高速列車鋁合金車體典型接頭激光-MIG復合焊接特性研究
2022-10-25 07:54:58馬國龍楊志斌韓曉輝
電焊機 2022年10期
姜 艷,馬國龍,馬 寅,楊志斌,雷 振,韓曉輝
1.中車青島四方機車車輛股份有限公司,山東 青島 266111
2.大連交通大學 材料科學與工程學院,遼寧 大連 116028
3.哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028
0 前言
高速列車快捷舒適、平穩安全、節能環保,是滿足日益增長出行需求的理想交通工具。高速列車車體結構輕量化是提高列車運行速度的首選方案,鋁合金具有密度低、比強度高、耐蝕性強和成型性好等優點,隨著現代大型中空薄壁鋁型材成型技術的持續發展,鋁合金已成為高速列車車體輕量化制造的主要材料[1-3]。熔化極惰性氣體保護焊(MIG焊)因成本低和間隙適應性好,是現階段鋁合金車體部件的主要連接工藝,但是MIG焊存在熱輸入不集中、熱影響區大、焊接速度低等缺點;激光焊接接頭力學性能穩定,焊接變形小,殘余應力低,但也存在反射率高、對工件裝配精度要求高、氣孔率高等問題[3-4]。
激光-MIG復合焊兼具激光焊和MIG焊優點,具有焊接效率高、工藝穩定性更高、對裝配間隙適應性強等優點,更易滿足高速列車鋁合金車體焊接構件對低變形、高質量的焊接要求[5-6]。德國的城際特快列車、日本的新干線高速列車以及中國的高速磁浮列車的鋁合金車體均嘗試采用激光-MIG復合焊來提升車體質量[7-8]。國內學者也開展了相應的研究工作并取得了一定的研究成果。王秋影等[9]研究表明,3 kW激光的加入可使激光-MIG復合焊接過程更穩定,激光加入前后熔滴均沿焊絲延長線落入熔池。趙耀邦[10]對3 mm LF6鋁合金進行激光-MIG復合焊,通過工藝優化,可獲得良好的焊縫表面成形,且復合焊接頭平均強度達到母材強度的95%以上,平均延伸率達到母材的76%以上。汪認等[11]針對6 mm厚鋁合金型材研究了激光-MIG復合焊接工藝的工程適應性,結果表明坡口間隙達到1.0~1.2 mm時仍然可以獲得成形和力學性能良好的接頭。馬寅等[12]研究了坡口形式對鋁合金激光-MIG復合焊縫成形質量的影響,指出增加坡口角度或者減小鈍邊高度均利于降低氣孔缺陷。
