醫科達Axesse型直線加速器劑量率連鎖的分析和解決
2022-10-27 06:33:24毛永林王璽先郭再仁房建南
中國醫療設備 2022年10期
關鍵詞:故障
毛永林,王璽先,郭再仁,房建南
中山大學孫逸仙紀念醫院 腫瘤放療專科,廣東 廣州 510120
引言
規范放射治療質量控制,保證直線加速器設備符合質量保證要求,確保直線加速器設備正常運轉,及時排除故障提高維修效率,減少停機率對臨床有重要意義[1-2]。醫用直線加速器的輸出劑量率的穩定性關系到放射治療的質量與安全,由于此故障較為典型且發生頻率較高,對臨床治療質量與工作進度產生較大的影響,了解此故障排除方法可保證治療質量同時降低其對臨床工作進度的影響。醫科達Axesse型直線加速器采用全數字化設計,大部分連鎖故障可以通過優化和調整設備相關參數得以解決,本文詳細分析醫科達全數字化直線加速器AXesse的劑量率連鎖故障可能的原因與排除方法,與同行交流數字化直線加速器相關故障的維修經驗,旨在為同行提供可以參考的維修思路與方法。
1 設備原理
加速管的基本工作原理是利用特定頻率的微波功率在圓波導內傳輸時激勵產生的軸向振蕩電場加速電子,不同結構尺寸的加速管都有其特定的工作頻率,當微波源的振蕩頻率與其工作頻率不同時將會影響加速管的運行,進而影響加速器的輸出性能,甚至無法輸出射線[3]。為確保微波輸入源的微波頻率能控制在加速管設定的固有工作頻率之內,同時具有對微波頻率進行自動控制與調節,磁控管與速調管微波源系統通過微波頻率自動控制系統(Auto Frequency Control System,AFC)從而實現隨時進行微波頻率的自動控制與調節。微波頻率自動控制系統的基本工作原理為:通過對輸入微波進行頻率和相位的取樣后再進行鑒頻處理,并與設定值進行比較,當比較結果在設定范圍內時工作正常,當結果超出設定值較小時系統會自動跟蹤調節,當超出設定值較大時則主動停止工作并顯示報錯信息[4]。微波頻率自動控制系統的基本結構原理如圖1所示。磁控管的老化會導致進入加速管的微波能量改變從而出現AFC連鎖。通過調節AFC系統的部分參數,可以解決由磁控管老化引起的直線加速器劑量率連鎖故障。另外,隨著設備使用年限的增加,發射電子的電子槍燈絲的老化,控制電子發射時機與數量的高壓脈沖調制器和傳輸系統的頻率特性等都會影響注入加速管的微波頻率最終影響加速管的工作狀態[3]。
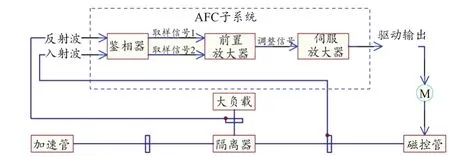
圖1 微波頻率自動控制系統基本原理示意圖
2 醫科達Axesse直線加速器劑量率連鎖故障案例
2.1 故障現象
醫科達Axesse直線加速器劑量率連鎖故障現象為直線加速器處于出束狀態時,突然中斷出束,直線加速器出現“Dose Rate Mon”連鎖代碼,故障描述為“665-The accumulated Low Doserate (less than 75% or as set by Process param 3 of expected doserate) pulses have exceeded the limit set by part 19 (in milliMU)”。設備剛出現連鎖時復位可以清除,但隨后連鎖出現的頻率會越來越高,機器出束跳數越來越低,最后復位無法清除連鎖,機器無法連續出束。
