短應(yīng)力線軋機拉桿離子滲氮畸變控制
2022-10-25 03:18:16孫華雨趙玉霞李雙喜
金屬熱處理 2022年10期
孫華雨, 趙玉霞, 李雙喜
(河南機電職業(yè)學(xué)院, 河南 鄭州 451191)
應(yīng)力線軋機因具有剛度大、精度高、質(zhì)量輕、易操作等優(yōu)點而被當(dāng)今鋼鐵行業(yè)廣泛使用,拉緊螺桿(拉桿)是其關(guān)鍵部件之一[1-2]。拉桿的主要作用是通過螺紋機構(gòu)的調(diào)整間接帶動軋輥進(jìn)行調(diào)隙,也就是說,拉桿的螺紋旋轉(zhuǎn)精度決定了短應(yīng)力線軋機的軋制精度,故對拉桿的制造精度、表面熱處理和裝配質(zhì)量要求較高。拉桿材料一般采用中碳低合金結(jié)構(gòu)鋼,經(jīng)調(diào)質(zhì)后具有良好的強韌性,再經(jīng)表面改性處理,達(dá)到耐磨、耐蝕的目的[3-5]。
離子滲氮是現(xiàn)在使用最廣泛的表面滲氮方式之一,和其他滲氮方式相比,具有滲速快、滲層性能優(yōu)良、節(jié)能環(huán)保等優(yōu)點,廣泛用于鋼鐵制品的表面改性,可以有效地提高工件表面的耐磨、耐蝕、疲勞等性能[6-8]。由于離子滲氮在較低溫度下進(jìn)行(450~580 ℃),不發(fā)生組織轉(zhuǎn)變,滲后畸變小,一般作為工件加工最后一道工序。由于滲氮后表面硬度很高,導(dǎo)致加工困難,所以一旦發(fā)生畸變超差,矯正十分困難,將大大降低產(chǎn)品質(zhì)量[9-11]。為了提高軋機的運行精度和平穩(wěn)性,圖紙技術(shù)要求拉桿材料為42CrMo4鋼,滲氮后沿長度方向直線度畸變≤0.100 mm,滲氮層深度≥0.4 mm,滲氮層表面硬度≥525 HV,拉桿具體尺寸見圖1。

圖1 拉桿直線度測試示意圖Fig.1 Schematic diagram of the pull rod straightness test
影響滲氮畸變的因素很多,在不同形狀工件上其影響大小也不同;影響因素一般有:加工應(yīng)力、裝卡方式、爐內(nèi)擺放位置、工件形狀、升溫和降溫速度等[12-14]。此產(chǎn)品批量很大,為了弄清楚各因素對滲氮畸變的影響程度,以便尋找最佳的應(yīng)對措施,同時提高生產(chǎn)效率和節(jié)約成本,本文采用對各因素一一消除的形式對各影響因素進(jìn)行研究,也為所有長桿類工件滲氮畸變控制提供參考。
1 拉桿初次滲氮
拉桿采用42CrMo4中碳低合金結(jié)構(gòu)鋼,加工工序為鍛件—粗車—調(diào)質(zhì)—半精加工—精加工—離子滲氮。調(diào)質(zhì)工藝為870 ℃×3 h淬火,油冷,560 ℃×5 h,回火后空冷,調(diào)質(zhì)硬度為290~310 HBW。
把清洗干凈的拉桿立在鐘罩式單熱源離子滲氮爐陰極盤上,裝爐量為2根,為了方便比較拉桿滲氮前后畸變的變化量,滲氮前在機床上用杠桿百分表測試?yán)瓧U的直線度,即用機床的頂尖頂住拉桿兩端的頂尖孔,首先用百分表測量拉桿長度方向中間位置,轉(zhuǎn)動拉桿一周,以最低點作為基點,其所在長度方向的線作為基準(zhǔn)線,每旋轉(zhuǎn)90°記錄一個測試數(shù)據(jù),在長度方向上選取6處作為測試點,具體測試方法見圖1。拉桿滲氮工藝為540 ℃×50 h,具體工藝曲線見圖2,滲劑為熱分解氨,升溫速度為100 ℃/h;為了保證螺紋處的滲氮質(zhì)量,采用了較大爐壓(255 Pa)。滲氮結(jié)束,關(guān)閉電源,拉桿隨爐冷卻至250 ℃以下,打開爐罩,空冷至室溫。取出試樣,根據(jù)GB/T 11354—2005《鋼鐵零件滲氮層深度測定和金相組織檢驗》中的硬度法測試隨爐試樣滲層深度和表面硬度。用與滲前一樣的方法對滲氮后拉桿的直線度進(jìn)行測量,具體測量結(jié)果見表1。試樣滲層深度測試結(jié)果為0.44~0.46 mm,滲層表面硬度654~673HV,滿足圖紙技術(shù)要求。

