萬瓦級激光-電弧復合穿透焊接成形缺陷研究
2022-10-25 07:55:02徐富家楊義成劉孔豐
電焊機 2022年10期
關鍵詞:焊縫
蔣 寶,徐富家,楊義成,聶 鑫,宋 揚,劉孔豐
哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028
0 前言
伴隨著萬瓦級激光及激光-電弧復合焊接技術的發展,在船舶、核電、石油管道等領域對中厚板的焊接要求也越來越高,采用相關技術進行中厚板的單面焊接雙面成形已經得到越來越多的重視[1-4]。但由于相關焊接技術尚不成熟,目前國內中厚板焊接仍以弧焊為主[5-6],雖然也有窄間隙激光焊的應用研究[7-8],但均難以滿足更高效率的焊接需求。
基于萬瓦級激光深熔焊接技術優勢,在中厚板焊接時可以很大程度減少焊接道數,并減少不必要的坡口加工,從而大幅提高焊接效率。然而,萬瓦級激光焊接時,超高功率密度會導致焊接過程非常不穩定,易出現飛濺、表面凹陷及焊瘤等缺陷,在一定程度上阻礙了相關技術的發展。對此,國內外研究機構進行了大量研究,其中國外有大阪大學、德國亞琛工業大學、弗勞恩霍夫研究所等,國內有哈爾濱焊接研究院有限公司[9-10]、哈爾濱工業大學[11]、湖南大學[12-13]、中科院等離子體物理研究所[14]等,研究內容包括萬瓦級激光焊接焊縫成形特征、羽輝變化規律等。目前,國內對萬瓦級激光焊接技術的研究大部分局限于激光自熔焊接以及平板堆焊研究[15-16],而對萬瓦級激光-電弧復合焊接技術及其在中厚板穿透焊接過程中的特性缺少較為深入的研究。
文中基于上述背景,利用30 kW光纖激光發生器,采用激光-電弧復合焊接方法,研究了20 mm厚低碳鋼單面焊接雙面成形特征,同時利用高速攝像觀察背面熔池流動過程,并初步分析了相關缺陷產生的過程及原因。
1 試驗設備、材料與方法
試驗所用激光器為IPG公司YLS-30000光纖激光器,其最大輸出功率為30 kW,波長1 070 nm;弧焊電源為福尼斯CMT焊機,最大輸出電流400A,采用脈沖模式;焊接圖像采集裝置為iSpeed黑白高速攝像機,最高拍攝速率為50萬幀/s。試驗用母材為20 mm厚Q235低碳鋼,焊絲為ER50-6,直徑1.2 mm,采用對接平焊形式。
試驗主要研究焊接參數對熔透焊縫成形的影響規律。為更好地分析焊縫背面成形特征,試驗時將試板架設在工裝上并懸空試板背面,并將高速攝像機鏡頭平行于試板及焊接方向,拍攝焊接過程中背面熔池流動情況。焊接裝置示意如圖1所示,具體焊接參數見表1。

圖1 焊接裝置示意Fig.1 Schematic diagram of welding device

表1 焊接試驗工藝參數Table 1 Welding parameter setting
2 試驗結果與分析
2.1 工藝參數對焊縫成形的影響規律
2.1.1 單激光條件下的焊縫成形特征
與萬瓦級激光平板堆焊不同,萬瓦級激光熔透焊的物理過程更加復雜,焊縫成形更難以保證。因此,在進行激光-電弧復合焊接試驗前,首先采用單激光,在焊接速度為1.5 m/min,離焦量為-10 mm、+20 mm進行試驗,確定后續復合焊接時的一個主要變量。焊縫成形如圖2所示。成形結果表明,在相同的焊接速度下,采用負離焦量時較小的激光功率就可實現20 mm厚試板的穿透焊接,因此后續復合焊接試驗選在-10 mm離焦條件下進行。