基于激光-MIG復合焊工藝優點及其良好的工程適應性,將其應用于傳統高速列車車體典型接頭的焊接制造,不僅可以改善焊縫成形質量、提高接頭力學性能,還能提高生產效率、降低制造成本,大大提升該技術在軌道交通領域的工程化應用進程。因此,本文針對3 mm厚A6N01S-T5鋁合金型材典型接頭開展激光-MIG復合焊接工藝試驗,確定優化的工藝參數,并分析接頭的組織性能,研究激光-MIG復合焊的工程適應性,探討其在高速列車鋁合金車體典型接頭應用的可行性。
1 試驗材料及方法
1.1 試驗材料
試驗母材采用傳統高速列車車體底板3 mm厚A6N01S-T5鋁合金型材,坡口為原有弧焊接頭結構,如圖1所示。填充材料采用直徑1.2 mm的ER5356鋁合金焊絲。試驗母材及填充焊絲化學成分如表1所示。焊前采用激光清洗處理母材待焊表面,去除氧化膜和油污。
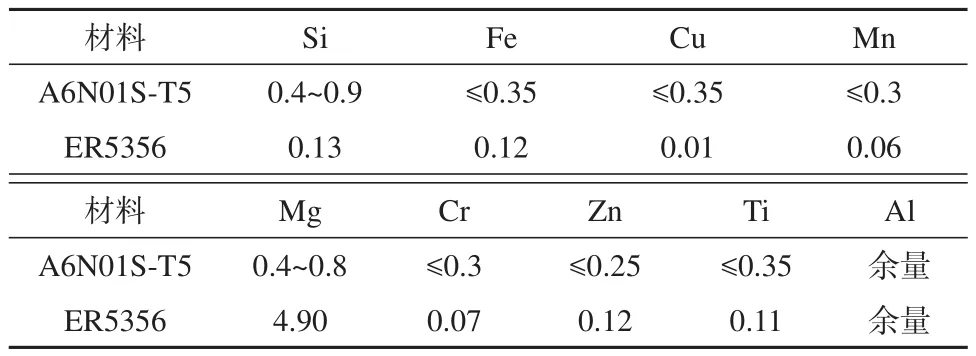
表1 試驗母材及填充焊絲化學成分(質量分數,%)Table 1 Chemical composition of base material and filler wire(wt.%)
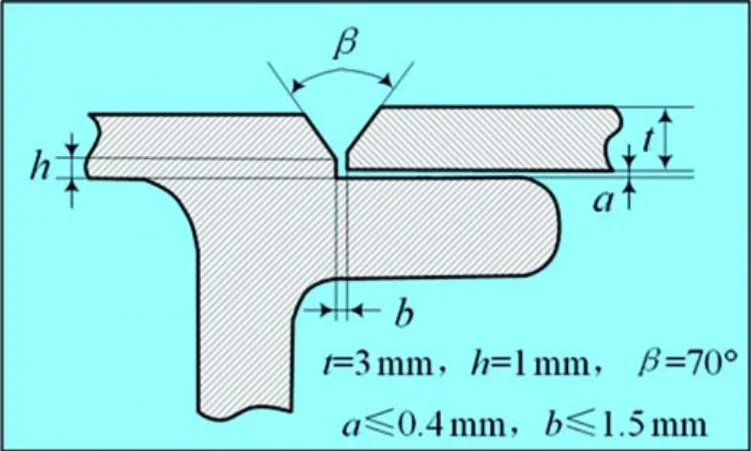
圖1 坡口形式Fig.1 Groove type
1.2 焊接方法
采用TRUMPF TruDisk 16003碟片激光器,波長1.06 μm;弧焊電源采用Fronius TPS5000焊機。焊接過程采用激光在前、電弧在后的熱源耦合方式,激光與試板夾角85°,焊槍與試板夾角60°,高純氬氣作保護氣(流量50 L/min),熱源間距3 mm。激光-電弧復合焊試驗裝置及焊接方法如圖2所示。
