機械振動輔助鋁合金MIG焊接接頭組織與性能研究
2022-10-25 07:55:02茅衛東石銘霄李盛良李敬勇陳書錦陳九公
電焊機 2022年10期
茅衛東,石銘霄,李盛良,李敬勇,陳書錦,陳九公
1.奇瑞新能源汽車股份有限公司,安徽 蕪湖 241003
2.新能源汽車輕量化技術安徽省重點實驗室,安徽 蕪湖 241003
3.江蘇科技大學材料科學與工程學院,江蘇 鎮江 212003
0 前言
鋁合金具有密度低、比強度高、抗蝕性強和塑性好等優點,在航空航天、軌道交通、汽車制造等領域被廣泛應用[1-5]。特別是隨著現代中空薄壁鋁型材軋制技術的持續完善[6],鋁合金已成為新能源汽車車身輕量化制造的主要材料[7-11]。而實現鋁合金的高質量焊接是提高鋁合金車身服役安全性和使用壽命的重要保障。
目前國內外對于鋁合金焊接的研究非常廣泛且深入,幾乎涉及到所有的焊接方法。固相焊接方法如攪拌摩擦焊和釬焊是鋁合金焊接的常用方法。與傳統的熔化焊相比,攪拌摩擦焊具有接頭力學性能優良、焊接變形小、無污染、無輻射等優勢,非常適合鋁合金等低熔點金屬的焊接[12],但是攪拌摩擦焊存在焊接速度慢、焊接柔性差等問題,使得其在汽車行業的應用存在局限性。釬焊最大的優勢就是可以焊接形狀復雜、精度要求高的零件[13],但是接頭強度較低。以激光焊為代表的高能束焊接方法也能實現鋁合金的優質、高速焊接,但是極低的裝配間隙容忍度使得激光焊很難在汽車行業大范圍推廣應用[14]。傳統的MIG焊工藝具有對裝配精度要求低、適應性強、保護效果好、焊接生產率高等優點,是目前汽車行業使用最廣泛的鋁合金焊接方法[15]。但是鋁合金獨特的物理化學性能導致其焊接存在接頭軟化、焊縫極易出現氣孔、焊接變形大等問題,給鋁合金車身結構焊接質量管控帶來了嚴峻挑戰。而焊接過程輔加機械振動已被證明是解決上述問題的一條有效途徑[16]。
振動焊接作為一種在焊接過程中向構件輸入機械振動的工藝,具有熱處理和振動時效無法比擬的優勢。它是利用振動和焊接熱過程的復合作用來提高焊接接頭的綜合質量,不僅可以降低材料的殘余應力,還能細化焊縫晶粒,優化接頭組織,提高材料的力學性能。因此,本文將機械振動引入鋁合金MIG焊接過程,充分利用機械振動的除氣孔和細晶作用,實現鋁合金的優質高效焊接,并重點研究了機械振動對接頭顯微組織和力學性能的影響。