圖2 離子滲氮工藝曲線Fig.2 Process curve of the ion nitriding
由表1的測試結(jié)果可知,拉桿1在長度方向滲氮畸變最大彎曲度為0.310 mm,拉桿2最大畸變量為0.250 mm,都遠(yuǎn)遠(yuǎn)超出圖紙要求的≤0.100 mm,需采取措施,減小滲氮畸變。

表1 拉桿立在陰極盤上離子滲氮后直線度的變化(mm)
2 改進(jìn)裝爐方式和減小升溫速度后滲氮
對于長桿狀工件,采用垂直吊掛的方式,利用工件自身質(zhì)量,可降低工件的滲氮畸變。在圖1中的左端中心加工M16吊裝孔,把拉桿垂直懸吊于離子滲氮爐內(nèi),同時將升溫速度降低至60 ℃/h,其余不變,滲氮前后拉桿直線度測試見表2。

表2 垂直懸吊于爐內(nèi)且降低升溫速度后拉桿離子滲氮后直線度變化(mm)
由表2可以看出,滲氮后拉桿3長度方向直線度最大畸變量為0.21 mm,滲氮后拉桿4長度方向直線度最大畸變量為0.20 mm,比第一次滲氮畸變量有所減小,但仍未達(dá)到要求。由此可見,采用吊裝和降低升溫速度可以在一定程度上減小畸變,但效果有限,滲氮畸變量仍然不能滿足圖紙要求,影響畸變的主要因素仍然沒有消除。
3 去應(yīng)力退火后滲氮
結(jié)合前面兩次滲氮結(jié)果,對滲氮畸變產(chǎn)生的原因進(jìn)行分析,認(rèn)為拉桿內(nèi)存在較大的加工應(yīng)力;當(dāng)拉桿溫度升高,使得基體強度降低,在內(nèi)應(yīng)力的作用下拉桿產(chǎn)生了畸變。為了在滲氮前去除加工應(yīng)力,拉桿加工工序改為:鍛件—粗車—調(diào)質(zhì)—半精加工—去應(yīng)力退火—精加工—離子滲氮。
在Ac1溫度以下,去應(yīng)力加熱溫度越高,加工應(yīng)力去除越徹底,但考慮到爐溫的不均勻性及爐溫誤差,去應(yīng)力加熱溫度要低于調(diào)質(zhì)回火溫度20 ℃,以免降低拉桿基體硬度[15],所以去應(yīng)力退火工藝定為540 ℃×5 h,保溫結(jié)束后,隨爐緩冷至300 ℃,然后出爐空冷至室溫,再進(jìn)行精加工,精加工時進(jìn)刀量要盡量小,以免再次產(chǎn)生較大加工應(yīng)力,最后進(jìn)行離子滲氮;裝爐方式仍然采用吊裝,滲氮工藝及操作同第一次離子滲氮。用同樣的方法對滲氮前和滲氮后拉桿的直線度進(jìn)行測量,具體測量結(jié)果見表3。

表3 增加去應(yīng)力退火預(yù)處理后離子滲氮拉桿直線度的變化(mm)
由表3的測試結(jié)果可知,拉桿5和6直線度最大彎曲量均為0.07 mm,滿足了圖紙的要求,滲氮畸變得到很好控制,由此可見,加工應(yīng)力是影響滲氮畸變的主要因素。
試樣滲層深度測試結(jié)果為0.44~0.46 mm,滲層表面硬度為650~670 HV,滿足圖紙技術(shù)要求。
4 多次滲氮對拉桿滲氮畸變的影響及補救措施
4.1 拉桿多次短時滲氮
在生產(chǎn)中難免遇到臨時停電、設(shè)備故障等原因?qū)е聺B氮中途中止,此時滲層深度未達(dá)到圖紙要求,需繼續(xù)補滲。為了弄清重復(fù)加熱冷卻對滲氮畸變的影響,本次試驗拉桿狀態(tài)、裝卡方式、升溫速度等所有工藝參數(shù)及操作過程都與表3對應(yīng)的滲氮試驗一樣,只是把滲氮過程分為兩段,每段保溫25 h,具體工藝過程見圖3。拉桿滲氮前后沿長度方向直線度測量結(jié)果見表4。

