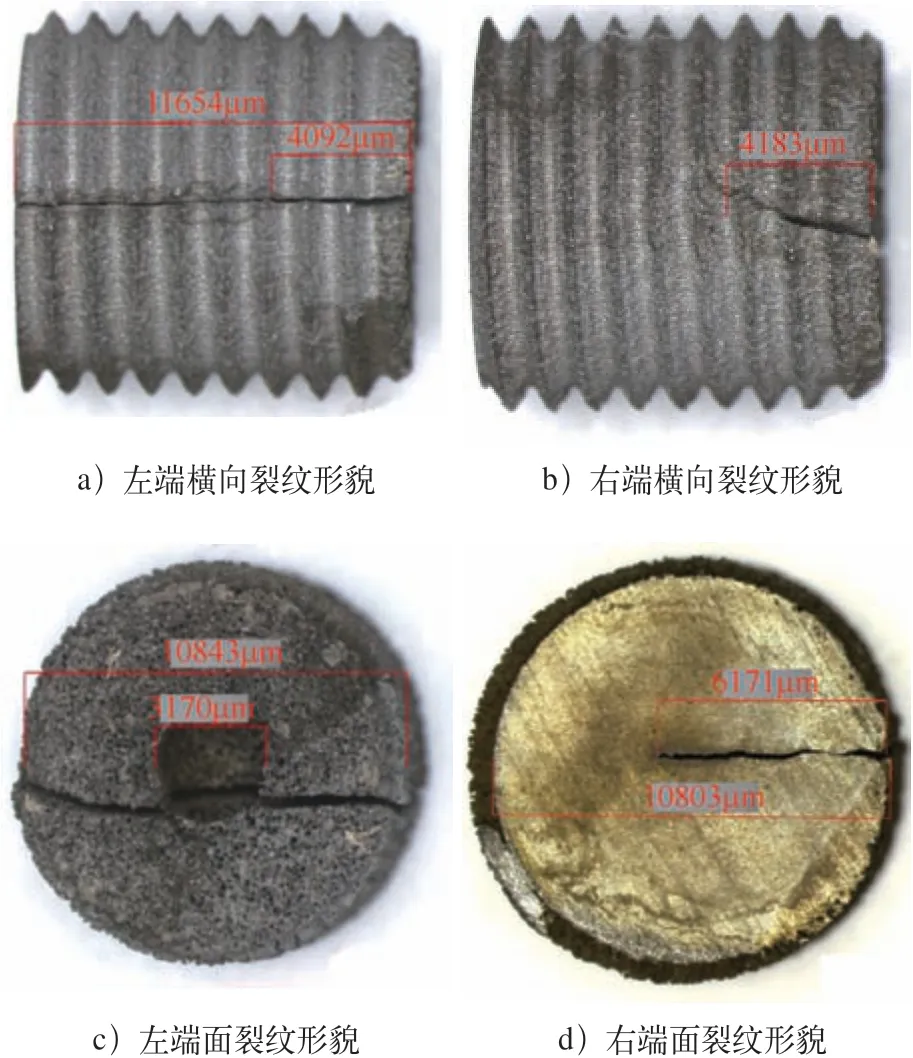
圖2 2#-1試樣左右端裂紋形貌
在體視顯微鏡下依次對2#工件的1~8號試樣裂紋進行觀察和測量,不同位置裂紋長度和深度測量結果見表2。裂紋深度占直徑的比例自右向左逐漸降低,表明該縱向長裂紋應起始于右端螺紋位置,向左端沿縱向擴展,終止于左端螺紋中間部分。
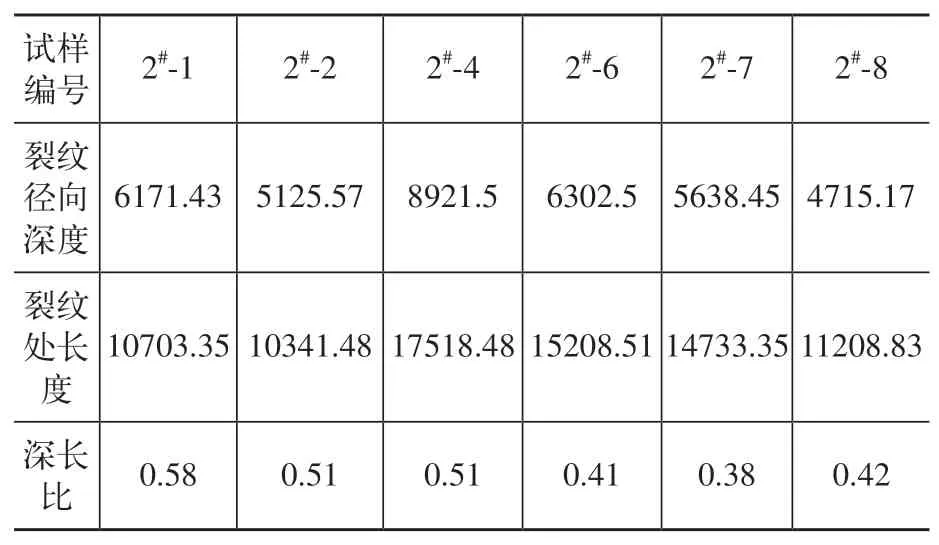
表2 2#試樣不同部位橫截面裂紋深度及長度尺寸(μm)
圖3所示為2#-1試樣裂紋斷口形貌。圖3a中標記處的裂紋區(crack zone)為原始裂紋區域,斷裂區域(knock off zone)為試樣打斷后的新裂紋斷面。從圖3b可看出,在原始裂紋與新裂紋交界處存在深色氧化鐵覆蓋層,兩者交界處左側因為外力打斷導致的螺紋應變變形,在中心孔的兩側,原始裂紋的斷面平整且無明顯變形(見圖3c),但在滾絲螺紋處有明顯車削加工變形導致的沿軸徑向的形變流線(見圖3d)。