1 試驗材料與方法
試驗用母材為6082-T6鋁合金,試板尺寸為150 mm×100 mm×3 mm,垂直于軋制方向的板材拉伸強度為335 MPa。焊絲選用直徑1.2 mm的ER 5356焊絲,抗拉強度為280 MPa。6082鋁合金和ER 5356焊絲的化學成分如表1所示。

表1 母材和焊絲的化學成分(質量分數,%)Table 1 Chemical composition of base metal and welding wire(wt.%)
試驗用焊接設備是YD-ABD35型焊機和YA-1VAR81F00型工業焊接機器人,振動設備是VSR-10T型振動時效儀。在焊接過程中,試板水平放置,通過激振器給焊接平臺施加一個持續不斷的類似向下“錘打”的作用力,使得固定在焊接平臺的焊件產生機械振動,使焊件處于共振狀態,如圖1所示。
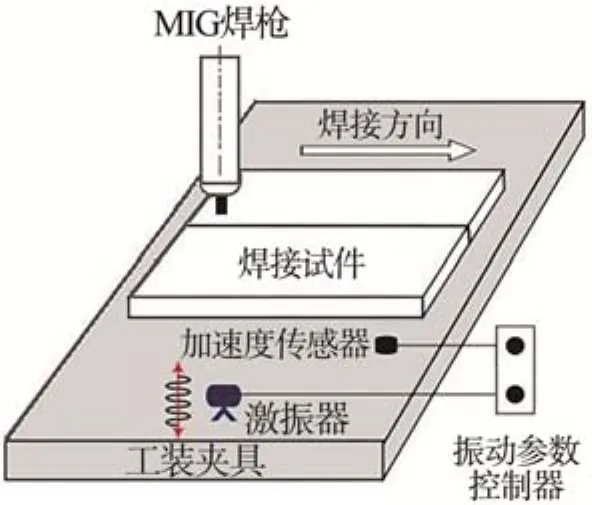
圖1 試驗裝置示意Fig.1 Schematic diagram of test device
采用對接接頭形式(I型接頭),焊前先用80#耐水砂紙打磨鋁板表面以去除表面氧化膜和油污,再用脫脂棉分別蘸取丙酮和酒精清洗試件表面,確保材料表面清潔無污染。采用直流反接法,具體焊接參數如表2所示。
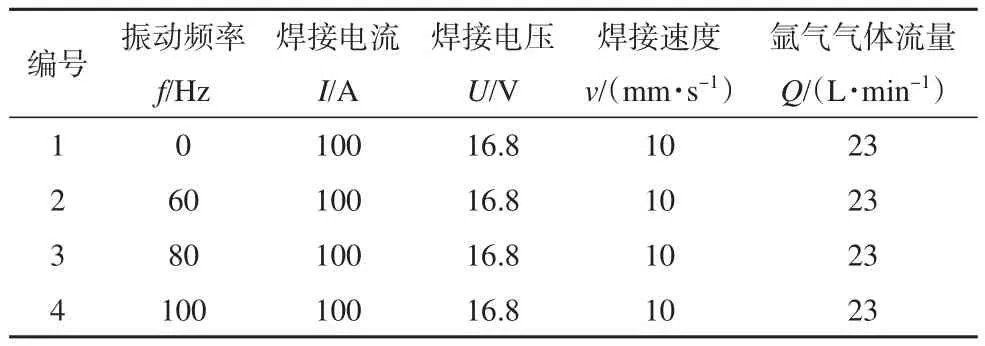
表2 機械振動輔助鋁合金MIG焊接工藝參數Table 2 Mechanical vibration-assisted MIG welding parameters of aluminum alloy
焊后使用線切割機沿垂直于焊接方向截取金相試樣,經打磨、拋光、腐蝕后用于組織分析。在VHX-900光學顯微鏡下觀察焊縫低倍微觀組織,在JSM-6480掃描電子顯微鏡下觀察高倍微觀組織。采用Nordif電子背散射衍射儀確定焊縫和熱影響區各個晶粒的大小和晶體學位向關系。采用X6600型X射線探傷儀檢測接頭中的氣孔數量,分析氣孔缺陷原因。使用KB全自動硬度計測試接頭顯微硬度,硬度測試所用法向載荷為500 g,加載時間為15 s,測試點距離為0.2 mm。依據標準GB/T228—2002《金屬材料 室溫拉伸試驗方法》,室溫拉伸試驗在CMT 5205電子萬能試驗機上進行,應變速率為1.3×10-3/s。