2.2 故障分析
通過對醫科達Axesse直線加速器加速管的結構設計分析后可推斷劑量率連鎖故障與產生微波的磁控管、電子槍燈絲老化以及其他影響注入加速管微波頻譜的因素相關,導致故障的因素可能是一個或者多個,因此需要按照簡單到復雜的思路逐一排除。磁控管是微波系統的源頭,其工作狀態決定了加速管內是否有微波電場,首先排查故障發生時磁控管是否處于正常工作狀態。此外,由于電子槍燈絲的老化可能會導致電子槍發生的電子數量、發射時機與電子射程、發射角度的改變,從而影響進入加速管內的電子數量,導致加速電子劑量率改變。最后,由于設備長時間使用,磁控管老化可能會造成其輸出微波頻率發生變化從而影響注入加速管的微波頻譜,導致輸入加速管的微波頻率與出廠時AFC系統預設好的參數不一致從而導致AFC系統故障,因此需要通過AFC優化,調整磁控管的電流,提高輸入微波的能量。可通過進入直線加速器維修模式查看AFC系統界面下的相關參數,并通過適當調整,最終達到消除故障的目的。總結以上分析,醫科達Axesse直線加速器劑量率連鎖故障與電子槍燈絲的老化以及磁控管的工作狀態與老化情況相關。
2.3 解決方案
2.3.1 磁控管及微波傳輸故障解決方案
醫科達Axesse加速器采用磁控管作為微波功率源。如果磁控管發生故障,此時波導管內的電子加速場能量失常,即發生劑量率連鎖。因此需查明磁控管輸出功率是否正確,以判斷劑量率連鎖是否是磁控管故障所引起。對于具備有不同能量擋位的設備,有一個簡單方便的方法可以判斷磁控管的輸出功率是否正常,即當出現劑量率連鎖時在微維修模式下將直線加速器所有的光子線或者電子線的能量檔位進行一次出束測試,若所有的能量檔都無輸出,則需通知保修廠家由工程師采用示波器檢測微波波形幅度和形態,判斷是否為磁控管硬件故障。如果有一檔或幾檔能量仍可正常出束,則可判斷連鎖并非由硬件故障引起,只對該能量檔的伺服系統進行優化調試即可。
2.3.2 電子槍燈絲老化故障解決方案
電子注入系統在醫用直線加速器中由電子源及其控制部分組成。它通常有以下2種設計方式:① 控制進入波導管電子的數量;② 控制電子進入波導管后電子運行的速度。通常由電子槍、低壓部分、高壓部分和控制部分實現。當加速器出現劑量率故障時,可用示波器查看注入部分的注入電流波形是否正確,如果有波形但幅值或形狀不正確,可通過控制部分來調節。如果不可調節,應先排查低電壓部分。如果根本沒有波形,應檢查電子槍及其電源部分,如它們也無故障再檢查高壓部分[5]。通過調整電子槍伺服Gun Servo電流,從而提高電子槍注入加速管的電子數量與電子運行速度。電子槍伺服Gun Servo調整方法如下:在進行Gun Servo調整之前必須確保AFC的值已經設定完成,之后方能對X線及電子線的Gun Servo進行調整(圖2)。
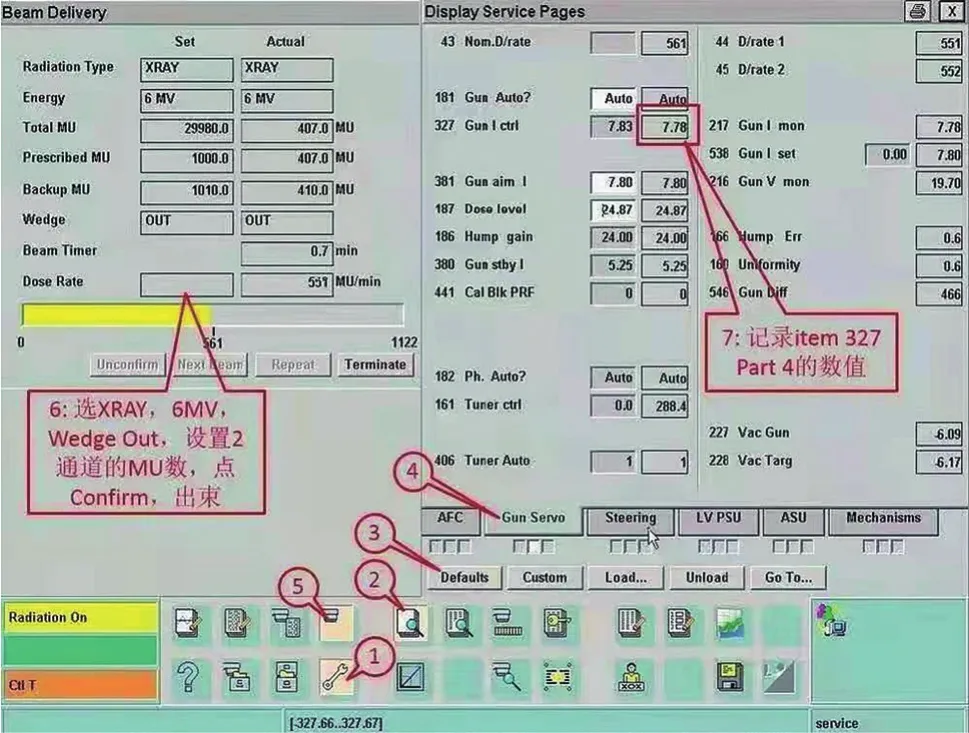
圖2 醫科達Axesse電子槍伺服Gun Servo優化調整示意圖
(1)進入維修模式后,點擊Service Function圖標,通過Deliver Quick Beam頁面,Radition Type-XRAY、Energy-6MV、Wedge-OUT、Beam MU1-29980、Beam MU2-29980、Dose Rate-600然后點擊Load、Confirm確認設置;