圖2 單激光條件下的焊縫表面成形Fig.2 Weld surface forming under single laser condition
此外,以下試驗如無特殊說明,焊接試板均為I型對接形式,激光-電弧復合焊接均為電弧在前。
2.1.2 激光-電弧復合焊接焊縫成形規律
由上述結果可知,在單激光焊接穿透的同時還伴隨著焊縫凹陷等缺陷,同時焊縫較窄,對工件加工和裝夾容忍度較差,而加上電弧可在一定程度改善這種情況。
首先在焊接速度為0.6 m/min條件下,保持焊接電流160 A和離焦量-10 mm不變,通過改變激光功率分析焊縫熔透情況,如圖3所示。結果可知,激光功率小于17.275 kW時,焊縫并沒有實現完全熔透,而小幅增加激光功率到17.375 kW時,可實現焊縫熔透,但從正面成形看,焊縫有明顯塌陷,繼續增加激光功率仍是同樣結果。
將焊接速度提高到1.5 m/min,同時相應地將焊接電流提高到280 A,離焦量-10 mm不變,試驗結果如圖4所示。由圖可知,激光功率增加到20.5 kW后實現了焊縫熔透,且從正面成形可以看出,同樣凹陷的“深坑”明顯變淺,焊縫寬度也明顯變窄。雖然背面焊縫仍有較多的焊瘤產生,但與焊接速度為0.6 m/min時相比,焊瘤尺寸已明顯減小。
以上試驗采用不開坡口、電弧在前的焊接形式。為了檢驗焊接形式對焊縫表面成形的影響,在圖4c焊接參數的基礎上,改為激光在前,對不同焊接形式下的焊縫成形作一個簡單對比,焊縫成形如圖5所示。由圖可知,采用激光在前時的焊縫表面成形穩定性相對較差,因此后續試驗仍然采用電弧在前的焊接形式。
為了進一步研究工藝參數對焊縫表面成形的影響,將坡口加工成Y型,鈍邊14 mm,坡口角度60°。焊縫成形如圖6所示。由圖可知,無論是提高焊接速度,還是增加焊接電流,都未能明顯改善焊縫表面成形,焊縫正面較大的“深坑”及焊縫背面的焊瘤依舊明顯。
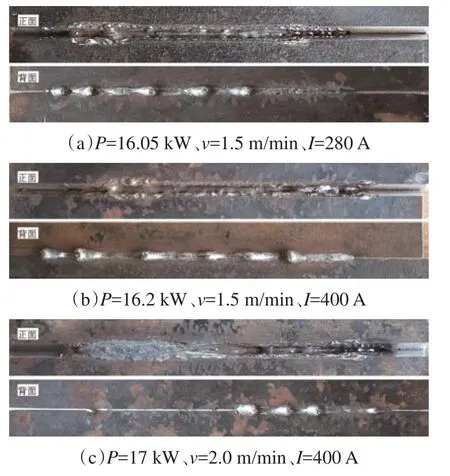
圖6 激光-電弧復合焊縫表面成形(Y型坡口)Fig.6 Surface forming of laser-arc composite weld(Y groove)
基于以上結果,在較大的板厚條件下,采用萬瓦激光-電弧復合焊進行熔透焊接時,想要獲得良好的焊縫表面成形仍有難度,以下將基于高速攝像下背面熔池的流動情況進行較為深入的分析。
2.2 基于高速攝像下的熔池流動分析
從上述焊縫表面成形結果來看,主要有兩種成形缺陷,一是焊縫背面產生的焊瘤,二是焊縫正面凹陷形成的“深坑”。對于以上兩種成形缺陷,可以從背面焊接熔池的實時變化進行闡述分析。
首先,選取圖4d焊縫作為分析對象,觀察其背面焊瘤產生過程。從高速攝像的角度看,較為典型的背面熔池焊瘤形貌見圖7。圖中所示為激光穿透試板下表面過程中,在焊縫背面產生的羽輝、熔池、焊瘤及飛濺等在某一時刻的形貌。
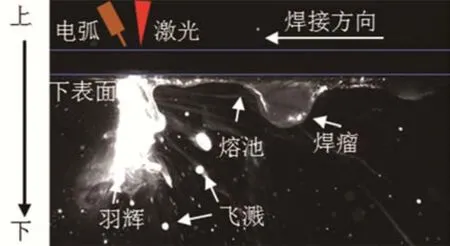
圖7 基于高速攝像下的典型背面熔池焊瘤等形貌Fig.7 Morphology of typical backside molten pool weld tumor based on high speed camera
對于背面焊瘤的產生,大致可以分為三個階段:起始階段、積聚階段及最終成形階段,具體過程見圖8~圖10。

圖8 背面焊瘤形成過程1—起始階段Fig.8 Formation process of backside welding tumor 1-initial stage

圖9 背面焊瘤形成過程2—熔融金屬積聚階段Fig.9 Formation process of backside welding nodules 2-metal accumulation stage of molten pool

