青貯機破碎輥加工工藝
2022-10-27 00:57:38關明輝
金屬加工(冷加工) 2022年10期
關明輝
中國鐵建重工集團股份有限公司 湖南長沙 410000
1 序言
籽粒破碎裝置既可破碎籽粒,又可實現莖稈破節,提高飼料品質,屬于青貯機關鍵部件。作為青貯機的主要擠壓、破碎及輸送裝置,其核心零部件籽粒破碎輥輥筒材料為熱作模具鋼,對其常溫性能有著苛刻的要求,需要較高的力學強度來抵抗破碎過程中交變的機械應力和熱應力,且由于其齒形結構復雜,動輥上百條齒均布在外圓上,且每條齒都是螺旋分布,熱處理后加工困難,因此需要在熱處理前進行加工[1]。
2 輥筒加工難點
青貯機籽粒破碎輥輥筒外表面圓周方向排布直槽、斜槽及螺旋槽,槽形如圖1所示,為非對稱鋸齒形。槽形一條邊過破碎輥中心,一條邊不過破碎輥中心,并且槽與輥筒軸向存在夾角。若采用普通鏜銑床加工,則裝夾找正繁瑣,無法滿足批量生產需求,且在鏜銑過程中主軸伸出過長,易造成切削振動,加工質量較差,而破碎輥輥筒質量不過關易造成物料堵塞,嚴重影響青貯機收獲效果。

圖1 破碎輥輥筒槽形
對于圓柱形零件表面螺旋槽的加工,特別是存在對稱與非對稱混合的鋸齒形螺旋槽的加工,目前多采用五軸數控機床配合非標刀具進行粗、精加工。該種加工方法對機床要求高,刀具設計難度大,加工周期長,且由于粗、精加工均需采用定制的非標刀具,加工成本高昂。
3 工裝技術方案
可通過設計專用工裝并配置非標成形刀具,通過特定的NC程序實現破碎輥在普通鏜銑床上的高效加工,可極大地節約生產成本,提高加工效率。
通過設計破碎輥輥筒夾具工裝,改變加工過程中輥筒與機床主軸的夾角,避免刀具通過旋轉工作臺的對角線,降低加工過程中因機床主軸伸出過長而導致的切削振動[2]。
工裝的裝夾如圖2 所示,輥筒的加工如圖3所示。

圖2 工裝的裝夾

圖3 輥筒的加工
底座1固定裝夾于旋轉工作臺的中心,銑削加工時,通過旋轉工作臺帶動輥筒轉動,與銑刀相互配合加工出傾斜的凹槽。
活動夾持件4固定聯接輥筒的兩端,和輥筒固定聯接為一體,輥筒可與活動夾持件2相互分離拆卸。活動夾持4的底端周向定位聯接于底座1,使輥筒與旋轉工作臺保持同步轉動。
中心螺柱4底端固定裝配于底座1,頂端聯接于活動夾持件2的頂部中心,中心螺柱4從輥筒3和活動夾持件2的內部穿過,使輥筒與旋轉工作臺之間的聯接穩定性更高。中心螺柱4能夠拉緊或放松,拉緊時,對活動夾持件2施加向下的壓力,將輥筒和活動夾持件2緊壓在底座1上,此時輥筒和活動夾持件2與旋轉工作臺保持相對固定;放松時,活動夾持件2能夠相對于底座1轉動調節角度,從而改變輥筒的角度,調節輥筒朝向銑刀的方向。
使用專用工裝加工輥筒的外表面,加工不同區域時,調節輥筒的角度,使待加工的區域正對銑刀,旋轉工作臺僅需在較小的角度范圍內轉動即可完成一個區域的加工,不需要大范圍轉動旋轉工作臺的角度,可以避免旋轉工作臺的頂角朝向銑刀。當旋轉工作臺的頂角朝向銑刀加工時,需要銑刀伸出較長的距離,距離越長則銑刀的切削振動幅度越大。本工裝可防止旋轉工作臺的頂角朝向銑刀,從而降低切削振動的幅度,提升輥筒的加工精度[3]。
4 加工技術方案
采用專用工裝后,在普通鏜銑床上加工破碎輥還需配置非標刀具和特定的NC程序,其工藝路線為:車削→鏜銑。
4.1 車削工序
(1)車削外圓與內孔 工件圓柱形毛坯裝夾在臥式車床上,將工件外圓精車至符合設計要求,鉆車內孔與工件外圓同軸。
(2)車削直槽 更換切槽刀(見圖4),在工件的外圓周上車削出直槽。