2 試驗結果與討論
2.1 機械振動對焊縫成形的影響
焊縫的表面成形是評價焊接質量的重要標準,不同振動頻率的焊縫表面形貌如圖2所示。可以看出,施加機械振動前后焊縫表面均成形良好,波紋均勻且細致美觀,表面未見有氣孔、裂紋等明顯缺陷,表明機械振動不會顯著影響焊縫表面成形。

圖2 不同振動頻率下焊縫表面形貌Fig.2 Appearance of weld with different vibration frequencies
不同振動頻率下的焊縫熔深如圖3所示,由圖可知,隨著振動頻率增加,熔深不斷增大。這是因為振動對熔池產生機械攪拌作用,促進了熔池中流體流動,使得更多的液態金屬流向熔池底部,從而形成更大的熔深。這一點在焊接鋁合金時是非常有利的,可以在保證焊縫熔透的前提下降低母材熱輸入,從而減小焊接變形。
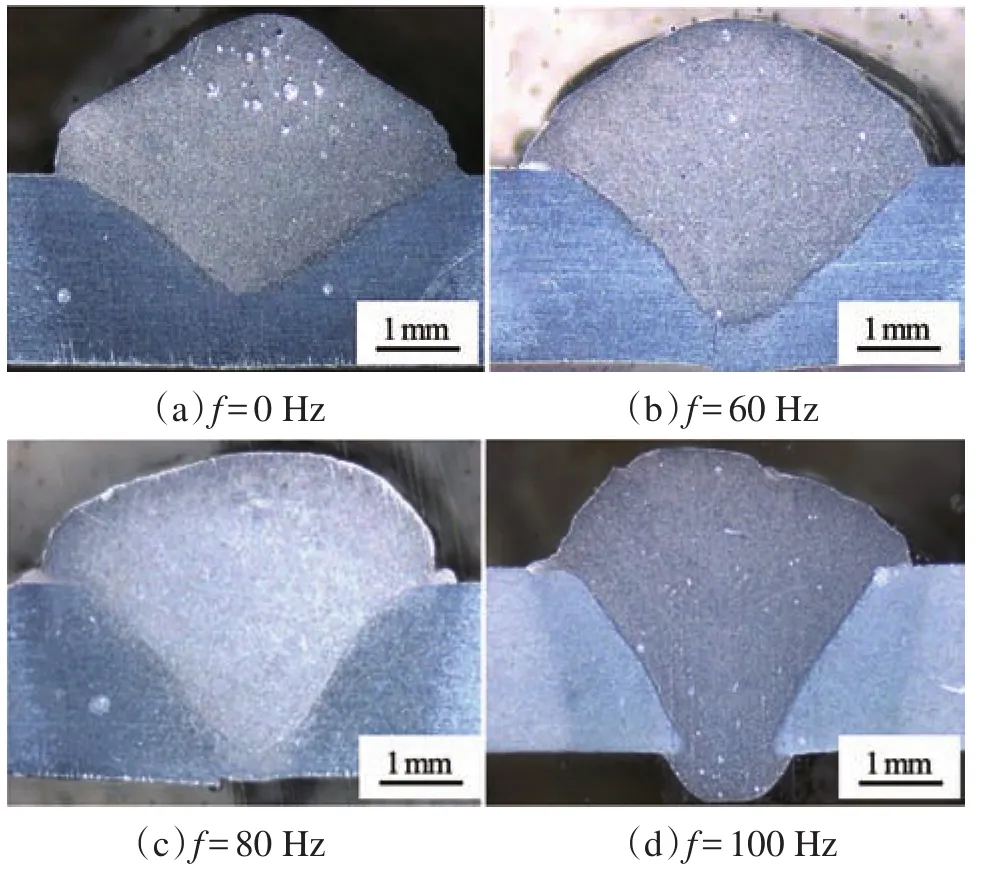
圖3 不同振動頻率下焊縫熔深Fig.3 Penetration of weld with different vibration frequencies
2.2 機械振動對焊縫氣孔的影響
不同振動頻率下的焊縫氣孔分布如圖4所示,隨著振動頻率的增加,焊縫的氣孔數量減少,當振動頻率為100 Hz時,焊縫中氣孔數量最少。這表明在焊接過程中施加機械振動是減少甚至消除氣孔的有效措施。機械振動的引入可以減少氣孔數量,主要原因是機械振動的空化效應。機械振動對熔池產生激振力作用,在熔池中形成大量的空化核,熔池中的氣體因為壓強差會向空化核釋放和聚集,在機械振動作用下移動、再次合并,進而浮出熔池。同時,隨著振動頻率的增加,機械振動的空化效應變得更加劇烈,熔池中的氣泡更容易合并長大,并從熔池中逸出。

圖4 不同振動頻率下焊縫氣孔分布Fig.4 Distribution of weld pore with different vibration frequencies
