錐度1∶16的API螺紋銑削參數(shù)化標(biāo)準(zhǔn)程序編制及質(zhì)量控制
2022-10-27 00:57:48黃成元丁志丁承之
金屬加工(冷加工) 2022年10期
關(guān)鍵詞:程序
黃成元,丁志,丁承之
江蘇萬(wàn)恒鑄業(yè)有限公司 江蘇鹽城 224500
1 序言
GB/T 9253.2—2017中規(guī)定的石油天然氣工業(yè)用套管、油管和管線管螺紋,統(tǒng)一俗稱為API螺紋,廣泛應(yīng)用于泵、閥、防噴器等石油天然氣機(jī)械設(shè)備的管道聯(lián)接[1]。其中油管螺紋分為不加厚油管圓螺紋(TBG)和外加厚油管圓螺紋(UP TBG),套管螺紋分為套管短圓螺紋(CSG)、套管長(zhǎng)圓螺紋(LCSG)和偏梯形套管螺紋(BCSG),另外還有一類管線管螺紋(LP)。在全部89種API螺紋中,除BCSG 16、185/8和20三種螺紋代號(hào)的錐度為1∶12外,其余錐度均為1∶16[2]。本文程序以錐度1∶16螺紋加工為例介紹。
API螺紋通常可以通過(guò)數(shù)控車削加工制造,但在一些石油天然氣機(jī)械設(shè)備中,特別是大型主體零件中有API螺紋時(shí),因零件本體笨重,所以不便使用數(shù)控車削方法,只能通過(guò)數(shù)控銑削完成加工。這類螺紋代號(hào)眾多,如果每一種代號(hào)螺紋都獨(dú)立編程,不僅工作量大,而且調(diào)試繁瑣。為了規(guī)范編程和標(biāo)準(zhǔn)化作業(yè),我們經(jīng)過(guò)數(shù)學(xué)計(jì)算,推導(dǎo)出API螺紋參數(shù)的變量關(guān)系,編寫出銑削外、內(nèi)兩種螺紋的參數(shù)化標(biāo)準(zhǔn)程序。無(wú)論是銑削該類螺紋中哪一種代號(hào),只要在GB標(biāo)準(zhǔn)中查出幾個(gè)主要參數(shù),改寫標(biāo)準(zhǔn)程序中前幾行的獨(dú)立變量值,即可直接銑削。為簡(jiǎn)明起見(jiàn),本文中也列出根據(jù)GB/T 9253.2—2017查取的銑削TBG螺紋所需的各獨(dú)立變量,以便讀者參考。
2 API螺紋銑削變量及其計(jì)算
外螺紋銑削變量如圖1所示,內(nèi)螺紋銑削變量如圖2所示,螺紋頂牙、底牙、倒角徑向和軸向銑削變量如圖3所示。

圖1 外螺紋銑削變量

圖2 內(nèi)螺紋銑削變量

圖3 螺紋頂牙、底牙、倒角徑向和軸向銑削變量
2.1 銑削變量含義及其之間的數(shù)學(xué)運(yùn)算關(guān)系
為了便于應(yīng)用時(shí)查取和比較內(nèi)、外螺紋各變量,現(xiàn)將各銑削變量含義列于表1中。表1中變量分為兩類,一類為獨(dú)立變量,包括#1~#5、#7、#11以及僅內(nèi)螺紋的#6、#8,在GB/T 9253.2—2017中可查出對(duì)應(yīng)數(shù)據(jù);另一類為派生變量,可由獨(dú)立變量計(jì)算而得,含義后標(biāo)注有“(M)”的變量為切削參數(shù),根據(jù)銑削工況確定。

表1 銑削變量定義
派生變量可在程序內(nèi)計(jì)算得出。其中內(nèi)、外螺紋相同的參數(shù)在程序內(nèi)計(jì)算如下。
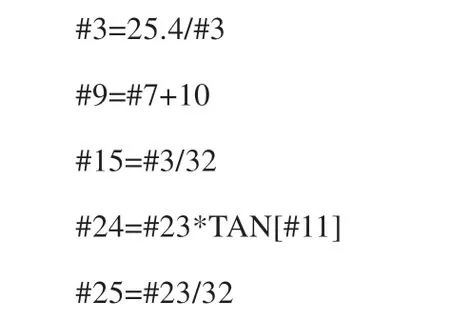
外螺紋參數(shù)在程序內(nèi)計(jì)算如下。