圖3 兩次滲氮工藝曲線Fig.3 Twice nitriding process curve

表4 二次離子滲氮后拉桿直線度變化 (mm)
由表4的測試結(jié)果可知,拉桿7滲氮畸變最大彎曲度均為0.13 mm,拉桿8滲氮畸變最大彎曲度均為0.14 mm,超出圖紙要求0.02~0.04 mm,由此可見多次升溫、降溫對滲氮畸變也有較大影響;分析認(rèn)為原因是單熱源、鐘罩式離子滲氮爐爐內(nèi)存在溫度梯度。這種類型的滲氮爐為了保證爐內(nèi)真空度,在連接處都有橡皮墊圈,為了保護(hù)橡皮墊圈,在陰極盤、爐罩內(nèi)都通有冷卻水,爐內(nèi)輝光產(chǎn)生的熱量60%~70%都是通過冷卻水帶出爐外的,所以爐內(nèi)溫度具有上低下高,外低內(nèi)高的特性[16-17]。升溫階段是爐內(nèi)溫差最大階段,拉桿靠近爐中心的部分溫度比靠近爐邊緣的部分溫度高,在拉桿內(nèi)形成一定溫度差,由此產(chǎn)生了熱應(yīng)力,導(dǎo)致拉桿滲氮畸變增大。
4.2 補救措施
經(jīng)過對畸變增加原因分析,采取在第二次滲氮時,旋轉(zhuǎn)拉桿使拉桿在爐內(nèi)的內(nèi)外表面變換,即在用同上述相同的工藝進(jìn)行完第一次滲氮之后,打開爐罩,把拉桿在原位置旋轉(zhuǎn)180°,使得拉桿內(nèi)外面交換,然后再
用同上述完全一樣的工藝及操作完成第二次滲氮,滲氮前后拉桿變形數(shù)據(jù)見表5。
由表5的測試結(jié)果可知,拉桿9滲氮畸變最大彎曲度均為0.06 mm,拉桿10滲氮畸變最大彎曲度均為0.065 mm,比表3中的拉桿5和拉桿6畸變量還小,進(jìn)一步提高了拉桿的滲氮質(zhì)量。也因此說明在第一次滲氮后,旋轉(zhuǎn)拉桿,可以抵消因爐內(nèi)溫度不均勻引起的部分畸變,可以利用此結(jié)果對畸變超差的桿狀工件進(jìn)行適當(dāng)?shù)某C正。