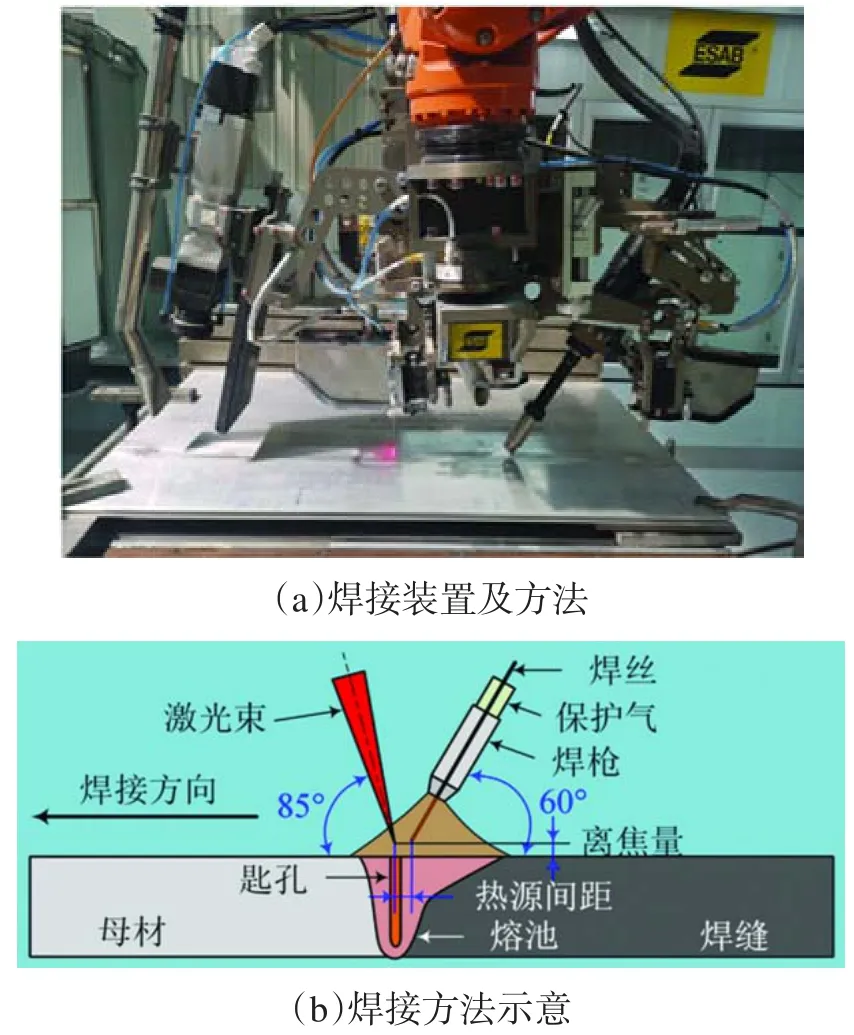
圖2 激光-MIG復合焊接裝置及方法示意Fig.2 Schematic diagram of laser-MIG hybrid welding equipment and method
基于前期探索試驗結果分析,工藝優化以激光功率、電弧電流和離焦量三因素作為研究對象開展正交試驗,焊接速度為1.5 m/min。正交試驗采用工藝參數的因素水平方案方案如表2所示,弧焊型材的組對間隙為0 mm、錯邊0 mm。
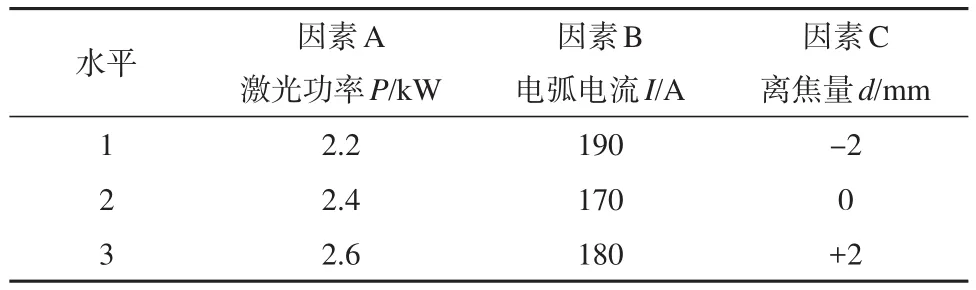
表2 正交試驗采用工藝參數的因素水平方案Table 2 Factor level scheme of process parameters was used in orthogonal experiment
1.3 測試方法
依據GB/T 26955—2011,利用KEYENCE VHX-1000E三維視頻顯微鏡觀察接頭宏觀成形和微觀組織;依據GB/T 3323.1—2019,利用XXG-2005型工業X射線探傷儀檢測焊縫內部氣孔缺陷,檢測長度100 mm;依據GB/T2654—2008,利用FM-700顯微硬度儀測定接頭硬度分布;依據GB/T 2651—2008,利用WDW-300E電子萬能試驗機測試接頭拉伸性能。依據GB/T 223—2010,利用WDW-300E電子萬能試驗機測試接頭彎曲試驗。利用ZEISS SUPRA55掃描電子顯微鏡,觀察拉伸試樣斷口的微觀形貌。
2 試驗結果及分析
2.1 工藝優化
正交試驗不同工藝參數下獲得的焊縫表面成形、接頭橫截面形貌及焊縫內部氣孔缺陷如表3所示。從焊縫表面成形及接頭橫截面形貌來看,各工藝參數焊縫表面成形良好、無明顯缺陷,焊縫熔透性良好;從氣孔缺陷檢測結果來看,3H-4#、3H-5#、3H-8#和3H-9#工藝參數焊縫內部僅發現極個別氣孔缺陷,且氣孔尺寸均不大于0.6 mm,其余工藝參數焊縫內部均未發現氣孔缺陷,根據ISO 10042:2018對B級焊縫的判定標準,各工藝參數焊縫內部氣孔缺陷均滿足要求。