(2)在Service Function上點擊override Machine Item圖標,在彈出的頁面Interlock Group的下拉菜單內選擇8.Ctl T,然后關閉此頁面;
(3)按下出束鍵出束至穩定,將181 Gun Auto?由Auto修改為Man(通過“shift”鍵+“<鍵”或“>”鍵修改),將327 Gun I ctrl的P4值記錄下來,然后將這個值輸進P1,通過“shift”鍵+“<”鍵或“>”鍵上下改變P1的值找出最大劑量率;
(4)將 381 Gun aim I的P1值通過“shift”鍵 +“<”鍵或“>”鍵修改比327 Gun I crtl的P1值大0~0.1,點擊屏幕主界面右下角圖標,在彈出的對話框中點擊Save energy cal.Blocks;
(5)將181 Gun Auto?修改為Auto,通過“shift”鍵+“<”鍵或“>”鍵調整187 Dose level的值,找出最大劑量率(此時在劑量率最大時327 Gun I crtl的P1和P4值應該相等);
(6)不中斷出束,點擊屏幕主界面右下角保存圖標,在彈出的對話框中點擊Save energy cal.Blocks,然后中斷出束后在連鎖界面恢復為0號All Interlock On,再出束觀察劑量率上升及穩定情況,配合AFC參數進行優化調整。
2.3.3 AFC系統故障解決方案
當排除了磁控管硬件故障后,進一步檢查磁控管老化情況。磁控管老化導致磁控管輸出頻率改變,可通過調節AFC系統適當提高磁控管的電流以達到提高磁控管輸出微波頻率的目的。AFC系統在醫用直線加速器中起自動調整磁控管的工作頻率的作用,對系統的能量劑量都有關鍵決定因素。直線加速器使用的微波功率源的振蕩頻率必須與加速管的工作頻率一致,才能保證加速器穩定工作,否則就會因為頻率的偏離,造成電子能量的降低和電子能譜的增寬,從而導致加速器輸出劑量率的降低或不穩定,甚至導致停止出束。因此,AFC系統故障的維修和調整優化工作也很重要。當AFC系統出現不穩定時,可通過對其進行優化調整以解決故障(圖3)。
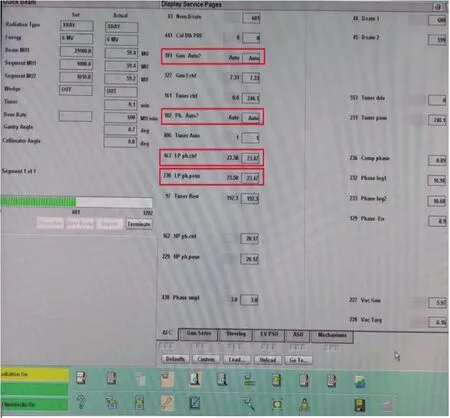
圖3 醫科達Axesse AFC系統優化調整參數示意圖
醫科達Axesse AFC優化調整方法如下:
(1)X射線(6 MV)出束穩定后,將Gun Man/Auto與Phase Auto/ Man依次設定成手動模式;
(2)將Tuner ctrl.Part4值輸至Part1,并將Tuner ctrl調整到輸出最大;
(3)Lp phase ctrl為0,同時Lp phaseposn.則設為Lp phase ctrl.的值。
醫科達Axesse AFC的調整值非常敏感,諧振點不容易確定。調整優化時必須有示波器輔助和在廠家工程師的協助下進行。
3 討論與總結