2.2 API螺紋銑削時(shí)獨(dú)立變量取值方法
為了便于銑削時(shí)查取并進(jìn)一步說(shuō)明各代號(hào)螺紋獨(dú)立變量是如何取值的,以9種不加厚油管圓螺紋(TBG螺紋)為例,在GB/T 9253.2—2017中查取參數(shù),根據(jù)定義將獨(dú)立變量建立統(tǒng)一表格,具體見(jiàn)表2。
API螺紋中錐度1∶16的其他螺紋可參照表2在GB/T 9253.2—2017中查取到相應(yīng)值。值得一提的是BCSG螺紋的內(nèi)螺紋無(wú)端面引導(dǎo)孔,其變量#6=0。另外,GB/T 9253.2—2017較前版本螺紋倒角有修改,外螺紋倒角均為#11=30,內(nèi)螺紋倒角除LP螺紋為#11=35外,其余均為#11=25。
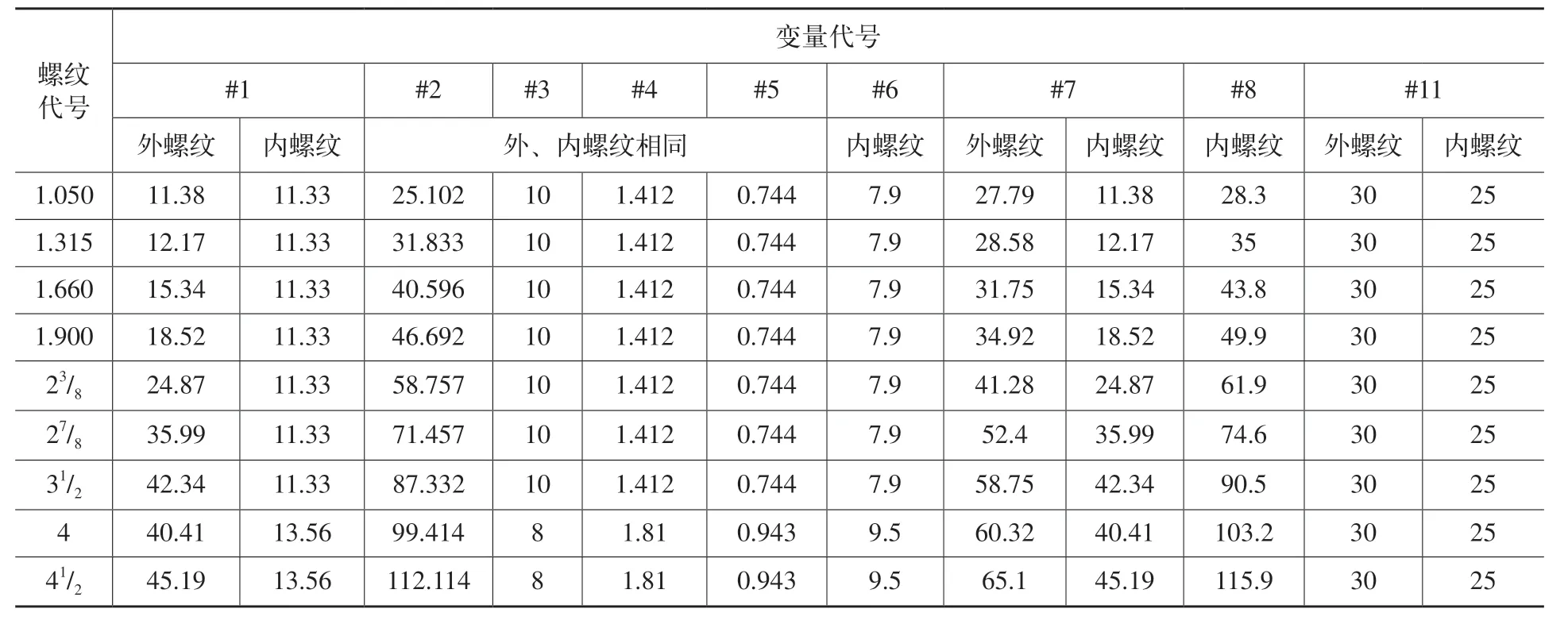
表2 9種TBG螺紋獨(dú)立變量取值
3 銑削工藝及質(zhì)量控制
1)為簡(jiǎn)明起見(jiàn),內(nèi)、外螺紋工件毛坯分別按表1中公式計(jì)算出直徑d、長(zhǎng)度(#7+10)和孔徑D、長(zhǎng)度(#7+10),并加工成圓柱體和圓柱孔。
2)根據(jù)各代號(hào)螺紋的大小選擇足夠直徑的銑刀桿,以滿足加工剛性的需求。對(duì)于每英寸8牙和10牙的螺紋,銑削外圓錐或圓錐孔使用D32規(guī)格的銑刀,刀號(hào)T2,銑削外、內(nèi)螺紋使用D30規(guī)格的螺紋銑刀,刀號(hào)T3。對(duì)于TBG 1.050等代號(hào)的螺紋,銑刀桿直徑相應(yīng)選小,并增加銑削次數(shù)。
3)選擇自帶頂牙切削的螺紋銑刀,頂牙圓錐在銑削時(shí)半徑留0.2mm余量,由螺紋銑刀頂牙切削。
4)不作配合使用的螺紋以外的加工部位,粗、精銑用同一把刀一次銑削完成,在編程時(shí)不使用刀尖圓弧半徑補(bǔ)償和刀具磨耗補(bǔ)償。
5)設(shè)置#10作為螺紋銑刀磨耗補(bǔ)償或分次切削的精銑余量。當(dāng)#10>0時(shí),程序執(zhí)行頂牙銑削和2次螺紋銑削;#10≤0時(shí),程序跳轉(zhuǎn)僅執(zhí)行1次螺紋銑削,具體判斷流程如圖4所示。