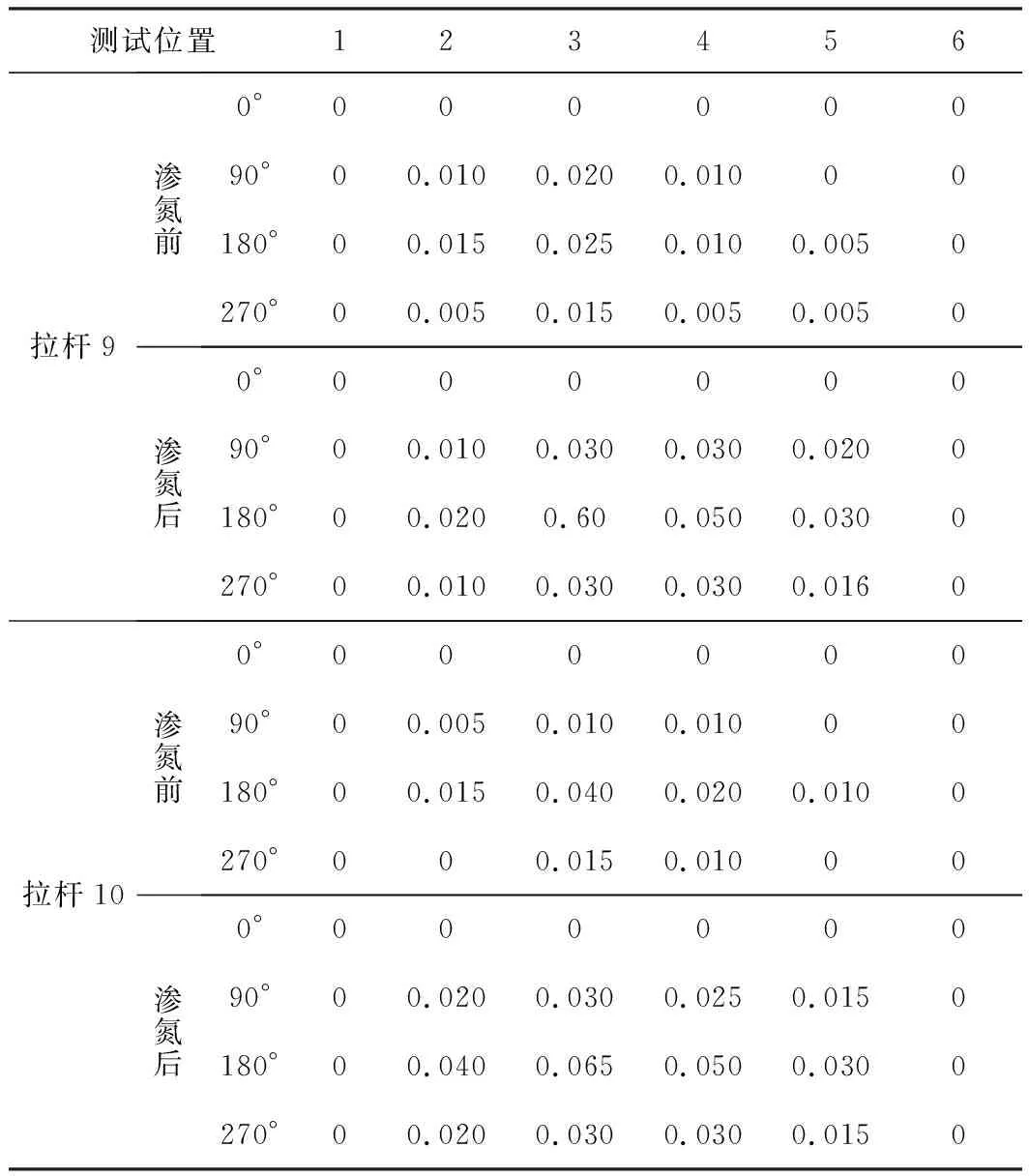
表5 一次滲氮后拉桿在爐內(nèi)原位旋轉(zhuǎn)180°后再次離子滲氮后直線度的變化(mm)
隨爐試樣測試結(jié)果為滲層深度0.48~0.50 mm,表面硬度為645~660 HV,完全滿足圖紙要求,但和試驗3相比,整個工藝過程增加了約15 h,能源消耗也增加了約1/4。
5 結(jié)論
1) 加工應(yīng)力是引起拉桿離子滲氮畸變的最大因素,在滲氮前進(jìn)行低于調(diào)質(zhì)回火溫度20 ℃左右進(jìn)行去應(yīng)力退火,可有效降低滲氮畸變。
2) 采用懸吊裝爐及適當(dāng)降低升溫速度的措施可以在一定程度上減小拉桿的滲氮畸變。
3) 多次重復(fù)滲氮會增加拉桿的滲氮畸變;控制措施是前一次滲氮結(jié)束后,在再次滲氮前把拉桿原地旋轉(zhuǎn)180°后再進(jìn)行下一次滲氮,不僅可以避免滲氮畸變增加,還可以對原來的畸變進(jìn)行矯正。
猜你喜歡
汽車實用技術(shù)(2020年16期)2020-09-06 13:28:22
山東冶金(2019年6期)2020-01-06 07:45:54
當(dāng)代工人(2019年20期)2019-12-13 08:26:11
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2017年9期)2017-11-27 02:14:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
河南科技(2014年12期)2014-02-27 14:10:44
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