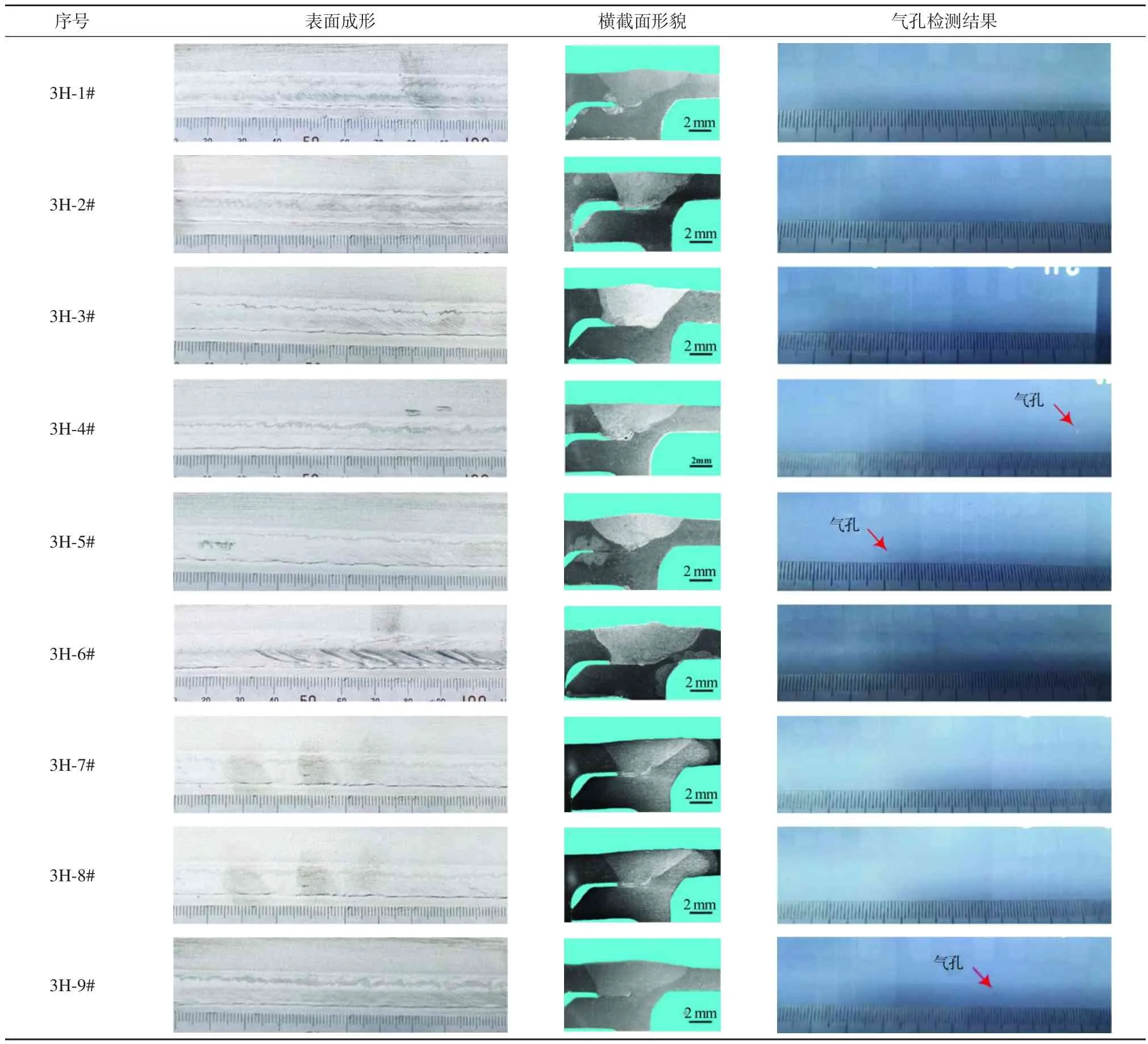
表3 正交試驗的試驗結果Table 3 Experimental results of orthogonal test
正交試驗各參數接頭的最大平均抗拉強度達到197.6 MPa,為母材的80.7%,以接頭平均抗拉強度為工藝參數的評價指標,基于極差分析原理,獲得的正交試驗極差分析結果如表4所示。由表4可知:三種因素對接頭平均抗拉強度影響的主次順序依次為:離焦量>激光功率>電弧電流,三因素最優組合為:離焦量+2 mm、激光功率2.4 kW、電弧電流180 A。最優工藝參數的焊縫表面成形、接頭橫截面形貌和氣孔缺陷檢測結果如圖3所示。試驗結果表明,焊縫熔合良好、表面魚鱗紋明顯,沒有明顯缺陷,焊縫內部沒有氣孔缺陷。
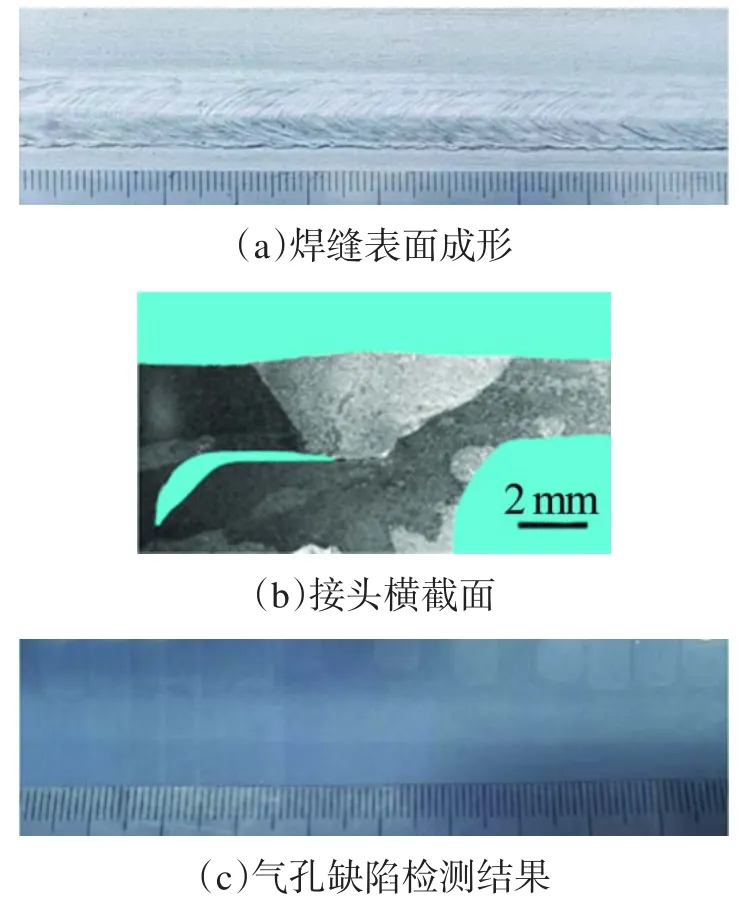
圖3 焊縫成形及氣孔缺陷檢測結果Fig.3 Weld formation and porosity defects test results
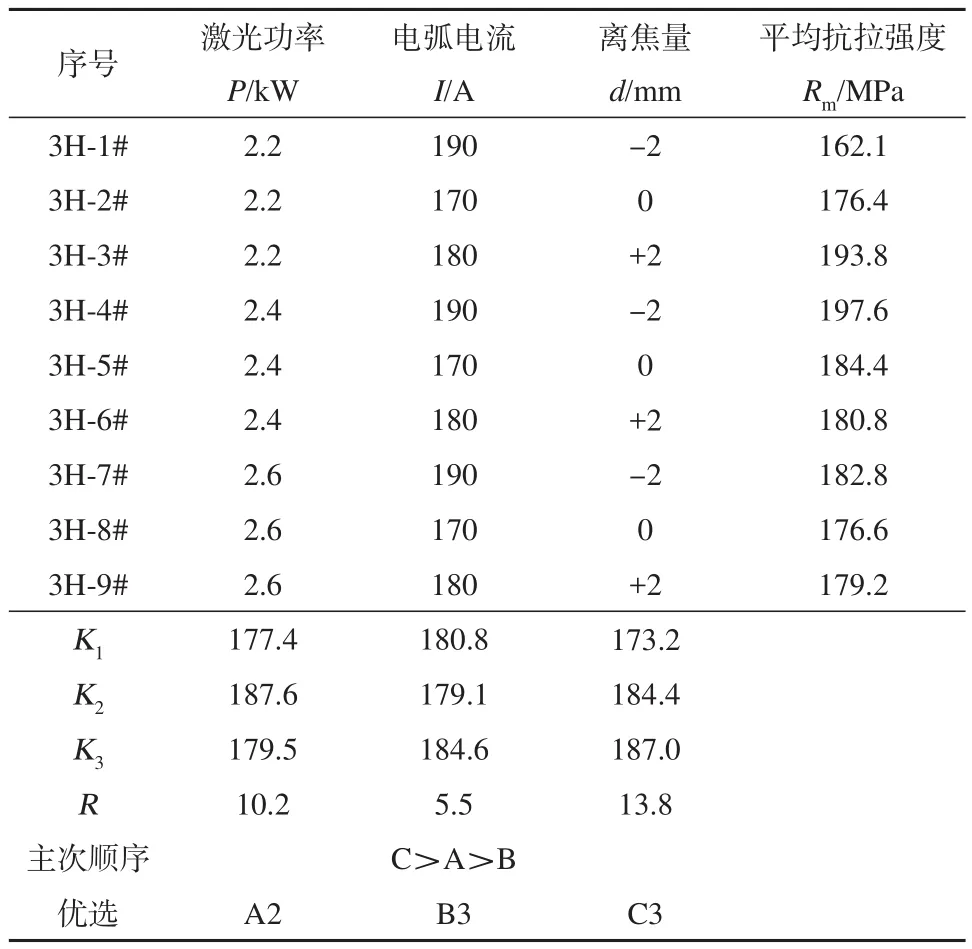
表4 正交試驗的極差分析結果Table 4 Range analysis results of the orthogonal test
2.2 組織和力學性能分析
最佳工藝參數焊縫的微觀組織形貌如圖4所示。可以看出,焊縫中心區域是較為典型的樹枝狀晶鑄態組織,如圖4a所示;靠近焊縫邊緣是很窄的熔合區,焊縫側為垂直于溫度梯度方向生長的粗大柱狀晶,如圖4b所示,母材側熱影響區晶粒有較輕微的粗大現象,熱影響區與母材區顯微組織存在稍許差別。
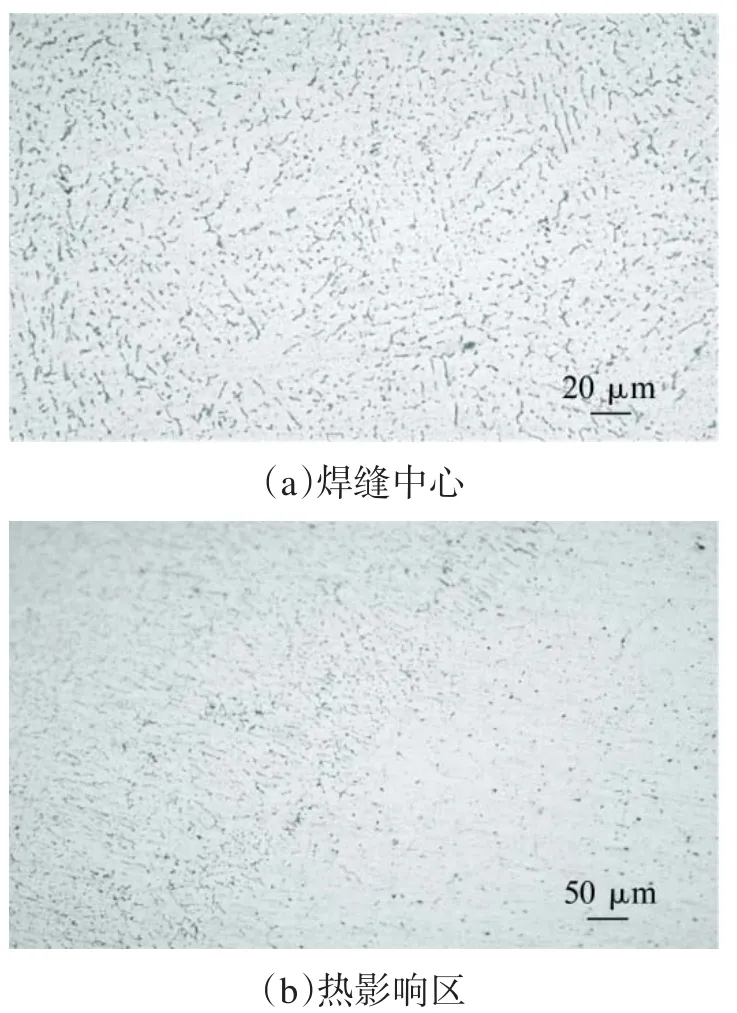