圖10 背面焊瘤形成過程3—焊瘤最終成形階段Fig.10 Formation process of backside welding tumor 3-final forming stage of welding tumor
圖8為焊瘤成形起始階段。在激光穿透過程中,背面的熔融金屬液體在金屬蒸氣的反沖作用力下會不斷向后方流淌,如果此時新產生的熔融金屬液體距離凝固區較遠,金屬液體向后流動時即使出現下淌也會及時向后流動并鋪展開來;但隨著凝固區的不斷向前推進,金屬液體向后流動時受到阻礙,而新產生的大量熔融金屬還在不斷向后方涌來,隨后熔融金屬便開始積聚形成焊瘤。
圖9為背面熔融金屬液體積聚階段。隨著焊接的進行,不斷有熔融金屬液體向后流淌,并在起始處積聚,導致焊瘤越來越大,而表面張力作用不足以克服重力將金屬液體拉回熔池,反過來重力作用也沒有使金屬液體脫離熔池;此過程中,積聚位置的金屬一直保持液體狀態,新產生的金屬液體也會繼續向后流動而不會在前方產生新的焊瘤。
圖10為焊瘤的最終成形階段。焊接過程繼續向前推進,隨著熱源的遠離,流向積聚位置的液態金屬液體越來越少,當焊瘤前沿的金屬液體也開始凝固時,沒有了新的金屬液體補充,焊瘤開始凝固成形;而在凝固區向前推進的同時,又有新的焊瘤開始產生,此時一個焊瘤產生的過程便最終完成了。
對于焊縫正面“深坑”的形成,一方面,上述焊瘤的產生導致填充金屬過多地聚集在焊縫背面,致使正面填充不夠;另一方面,背面大量飛濺的產生也是導致正面金屬缺失的重要原因。
背面飛濺的產生過程大致可以分為兩種形式,如圖11、圖12所示。圖11中,在金屬蒸氣的反沖作用下,有時會形成細長的金屬液柱,這種細長金屬液柱很容易在重力和金屬蒸氣反沖力的共同作用下,脫離熔池形成飛濺。圖12是金屬液體直接從下方匙孔中噴射而出形成小顆粒飛濺,這種飛濺產生和飛行的速度很快,而且數量眾多。
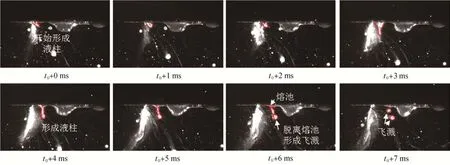
圖11 背面飛濺形成過程1—液柱脫離熔池形成Fig.11 Backside splash formation process 1-Liquid column out of the molten pool formation

圖12 背面飛濺形成過程2—直接噴射而出Fig.12 Back splash formation process 2-direct ejection
對于以上焊瘤和飛濺的大量產生,背面羽輝的波動變化可以在一定程度上反映其特征。首先,對于背面剛熔透的金屬液體,其受到多種力的影響,現只考慮金屬蒸氣反沖力的作用,暫時忽略重力和表面張力等其他力的影響,如圖13所示。