中心孔兩側原始裂紋斷面均被嚴重腐蝕,且中心孔右側的腐蝕孔隙更大,且底部的孔坑平滑,數量也更多,表面中心孔右側應為優先開裂區。此外,打斷后新形成裂紋斷面條帶特征明顯,沿條帶狀底部可見數量眾多的長條狀夾雜物(見圖3e),EDS檢測顯示為變形延展的MnS夾雜物,長度>70μm。
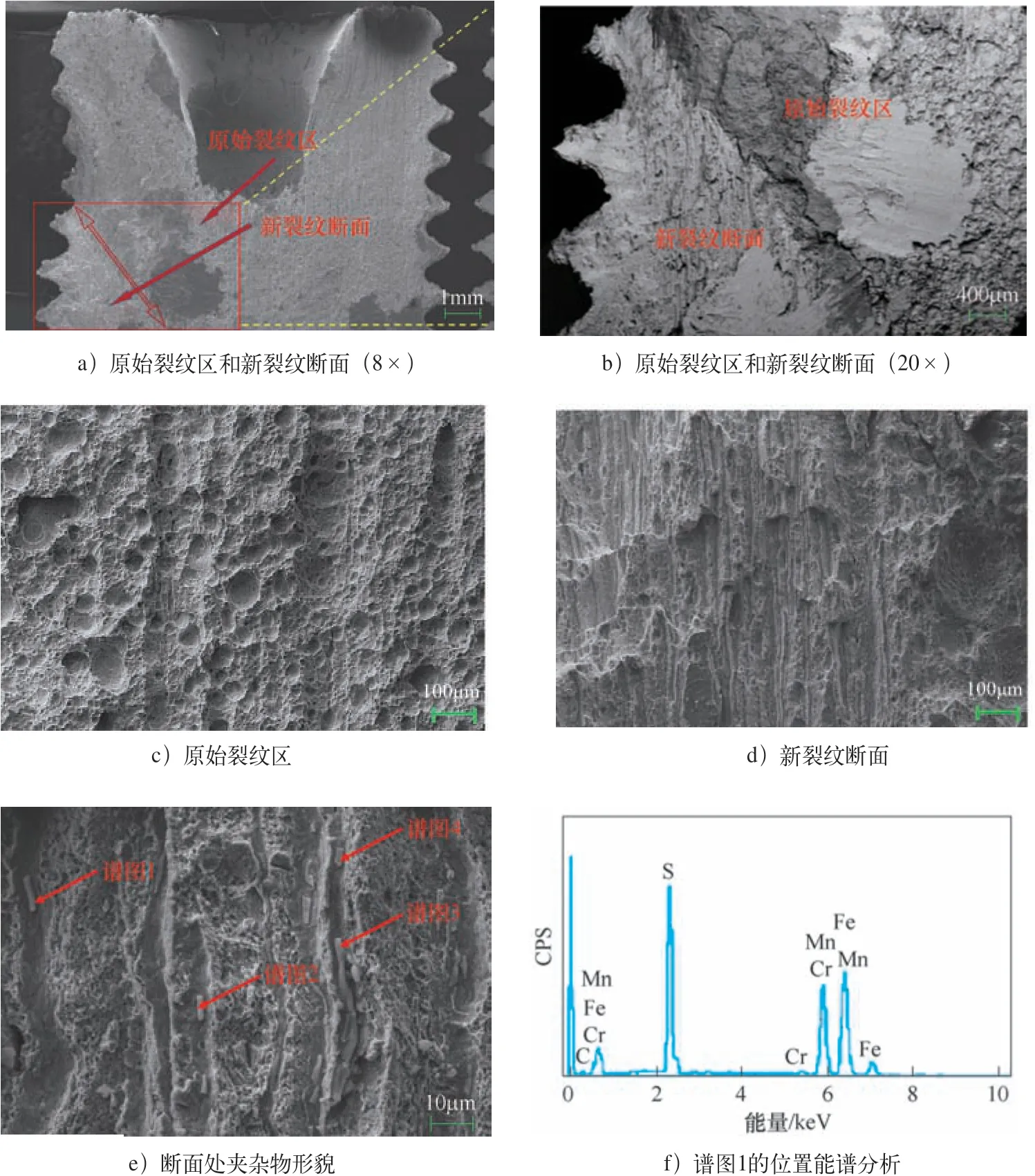
圖3 裂紋表面形貌
3.2 夾雜物分析
取1#中部和2#-4試件平行于軸向的縱截面進行夾雜物分析。圖4所示為觀察到的典型夾雜物尺寸形貌,夾雜物的評級結果見表3。由圖4可看出,在1#和2#試件中均存在較嚴重的各類夾雜物(圖4中灰黑色部分),夾雜物長度集中在250~600μm,最長的達到700μm。按 GB/T 10561—2005《鋼中非金屬夾雜物含量的測定標準評級圖顯微檢驗法》對夾雜物評級,達到細系2.5級以上[7]。尤其是存在寬度超尺寸的C類夾雜物,主要集中分布在直徑1/4處和中心部位。EDS夾雜物成分分析結果表明,無論條狀或串狀、球狀夾雜物均以Ca、Al、Mg、Si的氧化物為主,且存在少量硫化物復合夾雜。