圖4 最優工藝參數焊縫微觀組織形貌Fig.4 Microstructure of weld with optimal welding parameters
最佳工藝參數接頭的硬度分布如圖5所示。由于填充焊絲硬度低于母材,焊縫區硬度(約67 HV)遠低于母材區(96 HV),硬度最低點位于熔合線附近的熱影響區(65 HV),單側熱影響區寬度約8.3 mm,接頭熱影響區發生明顯的軟化現象,軟化區硬度最低為72 HV,略高于焊縫中心硬度。隨著與熔合線距離的增加,熱影響區內硬度呈現先減小后增大的趨勢,這主要是熱影響區的過時效區溫度較高促使部分強化相(Mg2Si)發生溶解,但因鋁合金熱導率高使快速冷卻過程可獲得過飽和的固溶體,固溶強化效果顯著使得該區域硬度高于焊縫;遠離熔合線熱影響區的溫度較低,致使強化相溶解不充分而減弱強化效果,導致該區域硬度下降[13]。
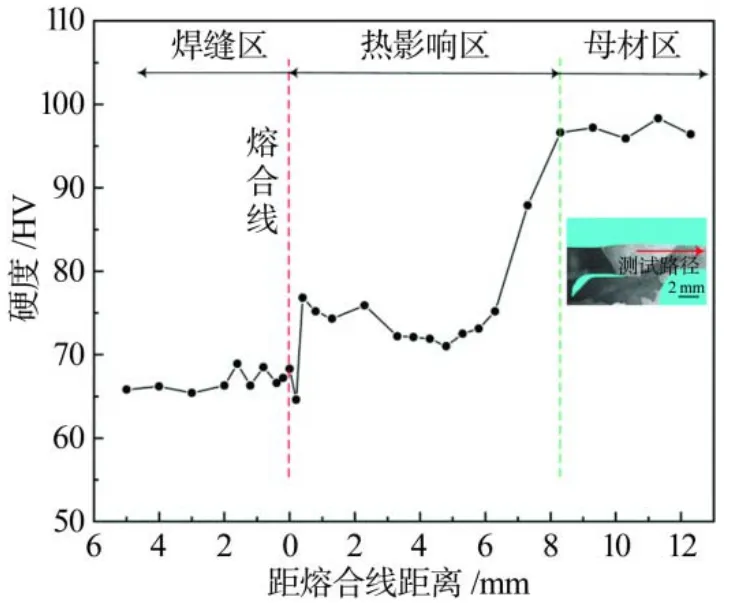
圖5 最佳工藝參數接頭的硬度分布Fig.5 Microhardness distribution of joint with optimal welding parameters
最佳工藝參數接頭的拉伸試驗結果如表5、圖6所示。由表5可知,接頭平均抗拉強度為204.6 MPa,達母材的83.5%,拉伸試樣均斷裂在熔合線附近,斷裂路徑在熔深方向沿熔合線擴展。拉伸試樣斷口的微觀形貌特征如圖7所示,可以看出,斷口形貌主要由韌窩組成,且韌窩的大小和深度較均勻、變形不大,呈現典型的塑性斷裂特征。
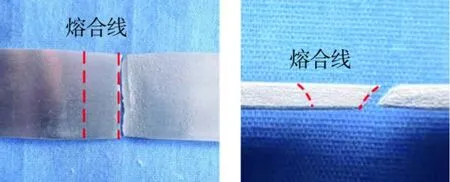
圖6 斷裂位置Fig.6 Fracture location
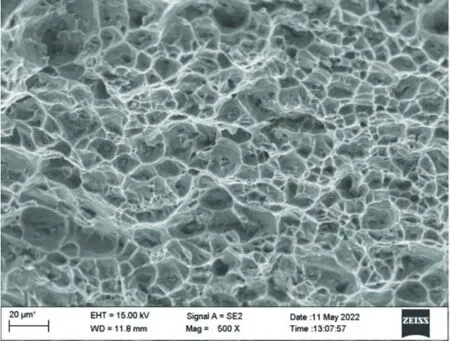
圖7 最佳工藝參數拉伸試樣斷口微觀形貌Fig.7 Fracture morphology of the tensile specimen with optimal welding parameters