圖13 金屬蒸氣反沖作用對背透金屬液體的影響Fig.13 Effect of metal vapor recoil on backpass metal liquid
從分解力上看,熔融金屬液體受到向后的推力Ff1’及向下的沖擊力Ff2’,其中Ff1’使熔融金屬液體向后流動。假使焊接過程中激光能保持穩定穿透,Ff1’就會持續穩定存在,熔融金屬液體也就會穩定均勻向后流動,其向一點積聚成焊瘤的概率也就會有所降低;同時向下的沖擊力Ff2’也會保持穩定,產生飛濺的概率也會減小。
但實際情況卻截然相反,激光熔透過程中,羽輝變化非常不穩定,如圖14所示。其波動變化一定程度上可以反映出激光并沒有實現穩定穿透,結果就會導致熔融金屬液體受到的金屬蒸氣反沖作用力不穩定,在某一時刻(t0+0 ms)受到的沖擊力很小,但下一時刻又會突然受到一股強大的沖擊力將其強力向后推動,最后致使穿透位置的金屬液體全部向后流動積聚,或是直接被沖擊出熔池形成飛濺。
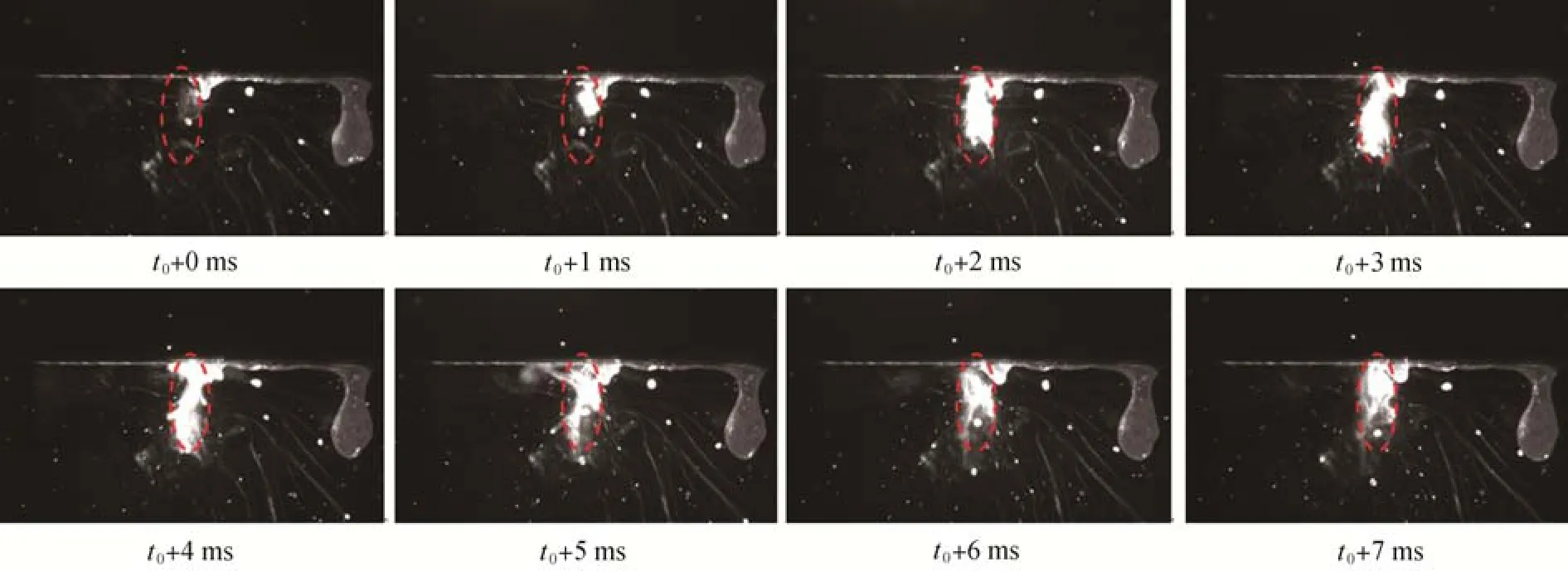
圖14 某時段背面羽輝變化圖像Fig.14 Image of backside feather change in a certain period
2.3 應用前景
對于中厚板的焊接,在大多數焊接場合只能進行單面焊接雙面成形,而常規弧焊等方法常需要進行多層多道焊,焊接速度較慢,且需要提前加工較大的坡口,導致整體焊接效率較低。未來采用萬瓦級激光-電弧復合焊接,可以在不開坡口的情況下,至少實現20 mm厚試板的一次穿透焊接,且能夠達到較高的焊接速度,對于艦船、油氣管道以及核電等大量使用中厚板的重工業領域具有重要的應用價值。
鑒于中厚板萬瓦級激光-電弧復合焊接技術的重要性,國內外對萬瓦激光及激光-電弧復合焊接方法進行了持續深入的研究。相關研究表明,采用萬瓦級激光及激光-電弧復合焊接技術進行中厚板的單面焊接雙面成形,已經成為國內外焊接領域的重要發展方向之一,未來隨著相關技術的不斷突破,在船舶、核電、石油管道等領域的應用也會越來越多,對焊接技術的發展也會有明顯的推動作用。
3 結論
(1)采用萬瓦級激光-電弧復合焊接方法進行20 mm厚低碳鋼單面焊接雙面成形時,焊縫容易出現表面凹陷、背面焊瘤等缺陷,且單純通過調整激光功率、焊接電流、焊接速度等參數,難以獲得良好的焊縫表面成形。
(2)利用高速攝像觀察焊接過程中背面熔池金屬液體的實時變化,分析了背面飛濺和焊瘤的產生過程。表面焊瘤產生過程主要有三個階段——起始階段、積聚階段和最終成形階段,而飛濺也可分為由金屬液柱脫離熔池形成以及直接從匙孔噴射形成。
(3)焊接過程中,羽輝的波動變化一定程度反映了不穩定的激光穿透是導致背透金屬液體不斷積聚形成焊瘤以及產生飛濺的重要原因之一,而大量飛濺及焊瘤的產生也是導致正面焊縫凹陷的重要原因。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07