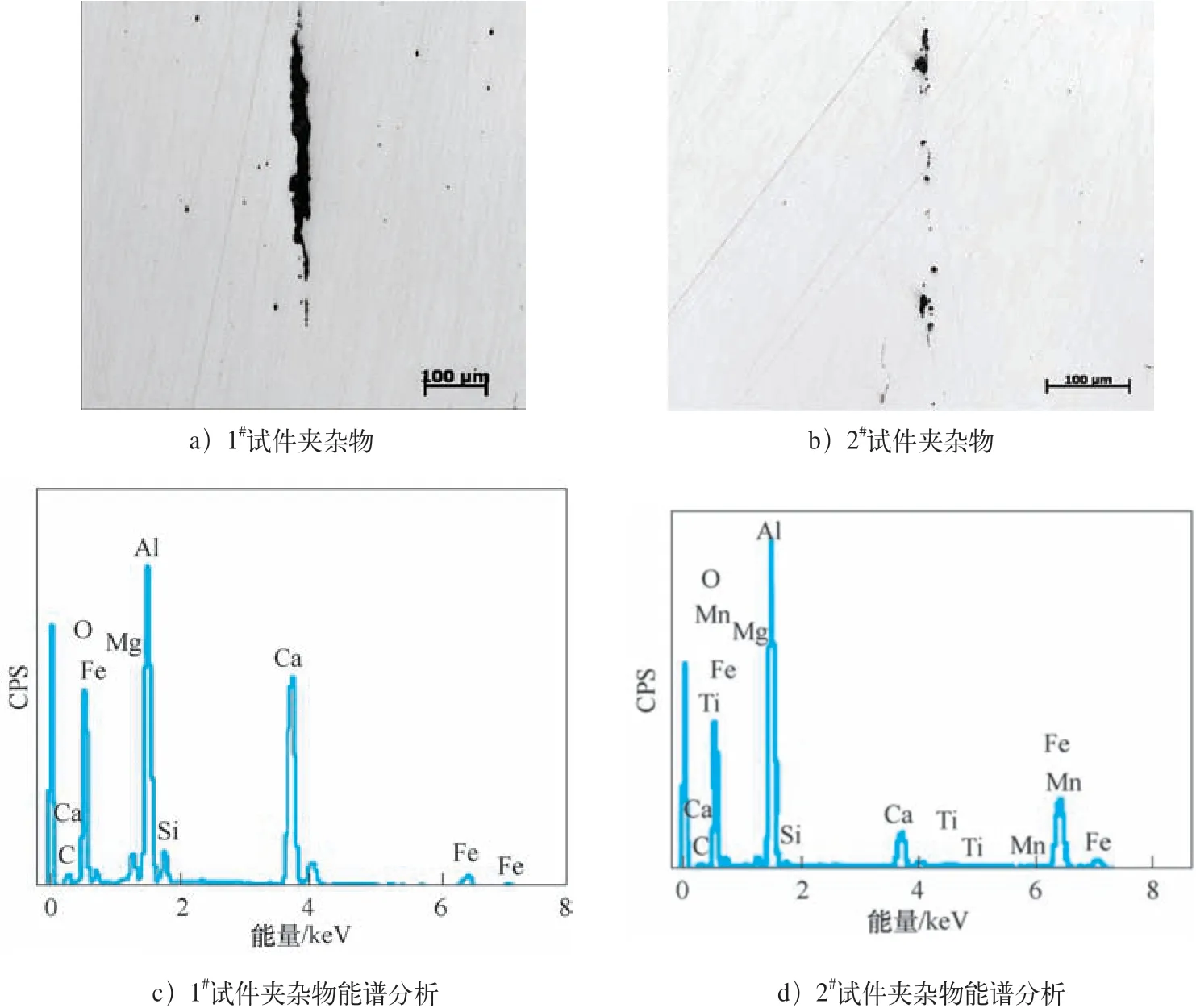
圖4 夾雜物能譜分析
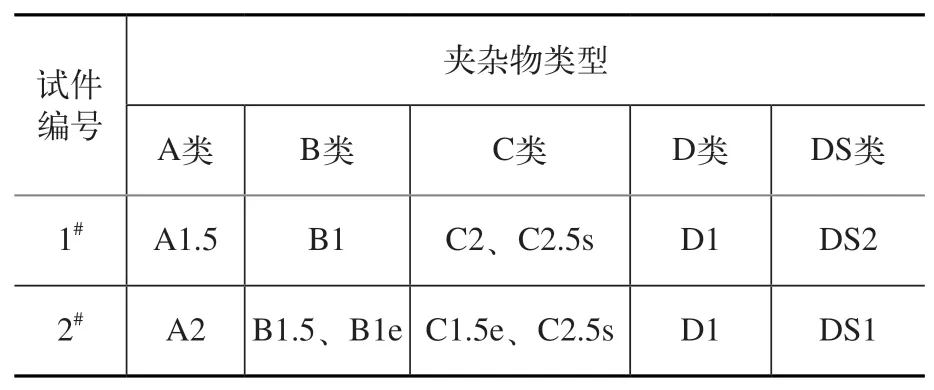
表3 夾雜物評級結果
3.3 顯微組織與硬度分析
圖5所示為1#試件和2#試件不同位置裂紋附近的顯微組織形貌。1#、2#試件的顯微組織差別不大,均為細小回火索氏體組織,且在試樣表面沒有觀察到脫碳及其他異常組織存在。但在2#-4試樣裂紋的兩側組織中存在輕微脫碳現象,表明該裂紋是在車軸加工之前的淬火處理過程中萌生的。
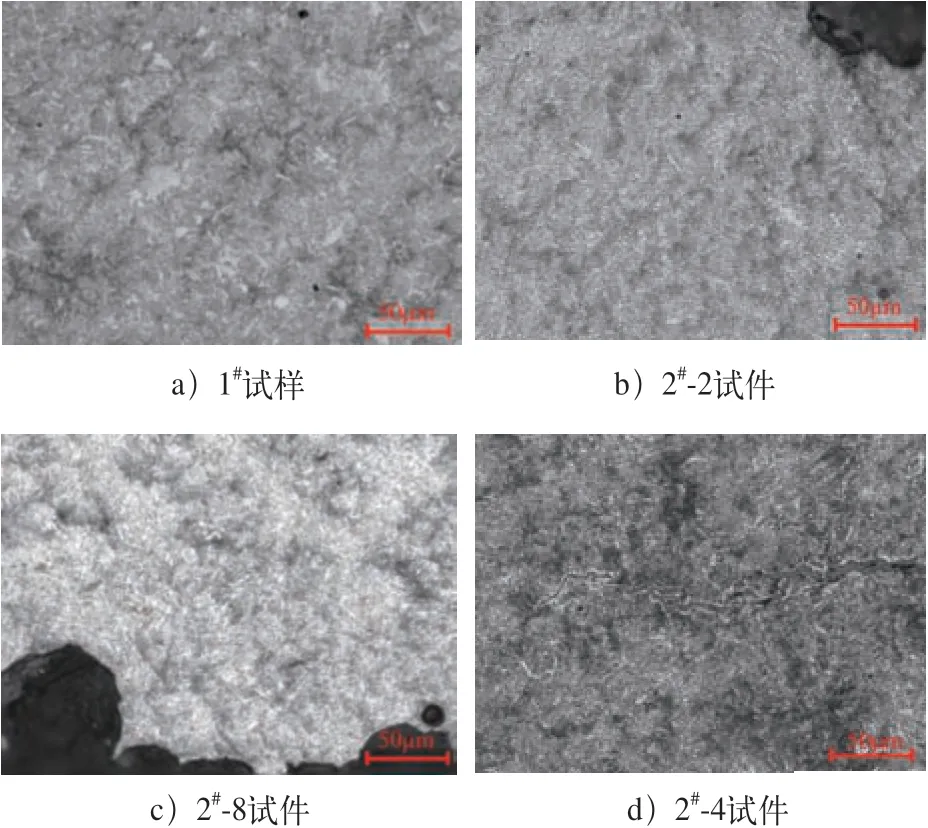
圖5 顯微組織形貌
為了解裂紋處的顯微組織特征,對2#試樣裂紋附近顯微組織進行SEM觀察,圖6所示為2#-2裂紋附近顯微組織SEM形貌及裂紋周圍夾雜物化學成分對應的EDS分析。