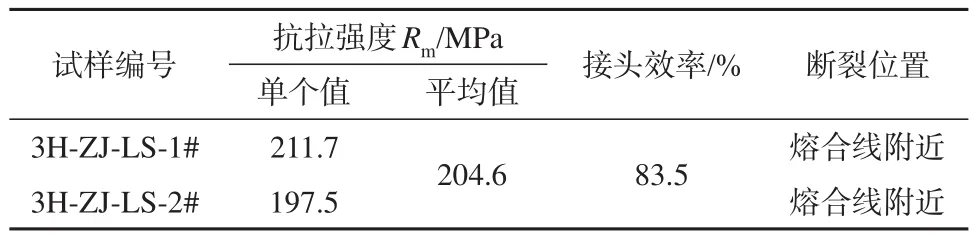
表5 最佳工藝參數接頭的拉伸試驗結果Table5 Tensile test results of joints with the optimal welding parameters
最佳工藝參數接頭的彎曲試驗結果如表6所示。結果表明,彎曲試樣經180°面彎和背彎試驗,拉伸面形貌均良好,表面較光滑,未發現明顯的表面裂紋,這表明最佳工藝參數接頭的彎曲性能良好。
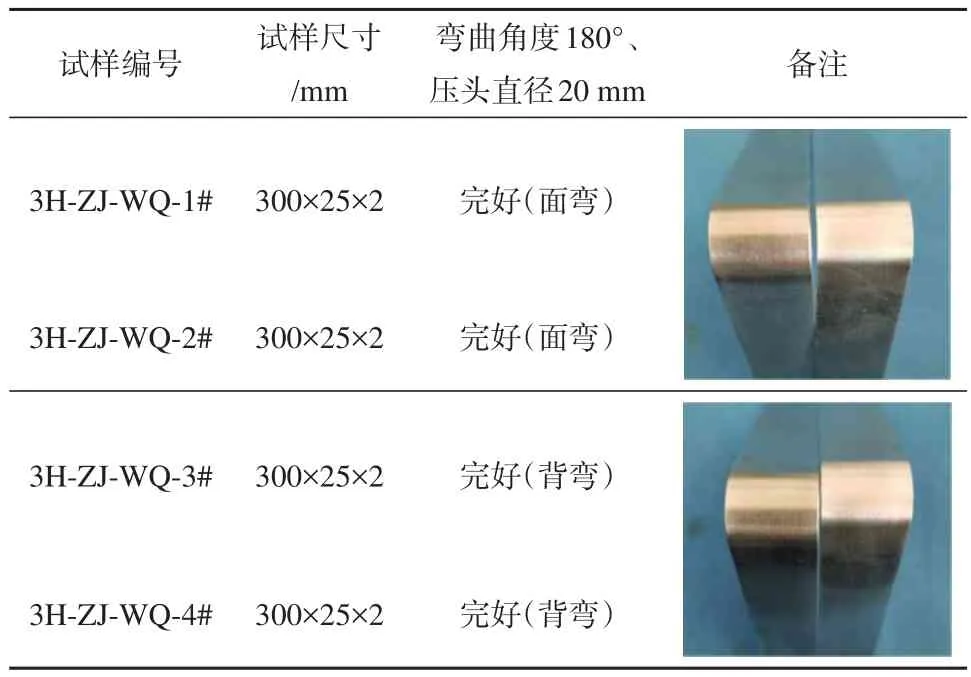
表6 最佳工藝參數接頭的彎曲試驗結果Table 6 Bending test results of joints with optimal welding parameters
2.3 工藝適應性分析
鑒于型材公差小,組對錯邊最大為0.4 mm,因此工程適應性研究主要針對組對間隙,驗證最佳工藝參數對組對間隙的適應性,試驗采用的組對錯邊均為0.4 mm。不同組對間隙采用的復合焊接工藝參數如表7所示。
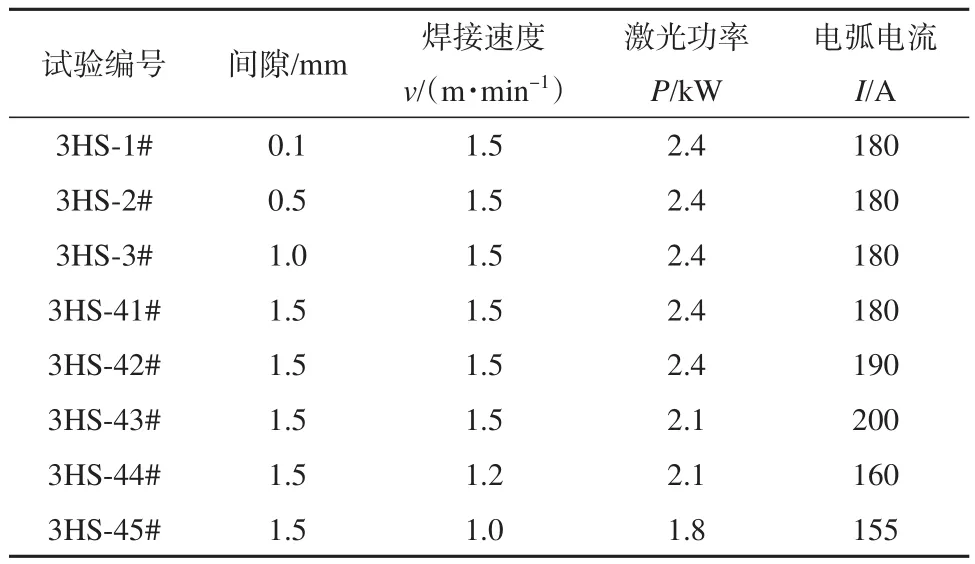
表7 不同組對間隙情況下的工藝參數Table 7 Welding parameters with different assembled gaps
不同組對間隙情況下的接頭橫截面形貌如圖8所示。可以發現,組對間隙為0.1 mm、0.5 mm、1.0 mm時,最佳工藝參數具有良好的適應性,焊縫橫截面成形均良好,未出現咬邊、氣孔等缺陷,如圖8a~圖8c所示;組對間隙增至1.5 mm時,最佳工藝參數焊縫出現了咬邊缺陷,如圖8d所示。其他參數不變,電弧電流增至190 A,咬邊缺陷改善,但焊縫仍輕微下凹,如圖8e所示;其他參數不變,電弧電流增至200 A時,型材鎖底完全熔透,如圖8f所示;焊接速度降至1.2 m/min,激光功率降至2.1 kW,電弧電流降至160 A時,咬邊問題解決但型材完全熔透,如圖8g所示;焊接速度降至1.0 m/min、激光功率降至1.8 kW、電弧電流降至155 A時,咬邊缺陷消失,成形質量改善,如圖8h所示。