圖4 切槽刀
4.2 鏜銑工序
(1)裝夾工件 直槽加工完成后,將工件水平安裝在臥式加工中心上。工件的一端用回轉臺上的數控分度盤卡爪從內圓夾緊,另一端用立式加工中心尾座上的端板頂緊,保證工件能繞其軸向旋轉(即沿A軸旋轉)。
(2)銑削斜槽 工件在臥式加工中心安裝完成后,在其外圓周上采用刀具組加工出斜槽,斜槽槽形如圖5所示,截面形狀為V形。斜槽的兩個內側壁之間的夾角為α1,其中一個內側壁的壁面經過工件的軸心,另一個內側壁的壁面不經過工件的軸心。采用的刀具組包括用于斜槽粗加工的標準螺紋銑刀(見圖6)和用于斜槽精加工的非標螺紋銑刀(見圖7),其切削角度均定義為α2。非標螺紋銑刀的α2=α1。
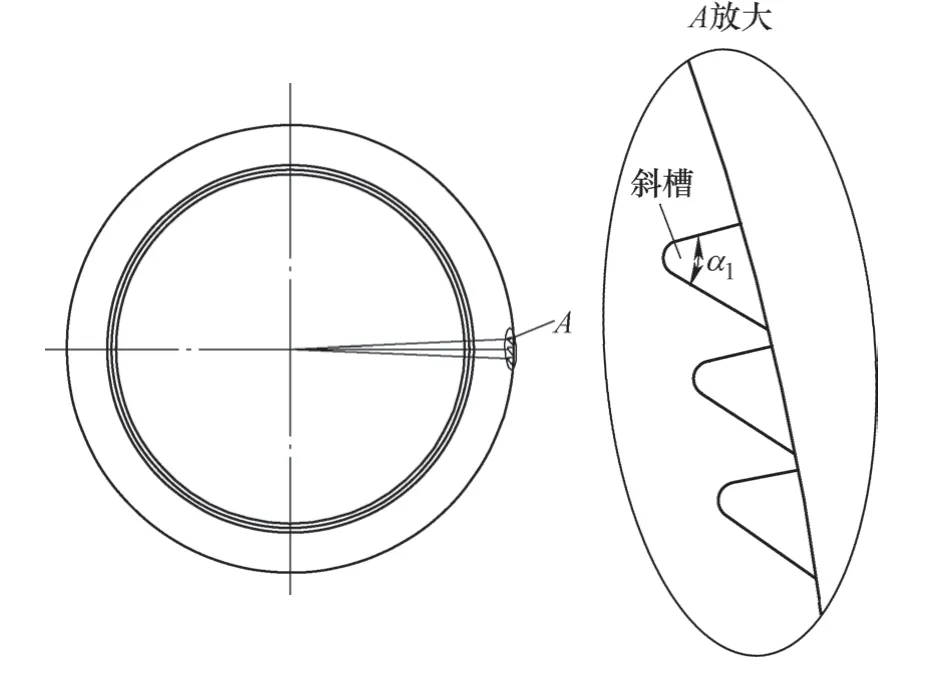
圖5 斜槽槽形

圖6 標準螺紋銑刀

圖7 非標螺紋銑刀
粗加工斜槽時,待加工斜槽α1的角平分線N與標準螺紋銑刀α2的角平分線M重合,N、M均平行于水平線。標準螺紋銑刀沿X軸方向進給,同時工件沿A軸轉動,此處進給速度與工件轉速匹配。
精加工斜槽時,待加工斜槽α1的角平分線N與非標螺紋銑刀α2的角平分線K重合,N、K均平行于水平線。非標螺紋銑刀沿X軸方向進給,同時工件沿A軸轉動,精加工出斜槽。
(3)銑削螺旋槽 采用3把規格依次減小的標準球形銑刀粗加工螺旋槽。開粗球形銑刀如圖8所示,3把球形銑刀的規格滿足如下規則:第1把球形銑刀直徑H21與螺旋槽的開口寬度L21一致,第2把球形銑刀直徑H22能完成第1把球形銑刀加工后螺旋槽槽形剩余加工量的40%~50%,第3把球形銑刀直徑H23<螺旋槽的底面寬度L22。最后采用截面形狀與螺旋槽的槽形匹配的成形刀具,對螺旋槽進行精加工。

圖8 開粗球形銑刀
(4)對斜槽去毛刺 利用非標螺紋銑刀對斜槽去毛刺,非標螺紋銑刀設定沿Y軸方向遠離斜槽0.1~0.2mm。
5 結束語
實現在經濟型機床上高效率、高質量完成破碎輥輥筒的加工,主要從以下2個方面來完成。
1)設計專用工裝,采用車床和具有數控分度盤作為第4軸的立式加工中心,大大降低了加工對于機床的要求,實現破碎輥在經濟型機床上的高質量加工。
2)通過將鋸齒形斜槽擺正來設計非標刀具,降低了非標刀具的設計難度,且加工中無過切現象;通過數控分度盤帶動破碎輥以特定速度旋轉,刀具沿輥軸線以特定速度移動,即X軸與C軸聯動,從而加工出斜槽,加工程序簡單,數據量小;采用空走程序方式去毛刺,避免了打磨造成槽損傷、變形的情況。
專家點評
本例中破碎輥輥筒圓柱表面存在對稱與非對稱混合的鋸齒形螺旋槽,一般需要五軸數控機床配合非標刀具進行切削加工。文章思路清晰,方法巧妙,亮點在于工裝設計和加工技術方案的提升,從以下4個方面開拓創新,制定經濟實用的加工方案。①設計專用工裝,降低對機床的要求,通過輥筒夾具在經濟型數控機床上實現了破碎輥的高質量加工。②定制非標成形刀具,降低槽型加工難度,通過特定的NC程序實現破碎輥的高效加工。③優化加工路線,通過更改輥筒角度,避免旋轉工作臺的頂角位置朝向銑刀,解決了鏜銑過程中主軸伸出過長造成的切削振動難題。④隨機清除毛刺,通過刀具空走程序的方式去除加工面殘留毛刺,避免了手工打磨造成的損傷。