2.3 機械振動對焊縫顯微組織的影響
不同振動頻率下焊縫區的晶粒大小如圖5所示,機械振動有細化晶粒的作用,且隨著振動頻率的增大,晶粒細化的程度也在增加。這主要是因為熔池在結晶過程中,樹枝晶的生長遭到了機械振動的“破碎”作用,生長的樹枝晶被打碎和分散,減小了晶粒尺寸;另一方面,機械振動也會增加熔池的流動性,促進破碎的枝晶分散和流動,使其成為新的形核質點,增加形核率,從而起到細化晶粒的作用。而且機械振動頻率越高,振動越劇烈,細化效果越顯著。

圖5 不同振動頻率下焊縫顯微組織Fig.5 Microstructure of weld with different vibration frequencies
2.4 機械振動對接頭力學性能的影響
不同振動頻率下焊接接頭顯微硬度分布曲線如圖6所示。由圖可知,引入機械振動后,焊縫區的硬度明顯上升,并且隨著振動頻率的增加,焊縫區的硬度值不斷增大。當振動頻率達到100 Hz時,焊縫區平均硬度值最高,達到了64.5 HV,與未施加機械振動的試樣相比,硬度提升了14.4%。焊縫區的硬度提高,主要原因是機械振動的除氣和細晶作用。對于金屬材料而言,硬度可以定性地表征材料強度,由于焊縫區的硬度隨著振動頻率增加而升高,由此推斷振動頻率越大,焊縫強度越高,表明機械振動能夠有效改善鋁合金焊接接頭的軟化現象。
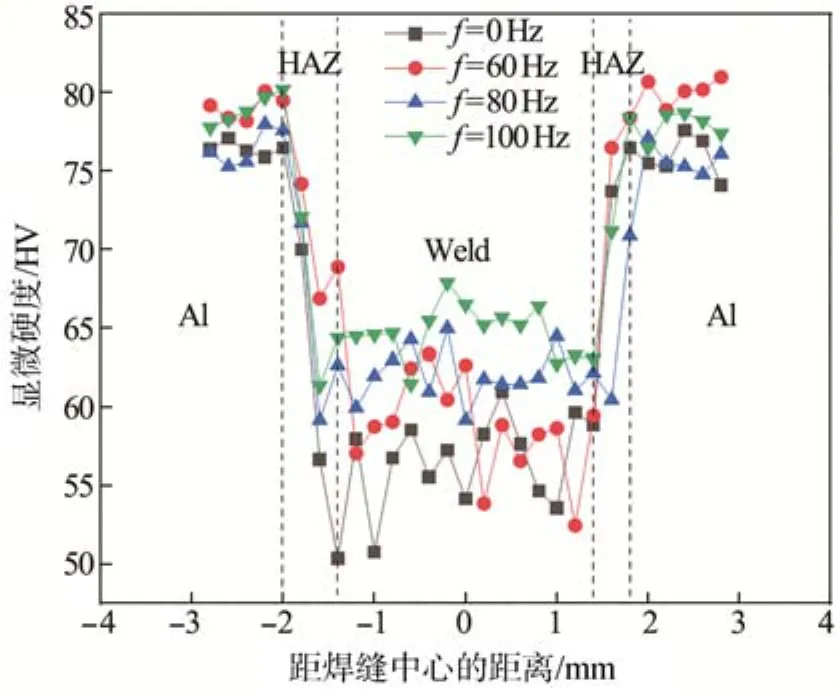
圖6 不同振動頻率下焊接接頭的顯微硬度分布Fig.6 Microhardness distribution of welded joints with different vibration frequencies
對比不同振動頻率下接頭的拉伸應力-應變曲線(見圖7),隨著振動頻率增大,接頭抗拉強度升高,振動頻率為100 Hz時接頭抗拉強度最大,為244 MPa,相比常規MIG焊接頭強度提升了8%。這一方面與振動細化焊縫晶粒有關,隨著振動頻率增大,焊縫晶粒細化的程度也得到了增加,因而提高了接頭的抗拉強度;另一方面與振動頻率為0 Hz、60 Hz、80 Hz的試樣存在未焊透缺陷有關,未焊透缺陷減小焊縫的有效承載面積,造成焊縫根部應力集中,從而降低了接頭的抗拉強度。但是振動頻率也不能過大,如果振動過于劇烈,將導致焊縫根部產生焊瘤缺陷。焊瘤處容易造成應力集中,成為裂紋的萌生和擴展源。