從圖6可看到,裂紋內嵌滿灰色的氧化物,裂紋開口處較寬,裂紋的末端圓鈍,無明顯的脫碳現象,裂紋末端及附近存在大量的夾雜物,EDS檢測為Ca、Al、Mg、Si的氧化物夾雜,裂紋附近顯微組織為細小的回火索氏體,索氏體基體上彌散析出有細小均勻碳化物,裂紋附近顯微組織與正常基體顯微組織無明顯差異,說明該處裂紋不是熱處理產生的淬火裂紋,而是因夾雜物而導致的。
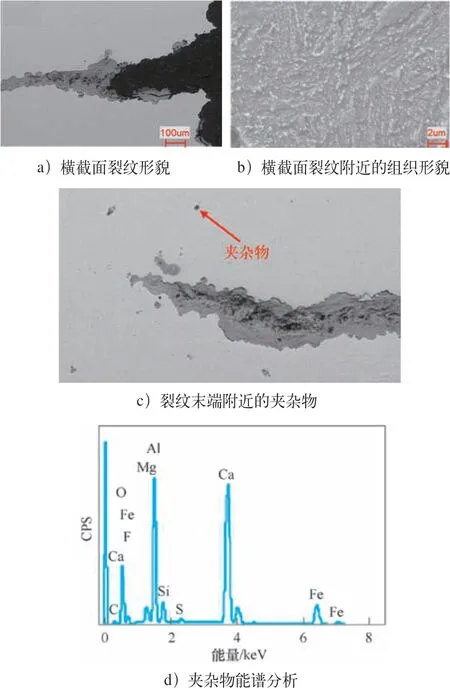
圖6 裂紋尖端形貌及組織
1#和2#試件橫截面的維氏硬度檢測結果見表4,并將平均值進行布氏硬度轉換。1#試樣平均布氏硬度為256HBW,而2#開裂試件的平均布氏硬度為262HBW,高出40Cr鋼車軸所要求范圍(230~260HBW)的上限值。
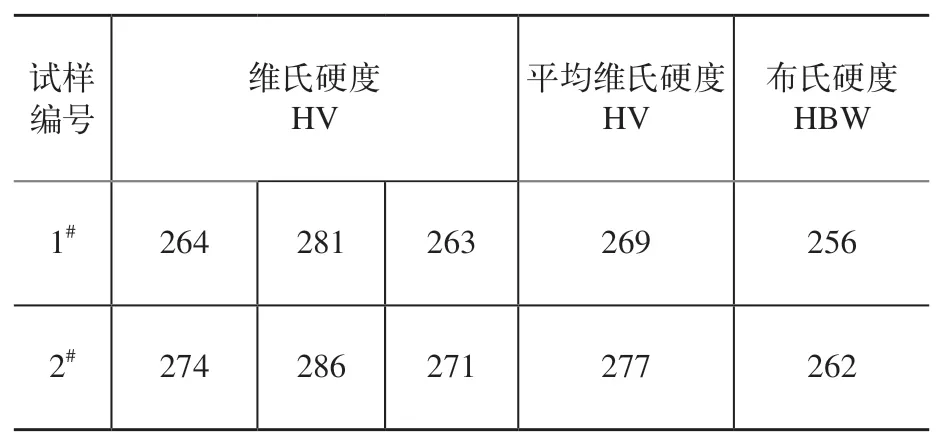
表4 橫截面試樣硬度測試結果
4 分析與討論