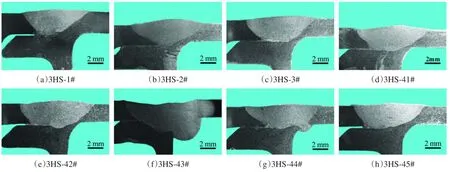
圖8 不同組對間隙情況下的接頭橫截面形貌Fig.8 Cross-sections of the joints with different assembled gaps
不同組對間隙且成形滿足質量要求的焊縫表面成形、氣孔缺陷檢測結果和接頭抗拉強度如表8所示。試驗結果表明:不同組對間隙的焊縫表面魚鱗紋均較為明顯,焊縫表面沒有表面缺陷,表面成形質量良好,焊縫內部均未發現氣孔缺陷。組對間隙為0.1 mm、0.5 mm、1.0 mm時,接頭的平均抗拉強度分別為203.0 MPa、201.2 MPa、201.0 MPa,分別達到母材的82.9%、82.1%、82.0%;組對間隙為1.5 mm時,接頭平均抗拉強度為208.7 MPa,達母材的85.2%。不同組對間隙接頭的平均抗拉強度基本一致,拉伸試樣同樣均斷裂在熔合線附近并沿著熔合線擴展。
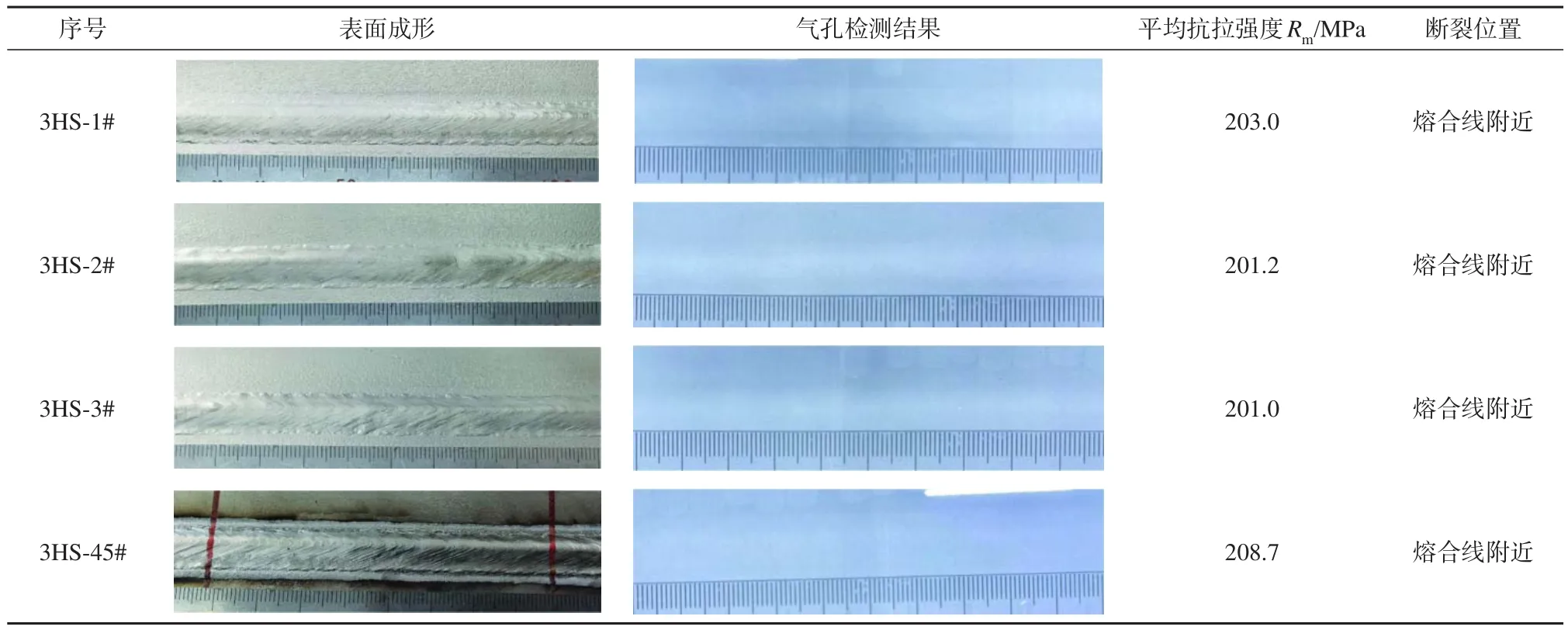
表8 不同組對間隙焊縫成形、氣孔缺陷及接頭抗拉強度Table 8 Weld formations,porosity defects and tensile strengths with different assembled gaps
3 實施案例及應用前景
激光-電弧復合焊接技術雖然在軌道交通領域的應用起步較晚,但因其焊接變形小、接頭強度高、焊縫成形好的工程特點,已經成為軌道交通裝備領域極具前景的焊接方法。通過一系列的技術創新及技術體系建設,目前激光-電弧復合焊接技術已在時速600 km高速磁浮鋁合金車體上實現了工程化應用,制造精度提升3倍、連接強度提升15%,取得了良好的工程效果;同時,節能減排效果良好:能源消耗減少40%,打磨粉塵減少50%,涂裝膩子減少60%,焊接耗材減少70%,調修廢排減少100%。