圖4 銑削過(guò)程判斷流程
6)對(duì)于絕大部分每英寸10牙或8牙的A P I螺紋,其牙高為1.412mm或1.81mm。為提高螺紋加工精度,采用2次螺紋銑削,精銑時(shí)余量為30%左右,一般#10=0.4(另含0.2mm的頂牙切削量)。
7)當(dāng)發(fā)現(xiàn)螺紋銑刀有磨耗而牙型切削未達(dá)深度時(shí),可設(shè)#10=-0.3(舉例),重新調(diào)用程序,此時(shí)程序直接跳轉(zhuǎn)至N201,進(jìn)行帶補(bǔ)償后的1次螺紋切削,然后結(jié)束。此程序之所以有2次#10≤0判斷,而不是直接跳轉(zhuǎn)至N202,是因?yàn)槌绦蛑蠺3刀銑削螺紋的起動(dòng)設(shè)置在N201之后,且便于刀補(bǔ)#10僅一次計(jì)入。
8)在機(jī)床操作時(shí),圓錐頂牙銑削和圓錐螺紋銑削,每一次進(jìn)給銑削的螺旋線,其起點(diǎn)與終點(diǎn)半徑均不相等。即使是起點(diǎn)與終點(diǎn)半徑相差最小的1∶16每英寸10牙的API螺紋,其差值也有(25.4/10)/32≈0.08mm=80μm。35°圓錐倒角部分的起點(diǎn)與終點(diǎn)半徑差值則更大。查閱FANUC系統(tǒng)使用說(shuō)明書(shū),找到控制G02/G03指令執(zhí)行時(shí)設(shè)定起點(diǎn)與終點(diǎn)半徑極限差值的參數(shù)NO.3410[3],其默認(rèn)值為30μm,可設(shè)定該參數(shù)值為0,不進(jìn)行圓弧半徑差的檢查,編程時(shí)按起點(diǎn)半徑編程。本次銑削后,可立即修改回默認(rèn)值。
4 程序編制
基于FANUC系統(tǒng)分別編寫外、內(nèi)兩種API螺紋的數(shù)控銑削參數(shù)化標(biāo)準(zhǔn)程序,程序開(kāi)頭的獨(dú)立變量取值以TBG 23/8代號(hào)的螺紋為例。程序中句后帶“(V)”標(biāo)記的為每一代號(hào)API螺紋的獨(dú)立變量參數(shù),其值在GB/T 9253.2—2017中可以查取。
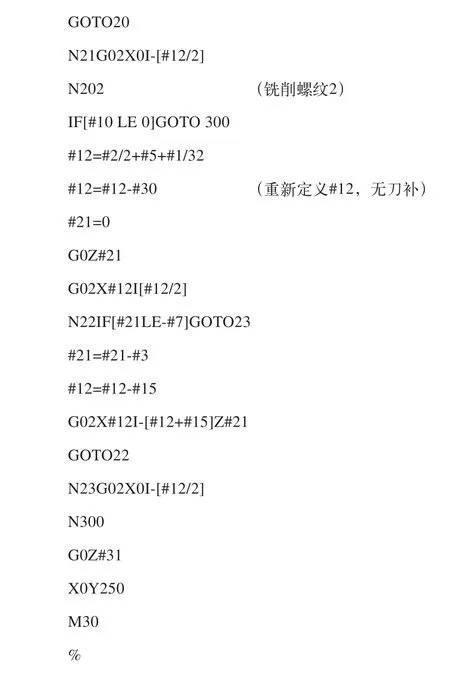
(1)外螺紋銑削程序 具體如下。



(2)內(nèi)螺紋銑削程序 具體如下。


5 結(jié)束語(yǔ)
使用本文程序銑削有兩種代號(hào)T B G螺紋的法蘭,實(shí)物如圖5所示。該編程方法同樣適用于尺寸較大,錐度1∶16的NPT螺紋(GB/T 12716—2011)以及PT、Rc、R1、R2螺紋(GB/T 7306.1—2000和GB/T 7306.2—2000)或其他錐度的錐度螺紋銑削加工。

圖5 法蘭實(shí)物
猜你喜歡
電腦愛(ài)好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40