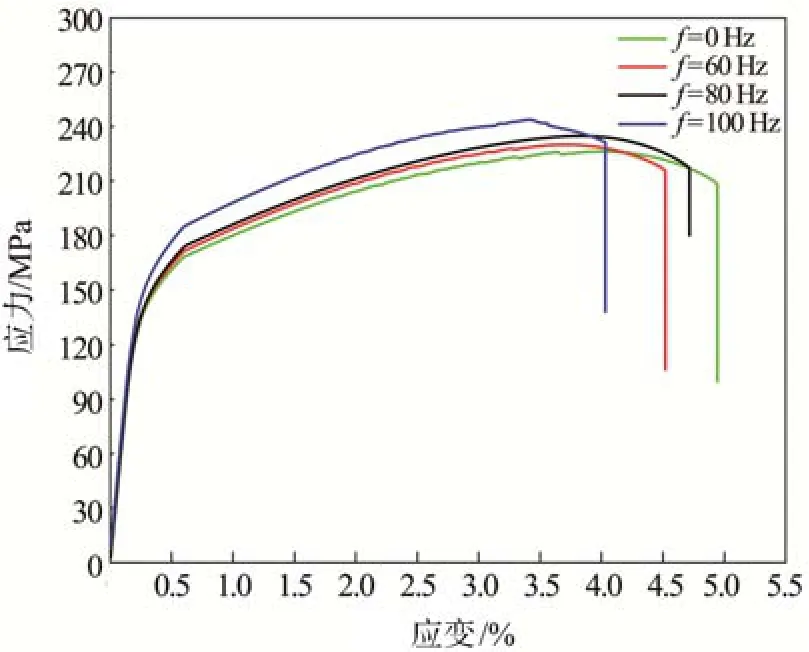
圖7 不同振動頻率下接頭拉伸應力-應變曲線Fig.7 Tensile stress-strain curve of welded joint with different vibration frequencies
在掃描電鏡下觀察斷口顯微形貌(見圖8),在各個振動頻率下所獲得的接頭其斷口處均存在較多韌窩,呈現微孔聚集性斷裂特征,為典型的韌性斷裂。可以觀察到內壁光滑的較大孔洞,這是焊縫中的氣孔,且隨著振動頻率增加,韌窩形態也發生變化,由大而淺的韌窩轉變為小而深的韌窩。

圖8 不同振動頻率下接頭拉伸斷口顯微形貌Fig.8 Microstructure of tensile fracture of welded joints with different vibration frequencies
3 結論和展望
(1)與常規MIG焊相比,機械振動的引入使得焊縫熔深顯著增加,氣孔數量顯著減少,并且振動頻率越高,焊縫熔深越大,氣孔數量越少。
(2)機械振動可以細化焊縫晶粒,增加等軸晶區域的面積,且隨著振動頻率的增大,晶粒細化的程度也在增加。
(3)加入機械振動后,接頭強度和硬度均提升。當振動頻率為100 Hz時,接頭的抗拉強度最高,為244 MPa,相比常規MIG焊接頭強度提升了8%;焊縫區平均硬度值也最高,達到了64.5 HV,與未施加機械振動的試樣相比,硬度提升了14.4%。
針對汽車車身全位置焊接的要求,未來還需要繼續深入研究仰、立焊及不同角度姿態下施加機械振動對焊縫熔深、氣孔溢出的作用效果,從而獲得最佳的工程應用前景。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
制造業自動化(2017年2期)2017-03-20 14:26:13