調質合金鋼可通過淬火、高溫回火獲得優異的綜合性能,但如果處理工藝不當,往往會導致工件的變形與開裂[8,9]。在2#-4工件裂紋周圍有輕微脫碳現象,說明部分裂紋在精加工前就已出現,應為淬火過程中出現微小裂紋并因碳、氧反應出現輕微脫碳的現象。硬度檢測結果顯示,淬火后表面均已達到了標準的上限值甚是局部超過了標準要求,說明車軸在冷卻過程中采用了較高的冷卻速度。由于電動車軸的直徑較小,且合金中含有較多的淬透性元素,所以淬火過程中被全部淬透,使工件表面產生較大的拉應力。當車軸表面的切向拉應力大于材料的強度時,即產生由表及里的縱向微小裂紋。
夾雜物在鋼的冶煉過程中是無法避免的,微小的夾雜物往往不會對鋼材的性能造成大的危害,但是大尺寸的夾雜會嚴重破壞基體的連續性,且受到外力時也容易導致應力集中從而誘發裂紋,導致工件失效[10-12]。在原材料和成品車軸中均存在大量的C類夾雜物,集中分布在直徑1/4以內的中部,且在裂紋尖端和敲斷區斷面也都發現了大量以MnS為主的長條狀夾雜物。在2#試樣裂紋兩側組織均為細小均勻的索氏體,裂紋尖端發現有氧化物夾雜,無脫碳現象,說明該處裂紋是在熱處理后產生的。裂紋自滾絲端沿軸向裂紋的相對比例逐漸減少,說明車軸裂紋起裂于平頭中心孔端部。車軸兩端中心孔和頂針孔區域最為薄弱,在表面進行滾絲時,加工應力疊加淬火應力,在直徑1/4大量夾雜物最薄弱處產生裂紋,并使初期形成的淬火裂紋擴展且寬化。裂紋沿軸向擴展,從而形成了貫穿裂紋。
5 結束語
1)40Cr鋼車軸淬火過程中,由于工件淬透,使表面拉應力增大,所以在車軸表面產生由表及里的縱向微小裂紋,微裂紋在應力集中位置萌生(車軸端部螺紋中心孔處)。分析表明,熱處理工藝不當是產生裂紋的主要因素。
2)40Cr鋼中存在大尺寸條帶狀C類夾雜物和數量較多的硫化物,大尺寸夾雜物嚴重破壞了40Cr鋼的連續性。在滾絲的過程中,加工應力導致中心孔處淬火形成的微裂紋沿軸向夾雜物迅速擴展,形成縱向貫通工件的大裂紋。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