Axesse直線加速器采用數字化控制系統設計,整臺設備通過900多個子項目設計以實現實時控制與監測不同硬件的工作狀態與參數[6]。數字化直線加速器與早期非數字化的直線加速器最大的區別在于可實時監測與改變設備參數進而改變設備的運行情況,這種設計可及時發現設備異常的部件,對于磁控管或電子槍燈絲老化導致加速器頻率或者加速電子數量不穩定的情況將通過連鎖終止設備出束[7]。對于這種中低程度老化未完全達到報廢更換配件的故障,傳統的通過更換相關部件配件的維修方式不是最優的維修方式,本文通過調節控制系統子項目相關參數的維修方式可作為排除該故障的方法,具有一定實用性與創新性。
電子槍燈絲老化導致注入加速管的電子數量低于預設值,最終表現為直線射線劑量率故障。燈絲的壽命與使用時間與加速管的真空度相關。電子槍燈絲的出廠標稱伺服電流為8.0 A,隨著設備的使命由于燈絲損耗導致燈絲電阻逐漸增大,燈絲電流逐漸變小,燈絲發射的電子數量也逐漸減少,當燈絲電流低于7.0 A時就需要更換電子槍燈絲。針對燈絲老化報廢更換燈絲的維修方法,李博明等[8]與鄧建國等[9]報道了醫科達Precise與Synergy直線加速器的電子槍燈絲的更換以及其真空系統的處理。但對于燈絲伺服電流偏移引起的劑量率連鎖故障解決方法鮮有報道。為了保證燈絲正常工作,燈絲的伺服電流會在一個正常的范圍內波動,隨著燈絲老化電阻增大,燈絲的伺服電流會逐漸變小,當伺服電流低于預設的范圍值時,機器就會報劑量率連鎖,針對這種情況,可通過調節伺服電流的范圍,使得伺服電流在正常工作范圍并解除連鎖。需要特別注意的是每次調節燈絲伺服電流后為保證絕對劑量準確,需要進行劑量率校準。
磁控管老化造成進入加速管的微波頻率低于設定的數值導致AFC系統故障是臨床較為常見的連鎖故障,尤其是隨著設備使用年限的增加。魏緒國等[10]通過對醫科達Precise型直線加速器11年的運行情況總結與研究發現,磁控管從第4年開始出現故障。黃云杰[11]報道了一種通過手動找回劑量率最高點的方法判斷是否為AFC系統故障的方法,此種方法較為簡單便捷,可作為初步判斷。如果需要進一步精確診斷,可參考余海坤[12]報道的使用示波器和萬用電表的方法對AFC系統進行精準測量與維修。通過研究對醫科達數字化電子直線加速器控制軟件IPV系統的研究,發現與劑量率故障相關的AFC系統子項目主要有item181、item182、item163和item230。這4個子項目分別控制電子槍燈絲、微波源脈沖以及微波反饋信號,通過調節相關子系統item的反饋信號等參數使得AFC預設數值與設備實際的數據相一致,最后部分排除因老化引起的故障問題。這是一種針對數字化直線加速器磁控管老化引起故障的解決方法,與硬件老化報廢的維修方法有較大的差異[13-14],為數字化直線加速器劑量率連鎖的維修提供了一種思路。為降低磁控管老化速度,在日常使用中必須對磁控管與AFC系統進行有效維護保養,日常晨檢出束應遵循射線能量由低檔到高檔的順序等[15]。
本文針對醫科達Axesse直線加速器劑量率連鎖分析了導致故障發生的3種原因,并針對電子槍燈絲伺服Gun Servo電流調整與AFC系統優化的操作步驟。本文以醫科達數字化直線加速器Axesse劑量率連鎖的維修為例,探討了數字化直線加速器的維修思路,可為同行提供相關維修參考。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39