為進一步拓展并加快該技術在軌道交通領域的工程化應用,本文以高速列車原有弧焊接頭結構為研究對象,通過靈活調控激光/電弧熱源同樣實現了良好焊接,驗證了該技術良好的適用性。目前,激光-電弧復合焊接技術已完成在動車組鋁合金車體長大薄壁部件、碳鋼轉向架構架側梁、高強鋼端部底架等關鍵承載部件上的拓展應用。
4 結論
(1)激光-MIG復合焊在高速列車鋁合金車體典型接頭中具有較好的適用性,最佳工藝參數如下:焊接速度1.5 m/min、激光功率2.4 kW、電弧電流180 A、熱源間距3 mm、離焦量+2 mm,焊縫成形良好、無氣孔缺陷。
(2)最佳工藝參數焊縫中心為樹枝狀鑄態組織,靠近熔合線附近焊縫為柱狀晶,熱影響區晶粒有輕微粗大現象。焊縫區硬度低于母材區,硬度最低點位于熔合線附近的熱影響區,熱影響區寬度約8.3 mm。
(3)最佳工藝參數接頭的平均抗拉強度為204.6 MPa,達到母材的83.5%,試樣斷裂在熔合線附近,斷裂路徑沿著熔合線擴展,斷口形貌呈現典型的塑性斷裂特征;接頭彎曲試樣經180°面彎和背彎試驗,拉伸面形貌光滑,沒有明顯的表面裂紋,彎曲性能良好。
(4)組對間隙小于1.0 mm時,最佳工藝參數具有良好的適用性,焊縫成形及接頭抗拉強度均良好;組對間隙增至約1.5 mm時,優化工藝參數焊縫成形及接頭抗拉強度依然良好。
(5)激光-MIG復合焊技術的研發與應用為高速列車制造水平的提升和產品升級換代提供了有力的技術保障;同時助力軌道車輛綠色制造新模式的構建,大大減少了輔助作業造成的能源消耗和資源浪費,實現了降本增效、節能減排,生產效率大幅提升,有力支撐了綠色循環和雙碳目標的達成。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24